FM法拔长工艺中合理砧宽比和变形量研究
2010-09-26 02:01:48张景利王少鹏马庆贤
大型铸锻件 2010年2期
张景利 王少鹏 马庆贤
(1. 中国第一重型机械集团公司,黑龙江161042;2. 清华大学机械工程系先进成形制造教育部重点实验室,北京100084)
FM法(Free from Mannesmann Effect)即中心无拉应力锻造法,具有变形压下量小、变形范围区较大的优点,因而在锻造拔长工艺中被广泛使用。特别是在钢锭高径比较小的短粗钢锭中,直接依靠拔长“锻透”的作用,能够起到减少前一工序镦粗压下量,甚至取消镦粗的作用。其不足之处是采用FM法拔长时锻件外形产生翘曲,如果材料塑性较差,单砧变形压下量较大时锻件表面容易产生裂纹,直接影响了锻件质量。
因此,如果能够充分利用FM法拔长工艺的特点,确定合理的砧宽比和压下量的范围以及合理的布砧方式,既能避免锻件表面出现裂纹,又能保证整个锻件“锻透”,这对于保证锻件产品质量、缩短工艺流程具有重要的作用[1]。
为此,将采用模拟技术研究FM法拔长工艺,以期得到较为合理的砧宽比和压下量等工艺参数,为制定锻造工艺提供依据。
1 实验条件
塑泥和铅是两种常用于模拟热锻成形的材料,可以在常温条件下模拟钢在高温时的塑性变形。模拟试件和砧子尺寸按照实际生产情况成比例缩小。制做好的塑泥和铅试件,按照不同的砧宽比(如图1中所示砧宽W和料高H之比)和不同的压下率(ε=(H0-H1)/H0×100%)模拟锻造成形。实验采用砧宽比W/H分别为0.45、0.60、0.75和0.9,分别按照压下率8%、14%和20%进行单砧合模拟工艺变形,剖分面上网格尺寸为3 mm×3 mm。观察试件表面情况,根据变形后网格变化情况计算剖分面上的塑性变形分布规律。
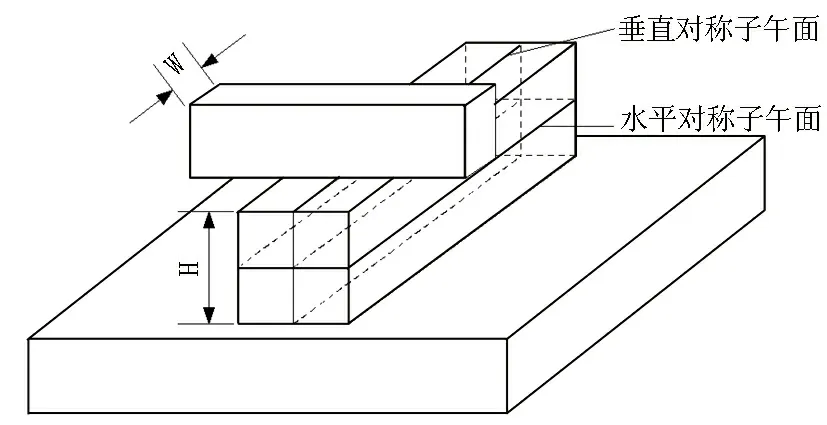
图1 FM锻造法示意图Figure 1 The sketch for FM method
2 FM法单砧拔长变形分析
实验中发现,砧宽比W/H为0.75和0.9,压下率为14%和20%时,塑泥试件与上砧接触面外缘表面产生了明显的裂纹,并且裂纹随着压下率的增加而增大,如图2所示。
