
用卷板机弯制角钢圈
2010-11-29 11:30:10陆博福
中国重型装备 2010年1期
陆博福 陆 平
(1.中国一重(集团)有限责任公司技术质量部, 黑龙江161042;2.东方市政建设开发集团公司,黑龙江154003)
在工程机械、石油化工设备制造、金属结构成型加工中,经常需要弯制不同直径的角钢圈。一般情况下通常采用加热煨制,工效低,成本高,劳动强度大,成形质量不佳。现设计了一种工装夹具,无需加热成形,而是直接在三辊普通卷板机上配装夹具弯制成形角钢圈。
1 卷板机弯制角钢圈能力及规格范围
确定卷制角钢圈设备能力,要从设备结构尺寸,即两下辊间距和工件材料截面抗弯惯性矩两方面考虑。我公司容器厂现使用的卷板机型号为W19×2000型三辊普通卷板机,上辊直径为280 mm,下辊直径为250 mm,两下辊间距为359 mm。
1.1 卷制型材惯性矩与载荷能力
W19×2000型卷板机最大卷板截面惯性矩为114.3 cm4。由手册查出7号角钢(70 mm×70 mm×8 mm)的截面惯性矩为48.17 cm4。用卷板机卷制角钢时,一次卷制两根,其截面惯性矩为48.17×2=96.34 cm4。因此设备能力可以满足要求。
1.2 设备结构尺寸限定范围
当卷板机卷制立筋向外的A型角钢圈(见图1)时,需要在下辊安装夹套。由于卷板机下辊间距是一定的,从而限制了弯曲角钢规格的大小。以W19×2000型卷板机为例,其可弯制的最大A型角钢规格为(359-250)/2=54.5 mm,即最大卷制角钢圈为5号(50 mm×50 mm×5 mm)角钢。
卷制立筋向内的B型角钢圈(见图2)则不受此限制,只需根据设备弯曲能力而定。
2 夹具结构设计
由于卷板机在工作中要经常变动工件尺寸形状,为此夹套工装应力求装卸简便。卷制立筋向内的B型角钢圈时,只需制作上辊整体式夹套即可进行角钢圈的卷制工作。卷制立筋向外的A型角钢圈时,应制作两组下辊半环夹套,且用螺栓固定。结构尺寸经计算确定。
2.1 A型角钢圈夹具结构尺寸
为使卷制过程中受力对称,防止工件扭曲侧弯,在卷制角钢圈时将角钢成对儿点焊后再进行弯制工作。另一方面考虑到设备自身结构尺寸和下辊间距的限制,以5号A型角钢为例,其夹具结构和尺寸见图3。
夹具数量为两组,半环夹套装于下辊。
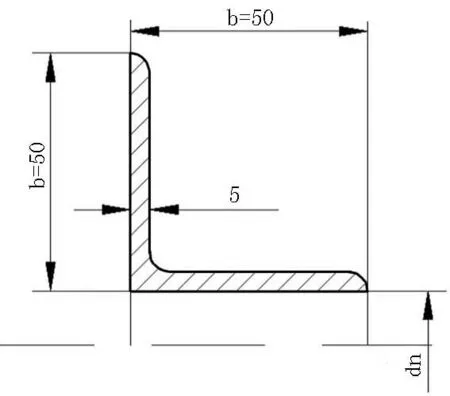
图1 A型角钢圈Figure 1 A type of angle steel ring

图2 B型角钢圈Figure 2 B type of angle steel ring

图3 A型角钢圈下辊夹套Figure 3 Bottom roll clamper of A type angle steel ring
2.2 B型角钢圈夹具结构尺寸
B型夹具结构与A型基本相同,只是整体套在上辊,以7号角钢为例,确定夹具结构及主要尺寸见图4。
3 卷制角钢圈的步骤
(1)根据角钢型式确定在上辊或下辊安装夹套。夹套安装于卷板机辊端150 mm左右,使用下辊夹套时需要用螺栓紧固,夹具环端面与辊轴心线垂直。

图4 B型角钢圈上辊夹套Figure 4 Top roll clamper of A type angle steel ring
(2)角钢备料预留直边切头150 mm左右。每两根角钢点焊在一起,焊点间隔300 mm左右,立面上下均点焊,与辊表面接触的地方要打磨平齐。
(3)开动卷板机进行角钢卷制,弯曲半径尺寸用样板检验,方法与卷板相同。符合尺寸要求时停机取下工件,打磨焊点拆开分解工件,切去直边段(可在未拆前进行),组对成形焊接。
4 结语
应用该工艺技术在W19×2000型卷板机上配置相应规格的角钢卷制夹套,分别加工制作了A型、B型7号、6.3号、5号和3号等不同规格的角钢圈。所成形工件质量优于普通热煨质量,而且工效提高10倍以上,同时减轻了劳动强度,改善了工作环境。
猜你喜欢
机电安全(2022年2期)2022-09-03 09:25:10
商品与质量(2021年43期)2022-01-18 05:30:28
名城绘(2020年2期)2020-10-21 08:25:48
纯碱工业(2018年5期)2018-10-19 06:07:38
制造技术与机床(2018年8期)2018-10-09 08:27:56
制造技术与机床(2017年7期)2018-01-19 02:29:57
科技创新与应用(2017年16期)2017-06-10 23:43:09
石油化工建设(2017年2期)2017-06-05 08:52:52
工业设计(2016年10期)2016-04-16 02:44:12
中国机械(2015年9期)2015-05-30 16:33:24
