
数控曲面切割路径生成算法研究
2010-08-23 04:47刘恒
制造业自动化 2010年12期
刘 恒
LIU Heng
(柳州职业技术学院,柳州 545006)
0 引言
在机械加工领域中,对复杂曲面的自由加工是一个非常常见且重要的工作。目前常见的CAD加工过程,基本都是将复杂曲面进行细化,用B-spline曲面或NURBS曲面进行近似等价。然而在这种等价过程中,由于现实曲面的复杂性,难以选取到非常合适的参数化曲面进行近似等价。尤其是对于一些非常复杂的加工模型,其本身的曲面构造过程就存在一定的间隙或者连通缝隙。如果通过调整加工刀头进行加工修正,则又无法保证加工效率和加工产品质量的一致性。由于CAD所生成的数控数据则通常会影响产品的质量,所以本文选择曲面切割模型来解决上述问题。
曲面切割的基本原理是通过反复划分原始多体面(如三角网格)来生成一个平滑的曲面。曲面切割的优点之一是它仅用单个曲面片就能够表示复杂的形状,因此对于复杂的形状,曲面切割基本上不需要多曲面片进行构造或者进行微调。除此之外,曲面切割还具有一定的连续性,如在曲面的任何位置几乎都存在曲面的连续性。但是在CAD/CAM中,曲面切割的应用却不这么广泛,为此,本文针对曲面切割设计一种有效的数控路径生成算法,该算法应该具备较高的自动性和快速性。本文曲面切割以Loop曲面为研究对象,它的域是三角网格。切割路径的基本思想生成分两个步骤:曲面粗切割阶段和曲面精密切割阶段。首先生成粗筛网进行粗切割,然后,再生成精密覆盖网进行精细切割。最后进行干扰检测和误差修改加工,以使加工的产品质量符合加工要求。
1 复杂切割曲面分析
1.1 Loop曲面切割
Loop根据Box-spline与平行四边形网格的递推关系,提出了建立在三向Box-spline的基础上的曲面切割方案,该方案所划分的曲面除非规则点外是C2连续的,非规则点是指那些邻接顶点数量不是六的顶点,邻接顶点达到六个称为正规顶点。通过下面两个步骤,Loop方案可以应用于任意三角网格:
1)三角形的每个边划分成两个边;
2)三角形的每个角划分成四个角。
通过上述两个步骤,旧点(也称为偶点)被移到新的位置,而新点则被嵌入三角网的边中,这些新点称为奇点,奇点和偶点的位置可通过Loop曲面切割规则计算获得。对于网内的奇偶点(内顶点)和边界的奇偶点,共有四种规则。通过无限划分原始三角网(控制网或者控制多边形),聚合成平滑曲面(极限曲面)。在此过程中,控制网的顶点接近其在极限曲面上的位置,而其在极限曲面上的位置通过简单的计算就可以得到,而不需要使用类似划分规则的方程式进行计算。除此之外,点极限位置处极限曲面的切向矢量和法向矢量也可以通过计算得到。
1.2 Z-map模型
Z-map模型是离散非参数曲面的一种特殊表示形式,该模型栅格点的高度存储在一个二维矩阵中,就如图1所示。Z-map模型广泛地应用于数控切割路径生成应用中,栅格点坐标的表示方法如下所示:
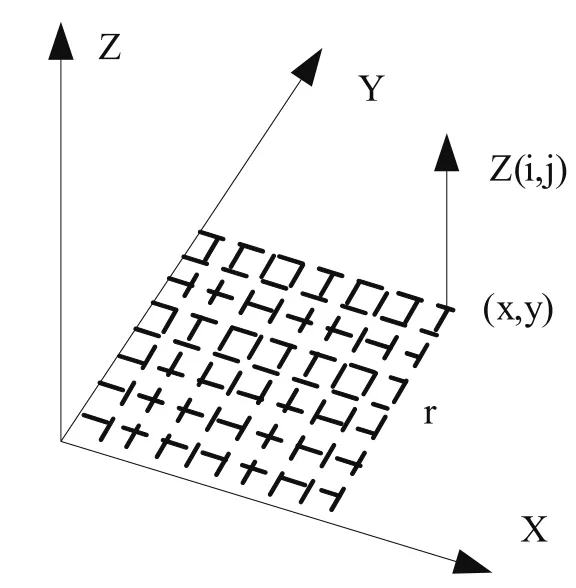
图1 Z-map模型中栅格点表示形式

