
基于MasterCAM的三大类型五轴机床后处理程序编制方法*
2010-11-28 05:00唐进元
制造技术与机床 2010年8期
唐进元 尹 凤
(现代复杂装备设计与极端制造教育部重点实验室中南大学机电工程学院,湖南长沙 410083)
随着数控加工技术的不断发展,数控五轴铣削加工应用的范围不断扩大。但由于五轴数控机床在三个直线轴的基础上引进了两个旋转轴,因此其运动结构复杂,配置多样。按照旋转轴与主轴或工作台固联的方式,可将五轴机床大致分为工作台双摆动、主轴双摆动、工作台/主轴摆动三大类型。不同类型的机床结构其运动学原理和模型都不相同,几乎每台五轴机床的后处理都需单独配置,因此后处理编制成功与否,是五轴铣削加工编程的关键。
MasterCAM是一种完善的CAD/CAM软件系统,在国内外得到了非常广泛的应用。MasterCAM提供了五轴后处理程序模板,用户只要在此基础上进行修改即可生成满足实际需要的专用后处理程序。
为此本文研究了基于MasterCAM软件的五轴通用后处理文件得到满足特定配置机床的专用五轴联动程序后处理方法。并以应用最广泛的三大类型五轴机床为例,分别论述了其专用后处理的编制方法。最终将所编后处理程序通过VERICUT仿真加工,验证了所提出后处理编制方法的正确性和可行性。
1 五轴数控机床的结构和运动特点
1.1 五轴数控机床的坐标系
五轴联动数控机床的运动轴分为平动轴和转动轴,这些轴一般都配置成相互垂直或平行。数控机床各轴的运动,有的是使刀具产生运动,有的则是使工件产生运动。对此,标准规定,不论机床的具体运动结构如何,机床的运动统一按工件静止而刀具相对于工件运动来描述,并以右手笛卡尔坐标系表达。如图1所示其坐标轴用X、Y、Z表示,用来描述机床的主要平动轴,称为基本坐标轴。三个旋转轴A、B、C相应的表示其轴线平行于X、Y、Z轴的旋转运动。X轴作为水平的、平行于工件装夹平面的轴,它平行于主要的切削方向,且以此方向为正向。Y轴的运动方向则根据X和Z轴按右手法则确定。旋转坐标轴A、B和C相应地在X、Y、Z坐标轴正方向上,按右旋螺纹前进的方向来确定。

