大型空冷发电机转子的锻热工艺分析
2010-09-26 02:09:32范樵乔
大型铸锻件 2010年2期
陈 杰 范樵乔
(中国第二重型机械集团公司锻造厂,四川618013)
空冷技术是建设大型坑口火力发电厂最有效的节水措施。因此,开发、研制生产大型空冷电站机组是合理开发利用煤资源最为有效的措施之一,其中大型空冷电站机组发电机转子锻件制造技术成为重机行业的主要研究内容。本文对当前空冷电站机组发电机转子锻件的制造技术进行了工艺分析。
1 主要技术指标
1.1 化学成分标准见表1。
1.2 力学性能标准见表2。
1.3 性能热处理后的残余应力不得超过60 MPa。
1.4 晶粒度不粗于ASTM标准的5级,其中允许存在总量不超过5%的4级。
1.5 超声波探伤要求见图1和表3。
2 锻造工艺分析
大型空冷机组电站机转子锻件尺寸见图2。
根据锻件重量,按我厂现有的钢锭系列和工艺规范,应该用167 t真空钢锭在100 MN水压机上生产。因主截面直径不大,为∅1 320 mm,所以主变形采用了镦粗加WHF法拔长的工艺方案。总的锻造比为6.2,达到了使锻件整个截面充分锻透的目的。工艺方案也充分考虑了钢锭水冒口切除量。用该工艺进行多次生产都因辊身有夹杂物导致探伤不合格而报废,分析原因为167 t钢锭的高径比太大,不利于冶炼时夹杂物上浮。后调整工艺方案,选用高径比较小的185 t钢锭留余料生产的方法,主要锻造工艺参数并没变化,但是探伤性能都一次性合格,并形成了批量化生产。

表1 转子化学成分标准要求(质量分数,%)Table 1 The chemical composition of the rotor (mass fraction, %)
注:H≤2×10-6。

表2 转子力学性能标准要求Table 2 The mechanical properties of the rotor

图1 转子探伤位Figure 1 The inspection location of the rotor
区域1:本体表面至250 mm以内和汽轮机端轴颈表面至100 mm以内的区域。
区域2:除区域1以外的区域。

图2 转子锻件尺寸Figure 2 The forging size of the rotor

图3 转子锻件粗加工图Figure 3 The rough machining chart of the rotor
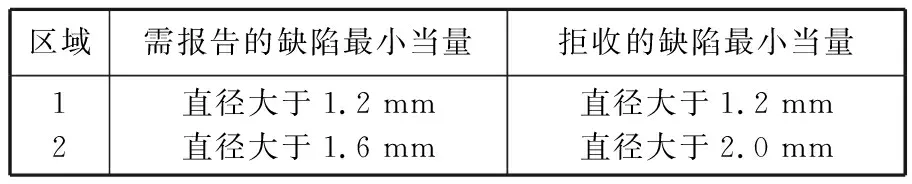
区域需报告的缺陷最小当量拒收的缺陷最小当量12直径大于1.2 mm直径大于1.6 mm直径大于1.2 mm直径大于2.0 mm
3 热处理工艺分析
3.1 热处理基本情况
转子锻件交货长度为13 063 mm,交货重量为71 220 kg,粗加工重量达95 005 kg,粗加工尺寸为∅1 224 mm×14 113 mm,其中轴身长度为8 514 mm。粗加工图见图3。
3.2 锻后热处理
空冷发电机转子毛坯截面比一般的发电机转子的截面大,为∅1 290 mm。同时该转子锻件长达14 300 mm,锻件的轴身长度接近9 000 mm,锻后产生粗晶和混晶现象的趋势很大。同时为满足其晶粒度要求,我们确定锻后热处理工艺为两次高温保温和一次回火处理。空冷发电机转子的锻后热处理工艺见图4。
从实际检验结果(表4)看出,锻后热处理工艺对于细化晶粒起到了重要的作用。
3.3 调质工艺
大型空冷发电机转子的性能热处理工艺见图5。
由表2可以看出,该件的力学性能要求较高,尤其是中心孔的取样部位深达轴身内部,同时中心棒强度及常温冲击值要求与表面径向的要求相同,并且塑性指标及FATT50的要求也与表面径向的要求接近。为了达到如此高的力学性能要求,必须使工件得到充分的冷却,以使组织能充分转变。所以实际的性能热处理工艺中采用了大水量喷水淬火的方式,并且根据以前的经验及大量试验数据,选取了正确的回火温度。