当砧宽比为0.6时,即使压下量达到20%,试件表面上也没有裂纹出现。对比工厂实际情况可知,裂纹产生方式、相对大小及位置与之非常相似。而采用铅试件进行相同实验时,由于铅试件材料塑性较好,在试件表面没有观察到裂纹产生。
对比各种成形参数可知,试件表面产生裂纹的原因是由于试件与上砧接触外缘处发生了较大的变形,形成较大的拉应力所致。随着砧宽比和压下率增大,塑泥试件表面裂纹产生愈加明显。这与FM法拔长时,锻件发生翘曲现象受力状况相一致。由此可以断定,砧宽比和变形压下量的大小直接影响着锻件表面裂纹产生情况。
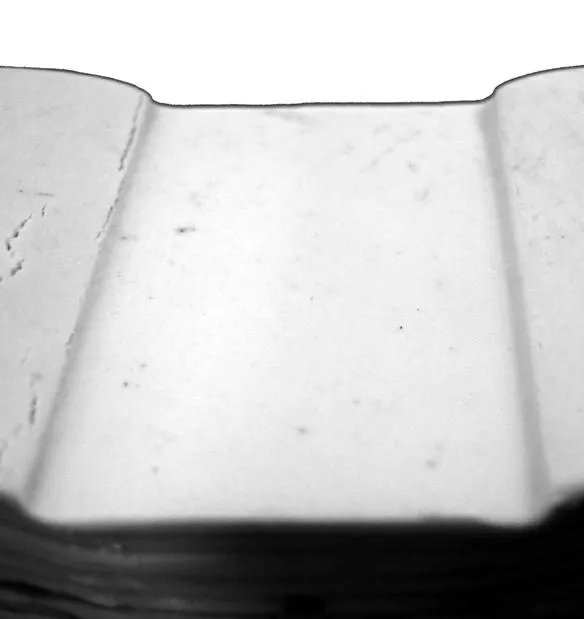

(a)压下率14%(b)压下率20%图2 塑泥试件表面的裂纹Figure 2 The surface crack in test piece of plastic clay
采用50 mm×50 mm×120 mm的铅试件进行实验,用宽30 mm(砧宽比为0.6)的钢材料砧子,分别按照压下率14%和20%进行变形。变形后试件心部截面上的网格变化情况如图3所示,计算得到变形前试件截面上等效应变分布如图4所示。
由图3和图4可知,由于不对称的上下砧型,锻压坯料内部变形不对称。砧子下面存在着明显的刚性区,且刚性区随着砧宽增加而增大,大变形区呈V状分布,等效应变最大处出现在锻件心部偏上部位。当砧宽比相同时,试件变形位置随压下率增大而向下半部延伸。当压下率为8%时,试件心部变形不明显。当压下率达到14%时,变形区逐步向心部深入。而当试件的压下率相同时(14%和20%),随着砧宽比的增大,变形区逐步在心部扩大,变形不均匀程度降低。当砧宽比一定时,随着压下量的增大,砧下刚性区改善并不明显,刚性区没有缩小。而V状大变形区随着压下量增大而展宽,变形区和等效应变增大。
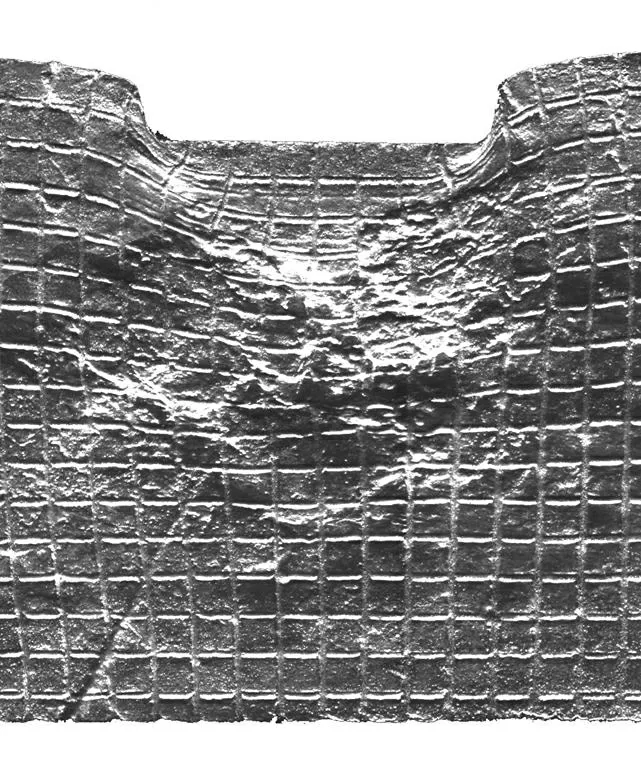
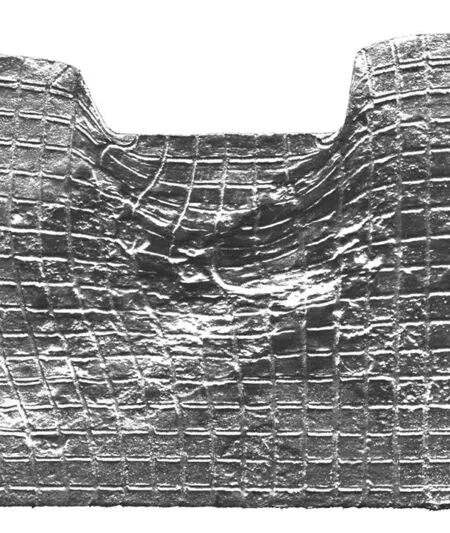
(a)压下率14%(b)压下率20%图3 砧宽比0.6时铅试件心部网格变形情况Figure 3 The center gridding distortion of lead test piece with the width ratio of anvil about 0.6