1.2 五轴数控机床的类型与结构特点
五轴机床有三个平动坐标轴和两个转动坐标轴,且五个轴可以联动,导致五轴机床可有很多种运动配置方案。但根据五坐标联动机床中两个旋转轴与主轴或工作台固联的形式,可以归为三大基本结构类型,即刀具双摆动、工作台双回转、刀具摆动与工作台回转。为便于表述,以下称运动中轴线方向不变的回转轴为定轴,反之为动轴;带“'”的轴为工作台转动,否则为刀具摆动。
(1)刀具双摆动
如图2a所示为一刀具双摆动型五轴机床,这种结构类型是指两个转动轴都作用于刀具上,由刀具绕两个互相正交的轴转动以使刀具能指向空间任意方向。由于运动是顺序传递的,因而在两个转动轴中,有一个的轴线方向在运动过程中始终不变,成为定轴,如图中的B轴,而另一个的轴线方向则是随着定轴的运动而变化成为动轴,如图中的A轴。按从定轴到动轴顺序,此机床为B-A配置机床。

(2)工作台双回转
如图2b所示为一工作台双回转型五轴机床,这种结构类型是指两个转动轴都作用于工作台上,根据运动的相对性原理,它与由刀具摆动产生的效果在本质上是一样的。由于运动是顺序传递的,同样在两个旋转轴中,有一个的轴线方向在运动过程中始终不变,称为定轴,如图中的A'轴;而另一个的轴线方向则是随着定轴的运动而变化,称为动轴,而且动轴紧靠工件,如图中的C'轴;按从定轴到动轴分类该机床为A'-C'配置机床。
(3)刀具与工作台回转/摆动型
如图2c所示为一刀具与工作台回转/摆动型机床,这种结构类型是指刀具与工件各具有一个转动运动,这种结构不是定、动轴结构,两个回转轴在空间的方向都是固定的。对于其两个转动轴的配置情况,一般按先工件后刀具的顺序进行分类,图中即为A'-B配置机床。
2 MasterCAM中PST文件格式分析
MasterCAM系统的后置处理由两部分文件组成,可执行文件和机床特性文件。可执行文件是不允许用户进行修改的,如铣床的Mp.dll文件。机床特性文件即PST文件。PST文件提供了更改NC代码的方法,以适用于选定的数控系统和机床,其内容包括:机床类型、坐标输出格式、G代码和M代码的分配、文件头数据、控制系统名、注释数据的输出等信息。用户对其进行修改即可生成满足实际需要的专用后处理程序。对于MasterCAM三轴后处理PST文件,很多专家都对其做了很多研究,本文在前人的基础上,重点讨论研究较少的五轴机床结构特性设置部分的内容格式。