图4 锻后热处理工艺Figure 4 The heat treatment craft of the rotor after forging
从实际检验结果(表4)看出,此性能热处理工艺对于保证力学性能合格达标是行之有效的。
4 检验结果
对生产的大型空冷发电机转子锻件进行了检验。金相组织径向及中心均为回火索氏体。残余应力平均值为2 MPa。晶粒度为径向6.0级,中心5.5级。超声波探伤全部符合标准要求。力学性能检验结果见表4。FATT检验结果见表5。夹杂物检验结果见表6。
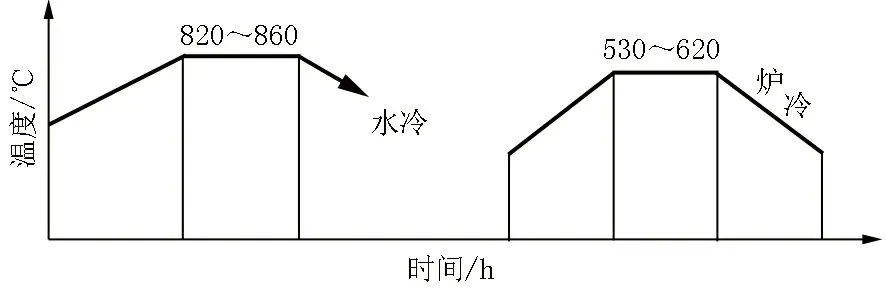
图5 性能热处理工艺Figure 5 The performance heat treatment craft of the rotor

取样位置Rp0.02/MPaRm/MPaA5(%)Z(%)AKV/J轴身W-W76076088088520217477--V-V7657657607658558558558502222232165636862145138139158U-U7407457407458408458508452223242566676670143165160148中心Y17658852269.5208,216,200188,194,204Y28159102065132,128,142123,124,132
注:取样位置见图3。
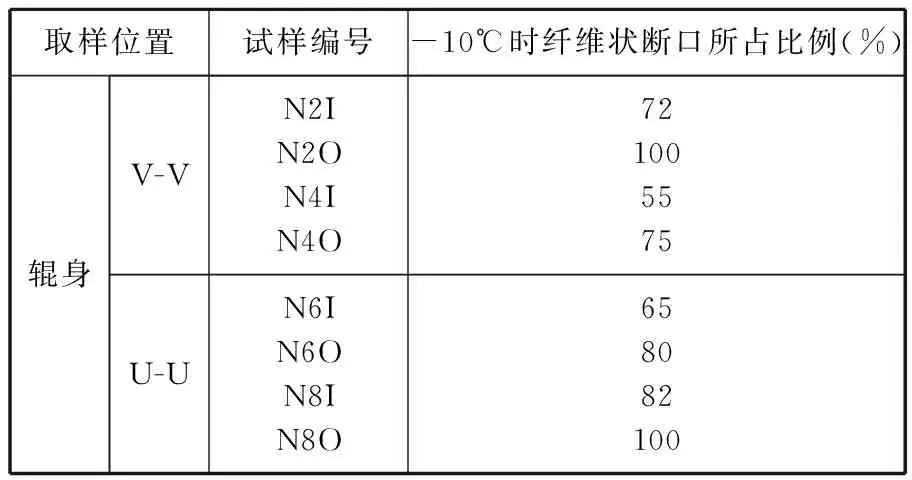
表5 FATT检验结果Table 5 The check results of FATT
注:取样位置见图3。

表6 夹杂物检验结果Table 6 The check results of inclusions
5 结论
(1)对于空冷发电机转子这类质量要求高的细长轴类锻件,除了采用足够的锻比达到锻透锻实的目的并保证足够的水冒口切除量以外,还得考虑所用钢锭的高径比。尽量选用短粗锭生产,避免因冶炼时夹杂物上浮不充分而进入锻件本体。
(2)从力学性能检验结果可以看出,锻后热处理工艺采取两次高温加一次回火,可以确保晶粒度的一次性合格。性能热处理时采取大水量喷水、正确的回火温度及回火冷却速度,使组织得到充分转变(包括转子心部组织),尽量减少了残余奥氏体含量,确保了各项性能指标一次性合格。
猜你喜欢
一重技术(2021年5期)2022-01-18 05:42:04
中成药(2019年12期)2020-01-04 02:02:26
设备管理与维修(2016年7期)2016-04-23 06:51:56
凿岩机械气动工具(2016年3期)2016-03-01 04:00:24
大型铸锻件(2015年4期)2016-01-12 06:35:33
大型铸锻件(2015年4期)2016-01-12 06:35:10
大型铸锻件(2015年1期)2016-01-12 06:33:37
大型铸锻件(2015年1期)2016-01-12 06:33:08
大型铸锻件(2015年1期)2016-01-12 06:32:49
大型铸锻件(2015年5期)2015-12-16 11:43:22