首先将曲面切割转换成Z-map模型,其目的是生成数控切割路径。在Z-map模型取样过程中,将经过栅格点且于z轴平行的直线与曲面相交获得栅格点的z值,然后沿着平行于x(或y)轴的栅格线以便切刀与Z-map曲面接触,这样就生成了切割曲线。
2 粗切割路径的生成
为了消除大量的噪声,可以用平头铣刀层层切割工件,这称作截面切削,这在之前的研究中已有所采用。截面切削沿着粗曲面进行,切割层的厚度由所选工具的参数决定。粗切割曲面应使用一定数量的缝隙(切割容差)将曲面切割封闭,而且也应尽可能简单以便实现快速计算,一种直接的方法就是使用粗筛网作为粗切割曲面,但粗筛网通常不能满足非过切条件,因此需要将粗筛网转换成能够近似满足非过切条件的网,将其称为覆盖网。
2.1 覆盖网生成
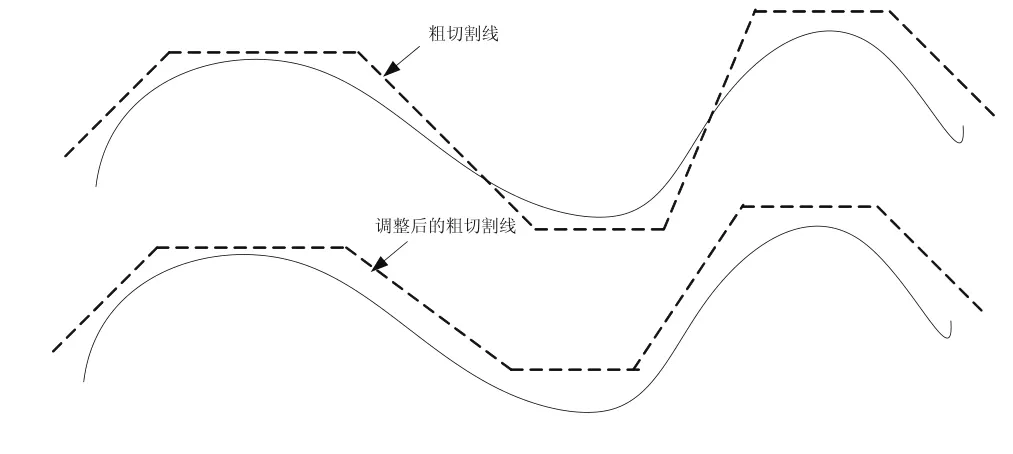
图2 二维情况下粗筛网生成覆盖网示意图
图2是说明了二维情况下粗筛网生成覆盖网的基本原理。首先将位于曲面下的顶点移动到曲面之上(如图2下半部分),其目的是解决过切问题。由于存在切割容差(cutting-allowance),曲面下顶点的新位置偏移了其极限位置。通过这种方法,就可以生成位于曲面之上的覆盖网。
但在三维情况下,覆盖网的生成过程就不是如此之简单,尽管所有的顶点都位于曲面之上,但极限曲面的部分区域可能还会出现在网格上,曲面的网上部分可以通过确认控制网的凸出部分得以实现。为了解决这个问题,本文使用参数化方法计算极限曲面上的点,就和普通的参数化曲面一样:首先计算图3中两个三角面间边上的点,然后判断采样点是否位于两个邻接三角形的下面,当部分点位于邻接三角形之上时,找到其中的最高点,并计算到被计算边的距离顶点的新位置通过方程1得到:


