
Visual Basic编程在编制制管工艺中的应用
2010-09-26 02:01程世清
大型铸锻件 2010年2期
黄 文 程世清
(武汉重工铸锻有限责任公司,武汉430084)
在编制无缝钢管制管工艺过程中,往往需要用到大量的公式计算钢锭的重量、锻造比、拔伸变形率等工艺参数,并根据冲孔—顶伸工艺规范来确定相关参数。每份制管工艺中一般有12个以上的参数需要通过复杂的计算得出,有6个以上的参数需要查阅冲孔—顶伸工艺规范来确定。目前制管工艺的编制一般采用人工方法来完成,由于参数多,计算量大,不仅效率低下,而且很容易出错。用Visual Basic软件设计一套制管工艺编制软件来解决上述问题,可以快捷、准确地得到工艺参数结果,实用性强。
1 制管工艺流程
2 制管工艺的编制方法
制管工艺的编制,主要是通过成品钢管的规格,估算锻件的几何尺寸。由锻件的几何尺寸及钢锭利用率确定钢锭重量。通过计算锻造比确定钢锭锭型,查阅工装、模具表确定最终锻件的几何尺寸及要选用的工装、模具。
2.1 成品管及锻件重量的计算
优质碳素结构钢管、合金结构钢管每米的理论重量(钢管的密度为7.85 kg/dm2)按公式(1)计算:
W=0.024 66(D-S)S
(1)
式中W——钢管每米理论重量,kg;
S——钢管的公称壁厚,mm;
D——钢管的公称外径,mm。
把芹菜、芦蒿洗净,切成1cm的长度,各取100 g于300 ml锥形瓶中,用超声波提取30 min;常温;超声波强度为65W.过滤,滤液备用.
2.2 锻件内径d0,外径D0和长度L0的确定
2.2.1 根据订货尺寸(内径d和外径D),按公式(2)、(3)计算热锻件目标尺寸:
d01=(d-a1)K内
(2)
D01=(D+a1)K外
(3)
式中d——内径定货尺寸,mm;
d01——热锻件内径目标尺寸,mm;
K内——内径热膨胀冷缩率,mm;
a1——目标锻造余量,mm;
D——外径定货尺寸,mm;
D01——热锻件外径目标尺寸,mm;
K外——外径热膨胀冷缩率。
2.2.2 根据热锻件目标尺寸,按以下条件选取适用的终锻顶杆、终锻模圈的外径和内径(d1、D1):
d1≤d01的最大值,mm;
D1≥D01的最小值,mm。
终锻顶杆和终锻模圈确定后,按公式(4)、(5)计算确定锻件的实际尺寸:
d0=d1/K内
(4)
D0=D1/K外
(5)
式中d0——冷锻件最终的实际内径,mm;
D0——冷锻件最终的实际外径,mm。
2.2.3 按公式(6)计算锻件长度:
L0=L+L1
(6)
式中L——成品长度,mm;
L1——常规试验用料长度,mm。
2.3 钢锭重量WP
由公式(7)计算钢锭重量WP:
WP=W/A
(7)
式中W——锻件的重量,kg;
A——钢锭的利用率。
2.4 锻造比、拔伸变形率的计算
锻造比(Y)和拔伸变形率(ε)按公式(8)、(9)计算:
Y=Fg/Fd
(8)
ε=(1-Fd/Fc)×100%
(9)
式中Fg——钢锭横截面积,mm2;
Fd——锻件横截面积,mm2;
Fc——冲孔坯横截面积,mm2。
3 程序设计
由上可见,编制制管工艺时需要确定的参数很多,计算量大。如果采用Visual Basic可视化编程计算,只需要在对话框中输入成品管的规格,按计算按钮,工艺参数便立即得到。
采用Visual Basic的数据库控件可视化数据管理器Visdata 来实现计算制管工艺参数的应用程序。Visdata是微软公司开发的数据库框架,它为Windows应用程序的开发提供了强大的全新接口。由于微软公司在Visdata的设计过程中遵循了简化、实用等风格,因此,基于Visdata的Windows应用程序具有简洁高效的特点,是目前最流行的Windows应用程序开发接口工具之一。
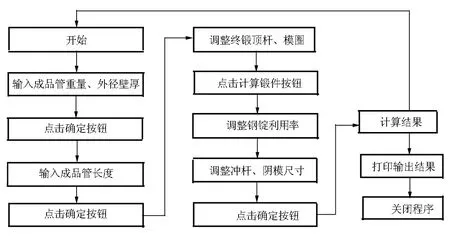
图1 计算过程的程序设计流程图Figure 1 The flow diagram of the program design for the computational process
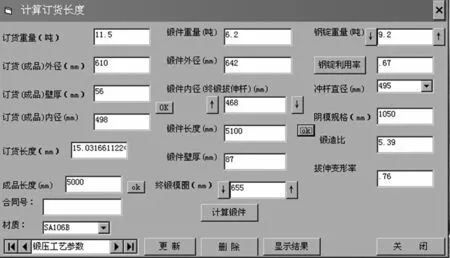
图2 制管工艺参数计算对话框Figure 2 The dialog box for calculating the technological parameter for producing pipe
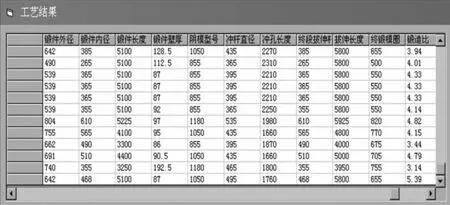
图3 工艺参数计算结果对话框Figure 3 The dialog box for calculating results of the technological parameter
运用Visdata类库编写基于对话框的应用程序。用户通过对话框与应用程序进行交互来实现计算目的。用户在相应对话框中输入成品管的规格,点击确定按钮,便可计算出锻件的尺寸,然后可自动或手动选择终锻顶杆、终锻模圈尺寸,点击确定按钮,计算出锻件的重量;自动或手动确定钢管利用率,自动或手动选择合适的冲杆、阴模后,点击确定按钮,计算出锻件的最终锻造比、拔伸变形率。钢锭锭型的选取、冲孔坯数据由程序在后台调用事先设定好的数据库文档进行处理。为实现一次计算出多组数据,将计算后的结果数据导入库中存贮,计算完毕之后可分组打印结果。图1是计算过程的程序流程图。
通过Visual Basic 窗体为程序添加成员变量和消息映射,并添加功能实现的源代码。
4 实例
启动程序后,以订货重量为11.5 t,材质为SA106B,规格为∅610 mm×56 mm×5 000 mm钢管的订货合同为例进行计算,制管工艺参数计算过程及结果分别见图2和图3。
5 结束语
运用Visual Basic编程计算制管工艺参数,效率高、实用性强。由于程序界面是对话框,运行于Windows操作系统,使用起来比较直观。通过对话框的提示,用户输入数据也不易遗漏,免去了许多繁琐的重复计算。
下一步将解决制管工艺卡片与制管工艺参数的接口问题,实现程序自动生成制管工艺卡片的功能。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
一重技术(2021年5期)2022-01-18
大型铸锻件(2020年5期)2020-09-15
橡塑技术与装备(2018年18期)2018-09-22
大型铸锻件(2015年4期)2016-01-12
大型铸锻件(2015年4期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