MasterCAM的后处理PST文件中针对五轴机床结构特性的设置,主要由旋转轴地址分配、机床类型设定、旋转轴旋转矢量平面设定、摆长设定、轴偏距设定以及各运动轴的行程范围设定等组成。以下为具体各部分内容:
2.1 旋转轴地址分配
由上文分析可知,五轴机床由三个平动轴和两个旋转轴组成,其中两个旋转轴有多种配置方式,如AB、C-B等搭配方式,通常在刀具双摆动和工作台双回转机床中定轴设为第一旋转轴(第四轴),动轴设为第二旋转轴(第五轴),在刀具摆动与工作台回转机床中,与工作台固联的旋转轴设为第一旋转轴,与刀具固联的旋转轴设为第二旋转轴。如C-B配置的机床其设置及相应的在PST文件中的设定语句如表1所示。
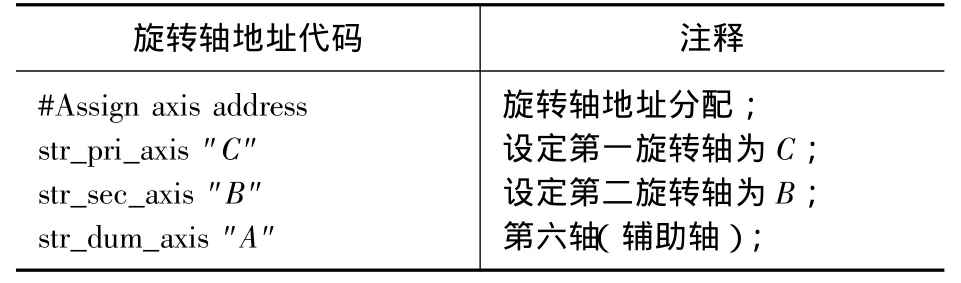
表1 旋转轴地址分配
2.2 机床类型设置
由上文可知,五轴数控机床主要有三大类型,即刀具摆动与工作台回转型、工作台双回转型及刀具双摆动型,还有一些非正交五轴机床。相应的在PST文件中的设定如表2。
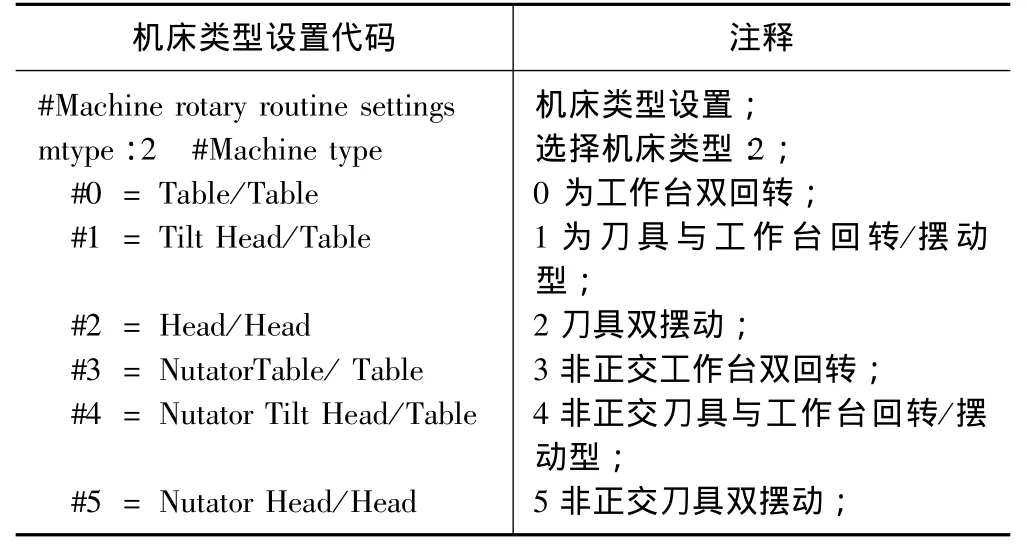
表2 机床类型设置语句
2.3 旋转轴矢量平面设置
不同的五轴机床,坐标系都不尽相同,特别是旋转轴的零位点和旋转方向更是没有完全的标准。旋转轴A、B、C都有各自旋转的平面,本部分用于设置第一旋转轴及第二旋转轴矢量平面、零位及旋转方向,一般的,A轴的旋转矢量平面为ZY平面,B轴为ZX平面,C轴为XY平面,对于两旋转轴非正交的机床,第一旋转轴矢量平面强制规定为XY平面。具体设置应按照机床说明书中的坐标系进行设置,在MsterCAM的PST文件中具体设定语句如表3。
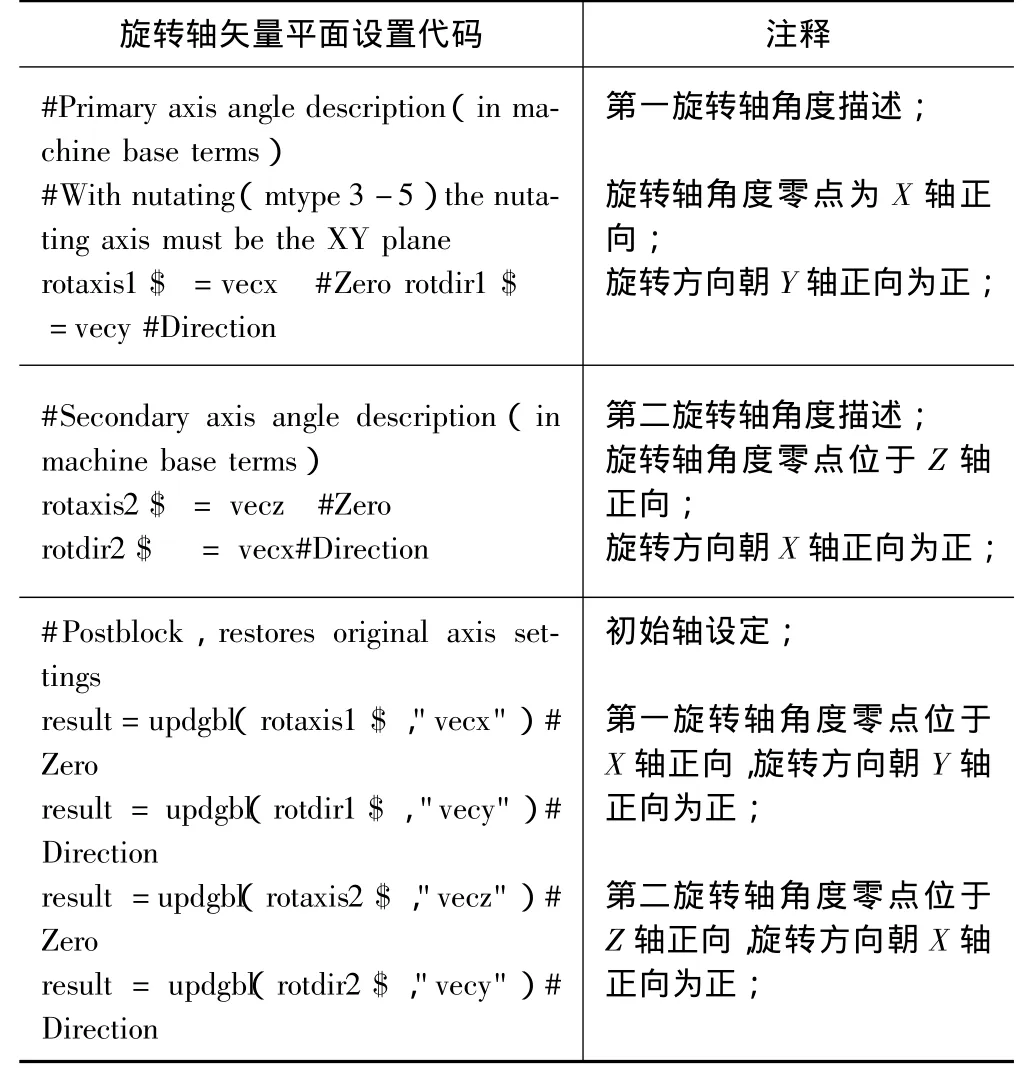
表3 旋转轴矢量平面设置语句