由此可知,砧宽比和压下率大时有利于扩大变形区,但容易使锻件表面产生裂纹。前期研究已知,砧宽比在0.6左右时FM法压下率达到14%后已能保证空洞压实。因此,在制定工艺时,应综合考虑砧宽比和压下率范围。对于塑性较差的材料,如钢锭直接拔长,容易产生裂纹的材料316LN等,建议砧宽比选择在0.6左右,压下率在14%至20%之间。
3 FM法连砧拔长变形效果
锻件成形需要将单砧变形进行合理的组合才能保证质量。单砧变形效果能否有效组合并发挥作用是确定其工艺参数合理与否的重要依据。为此制定了模拟锻造工艺以研究其综合效果。模拟工艺翻转90°-180°-270°错半砧连砧拔长。首先对试件上表面压第一趟次,单面压下率为14%,满砧进给。之后将试件翻转90°,压第二趟次,同样,单面压下率为14%,满砧进给。之后将试件再翻转90°,单面压下率为14%,与第一趟次错半砧,满砧进给。最后再翻转90°,单面压下率14%,与第二趟次错半砧,满砧进给。变形后试件心部对称面上的网格变形情况如图5所示,计算得到等效应变分布如图6所示。
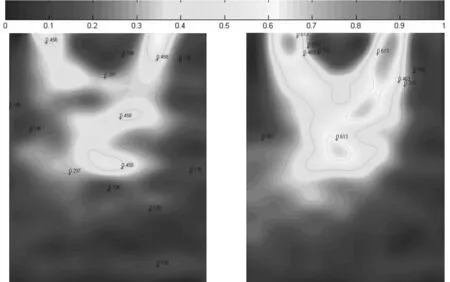
(a)压下率14% (b)压下率20%图4 砧宽比0.6时试件心部等效应变分布图Figure 4 The sketch for the center equivalent strain distribution of test piece with the width ratio of anvil about 0.6


(a)垂直对称子午面上半面(b)水平对称子午面图5 FM法连砧拔长压两面后试件心部变形图Figure 5 The sketch for the center deformation of test piece after stretched and pressed two side with FM method

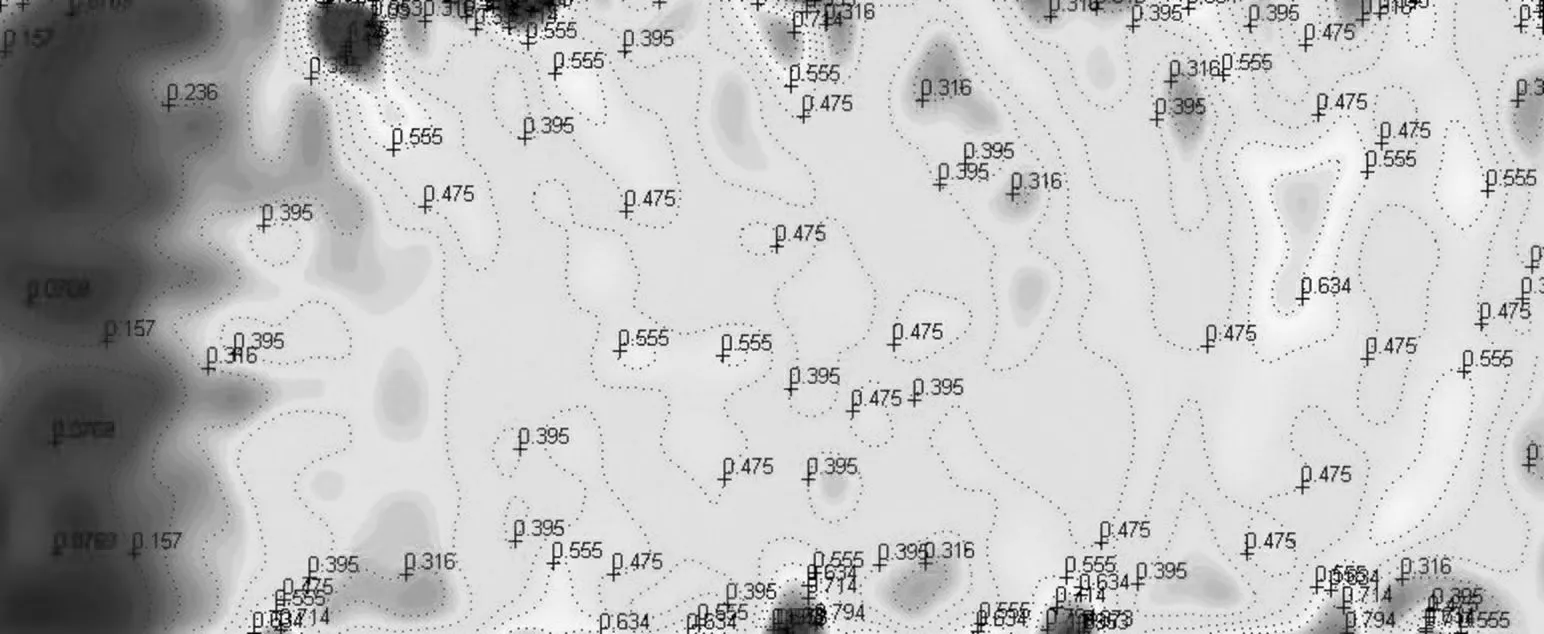
(a)垂直对称子午面上半面(b)水平对称子午面图6 FM法连砧拔长压两面后试件心部等效应变分布图Figure 6 The sketch for the center equivalent strain distribution of test piece after stretched and pressed two side with FM method