2.4 旋转轴摆长、轴偏距设置
五轴机床有一个共同的特点,就是刀具中心和旋转主轴头的中心都有一个距离,这个距离称为枢轴中心距(Pivot),由于这个距离的存在,使得五轴数控系统零件程序的编制存在其特殊性,那就是如果对刀具中心编程的话,转动坐标的运动将导致平动坐标的变化,产生了一个位移。

表4 旋转轴摆长、轴偏距设置语句
通常消除摆长和轴偏距有两种办法,一种是采用机床的 RTCP和RPCP功能;另一种是在后置处理中添加这个枢轴中心距。本文讨论后者的方式。并采用刀长补偿编程方式。在MasterCAM的PST文件中此部分的设置语句如表4。
不同类型的五轴数控机床因结构的差异,其轴偏距的计算各不相同,在后处理PST文件中的设置也不尽相同。下面对三大类型五轴数控机床的轴偏距计算及分别在PST文件中的设置进行讨论。
(1)刀具双摆动机床
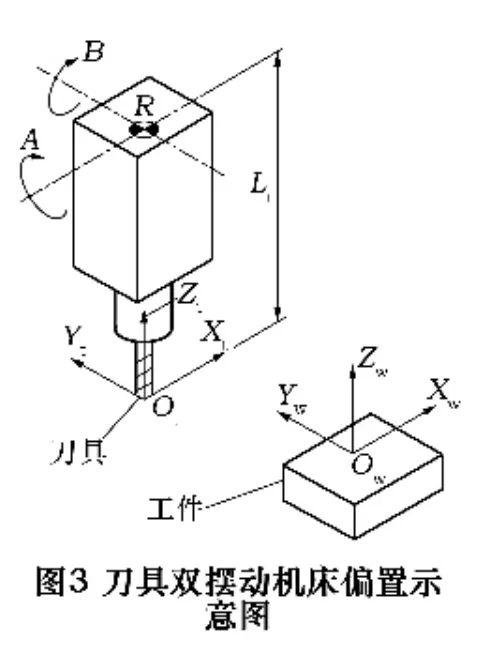

对于刀具双摆动型五轴机床,其枢轴中心距(Pivot)由两旋转轴的交点(即枢轴点R)到刀具刀位中心点的距离决定,如图3中Lt所示。Lt由R到主轴鼻端的距离和定长(如图4所示)两部分组成,因此,此类机床的摆长可由定长加上机床厂家所给的主轴鼻端到枢轴点的距离而求得。其编程原点与机床零点的距离可由G54等指令设置。在MasterCAM的PST文件中,摆长的具体设置如表5。
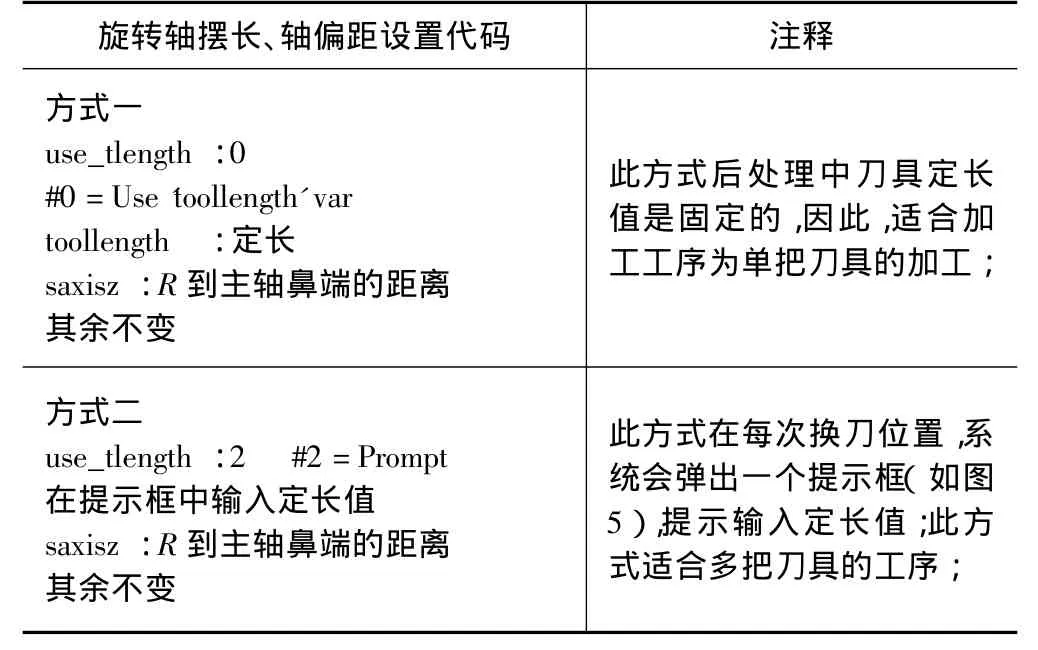
表5 具双摆动机床旋转轴摆长设置
(2)工作台双转动机床
图6所示为工作台双转动机床的摆长、偏置计算示意图,其轴偏置即为旋转轴旋转中心到工件台面的距离。值得注意的是,对于双转台五轴加工中心,机床加工坐标系原点只有设在两个旋转轴的交点R处,才能实现数据坐标转换后加工程序的正确性。为保证与机床加工坐标系一致,CAM加工坐标系坐标原点要设置在第二旋转轴(图7中C轴)轴线上。由于数控自动编程时工件原点的设定对编程的难易程度没有影响,因此,通常将工件原点设置在距工作台端面向下一个旋转轴偏置值处(即工件原点与机床原点重合)。在MasterCAM的PST中具体设置如表6。



表6 工作台双回转机床旋转轴轴偏距设置
(3)刀具与工作台回转/摆动机床
如图7所示为工作台回转/摆动机床的摆长、偏置计算示意图。此类机床结构比较特殊,其两个旋转轴的轴线不相交,因此,具有两个枢轴点(如图7中RA和RB所示),RB定义为B轴与主轴轴线的交点,RA可设置在A轴轴线的任意点。因此在编程中,工件原点必须设置在A轴的轴线上,Ow与RA的偏置用G54补正,在后处理中只需输入摆长Lt的偏置值即可。在MasterCAM的PST文件中的具体设置如表7。
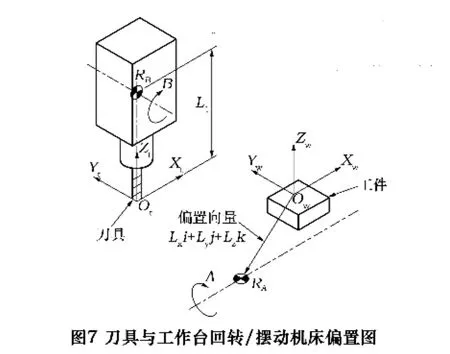

表7 刀具/工作台回转机床轴偏距设置

表8 运动轴行程设置语句
2.5 运动轴行程设置
对于特定的机床,其各运动轴的行程各不相同,坐标运动轴的行程及软件限位设置的正确性,直接影响五轴机床数控程序输出的正确性。五轴机床PST文件中对运动轴行程的设置语句如表8。
3 五轴机床专用后处理编制举例
上文已经对基于MasterCAM的五轴机床专用后处理的定制进行了详细论述,按照以上方法,本节以Fidia 218刀具双摆动五轴机床后处理的编制如下:
Fidia 218五轴数控机床为C-B配置的刀具双摆动类型机床,因此其运动应按照刀具双摆动机床结构特点进行设置,其机床结构如图8所示,机床坐标系如图9所示,其中C轴为主动轴、B轴为从动依附轴。该机床各轴行程如表9。针对该机床加工的特性,根据需要可编制3个线性轴X、Y、Z与C/B五轴联动后处理程序。这样的后处理程序方案即可满足工程需求。下面详细说明在PST文件中,修改适合Fidia 128数控机床的后处理程序的过程。



表9 fidia 218机床行程表
在MasterCAM的PST文件中按照机床结构特性设置如表10。
4 仿真加工验证(图10)