由图6可以看出,采用FM法拔长时,经过翻转90°-180°-270°错半砧连砧拔长的试件,心部变形量能够达到较大,且变形分布较为均匀。由于错半砧的作用,使得第三趟次的大变形区发生在第一趟次的小变形区,第四趟次的大变形发生在第二趟次的小变形区。相差180°的两个趟次之间错半砧,刚好可以消除彼此间的小变形区。因此,锻件变形区分布均匀,并能有效覆盖整个工件。
综合塑泥和铅试件实验结果可知,FM法拔长工艺具有压下量小,而锻件心部变形量大的特点,并通过后续FM法拔长能够保证锻件“锻透”,适合于减少拔长前镦粗工序的变形量,甚至取消镦粗的工艺。
根据上述结果,在生产某重要锻件时,取消了第一火镦粗工艺,采用FM法直接拔长,产品性能达到了预期效果。而由于冶炼工艺的改进,越来越多地采用短粗钢锭以减少铸造偏析程度,FM法拔长工艺对于取消第一次镦粗工序的经济效益非常明显。
4 结论
(1)为避免锻件表面产生裂纹,建议使用FM法拔长工艺时砧宽比选择在0.6左右,压下率在14%至20%之间。
(2)FM法拔长具有压下量小,锻件心部变形量大的特点。通过合理布砧,能够保证锻件得到足够的塑性变形量,有利于减小拔长前镦粗压下量,甚至能够取消镦粗工序。
[1] 王少鹏.百万千瓦核电低压转子FM法锻造工艺模拟.清华大学硕士学位论文,2009,12.
[2] 李尚建,等.金属塑性成形过程模拟.北京:机械工业出版社,1999.
[3] 中国机械工程学会锻压学会.锻压手册.北京:机械工业出版社,2002.
猜你喜欢
钛工业进展(2022年4期)2022-09-15 12:29:58
矿冶工程(2022年1期)2022-03-19 07:07:02
一重技术(2021年5期)2022-01-18 05:42:04
工程科学学报(2020年5期)2020-06-05 00:40:54
山东工业技术(2019年1期)2019-02-08 13:02:24
大型铸锻件(2015年1期)2016-01-12 06:33:37
大型铸锻件(2015年1期)2016-01-12 06:32:49
大型铸锻件(2015年5期)2015-12-16 11:43:22
冶金与材料(2015年5期)2015-08-20 02:14:18
上海金属(2014年5期)2014-12-20 07:58:44