为验证所编Fidia218刀具双摆动机床后处理的正确性,本文利用VERICUT7.0数控仿真软件,通过构建Fidia218的机床系统和机床初始参数设置等,将叶轮模型(图11)在MasterCAM中进行刀路编程,并通过所编后处理文件进行后处理转换,最终得到加工的NC程序,在VRICUT7.0中进行加工验证(图12)。最终将仿真的结果(图13)采用VERICUT软件的“自动-比较”功能进行检验,模型的加工误差在允许范围内,从而验证了后处理的正确性。

表10 Fidia 218机床后处理语句的设置



5 结语
(1)论文给出了基于MasterCAM的通用五轴后处理程序、通过修改后处理中的机床结构特性文件编制适合三大类型机床的专用后处理方法。
(2)通过VERICUT仿真加工,验证了本文提出的三大类型五轴联动机床后处理方法的正确性和可行性。
(3)本论文的研究为五轴后处理程序编制提供了一种行之有效的方法与途径。
[1]刘雄伟,张定华,等.数控加工理论与编程技术[M].北京:机械工业出版社,2000.
[2]周济,周艳红.数控加工技术[M].北京:国防工业出版社,2002.
[3]吴明友.数控加工自动编程-Pro/E Wildfire+Mastercam详解[M].北京:清华大学出版社,2008.
[4]何满才.数控编程与加工Mastercam9.0实例详解[M].北京:人民邮电出版社,2005.
[5]Lee R.-S.,She C.-H..Developing a Postprocessor for Three Typesof Five-axis machine Tools[J].International Journal of Advanced Manufaeturing Technology,1997,13(9):658-665.
猜你喜欢
经纬天地(2022年3期)2022-07-20
今日农业(2020年20期)2020-12-15
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
能源(2018年10期)2018-12-08
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年2期)2017-05-04