图3 三维情况下粗筛网生成覆盖网示意图
δ是切割容差,N是顶点的方差。由于无法计算边界曲线上的点,因此插入δ因子。尽管此方法对覆盖网并不精确,但它依旧是一种可用的实现粗切割的方法。当然,也可以在曲面切割和覆盖网之间使用交点检查。
2.2 粗切割曲面的Z-map模型及参数计算
通过Z-map取样为覆盖网生成一个Z-map模型,以作为粗切割曲面。在Z-map模型中,将粗切割曲面的栅格周期设置成切割容差ν的一半,这可以由使用者指定:

式中R是切割工具的半径。
粗切割的最后一个步骤是计算每个薄片的CL(切割位置)数据,用于加工控制器输出。生成覆盖网的Z-map模型之后,垂直于z轴进行层层切割。对x(或y)为常数的栅格线,取样Z-map模型来定义折线,找到切面和折线之间的相交点,所有这些交点就是CC(切割触点),然后通过R偏移计算CL点,最后将CL点连接起来,就计算出了数控切割路径。对所有的栅格线和所有的切平面重复上述过程,以生成所有的粗切割数控切割路径。
3 精细切割路径生成及干扰去除
对于精密切割,首先曲面划分控制网以最大程度地逼近极限曲面。划分次数由给定的容差确定,该容差将在后面描述,然后计算精密切割的CL数据,偏移CC数据,连接CL数据,最后生成CL路径。
3.1 Z-map模型的精密切割的划分数量及切割方法
为了确定划分数量,将当前曲面划分网的顶点到极限位置的距离 和期望容差 进行比较,曲面切割直至满足下述条件:



τ是曲面折线段的方差,ρ是近似曲率半径。
Z-map栅格周期由切割容差最小值和步长周期中的最小值决定:

γ是精密切割中Z-map模型的栅格周期,ν是精密切割的切割容差,λmin是步长。在本文的具体实现中,将γ设置为x轴和y轴方向的栅格周期。
3.2 精密切割的CL数据计算
在通过Z-map取样确定CC点之后,与该CC点相应的CL点可以通过方程式5.4计算得到:

其中rCL是CL点的位置,rCC是CC点的位置, R是球头铣刀的半径,NCC是外向标准矢量/法向矢量,a是工具轴向的单位矢量,也即三轴向加工的(0,0,1)。为了计算NCC的数值,首先确定三角形三个顶点的标准矢量,然后NCC就可以被三角形三个顶点的标准矢量通过交叉点的重心坐标确定。
3.3 切割过程中的干扰检测和修正
选择一组合适切割工具的时候,那些不能被所选工具中任何一个切刀加工的区域必须作为干扰区域检测出来,本文在不进行过切割的情况下研究这些干扰区。干扰区可能会由于切刀尺寸过大而出现,特别是凹陷区。
为了检测到未切割区域,需要计算每个CC点的曲率,顶点的曲率半径能够通过G进行计算。如果CC点位于三角网的角的内部,首先计算曲面切割三角顶点的曲率半径,然后三角内CC点曲率半径可以依据重心坐标确定。首先比较切割触点处和工具库中工具的曲率半径,然后选择那些工具半径小于所有切割触点处曲率半径的工具,满足工具只接触到目标曲面。如果工具库中没有满足上述条件的工具,将其看作是清除路径生成问题。
4 实验测试

表1 粗切割参数

表2 精密切割参数
本文使用软件开发平台是WindowsXP操作系统和Vusual C++ 6.0,计算机配置为Intel 双核2.2GHz,内存为2GB。在测试中,假设曲面切割的最终容差是0.01mm。在粗切割中,使用M1网(划分一次)生成覆盖网,相关参数在表1中。在实现中,粗切割产生12个切割薄片,精切割使用M3网(划分三次)。使用上述数控数据,本文进行了一次加工实验,加工结果表明本文设计的粗加工和精细加工过程能够得到比较精细的加工效果,即使是对一些自然景物等复杂造型也能较高质量地完成加工效果。
5 结束语
本文引入了包含粗切割和精密切割在内的路径规划算法,对Loop曲面切割的三轴数控切割路径生成使用Z-map模型。在粗切割中,本文提出一种覆盖网的生成方法,覆盖网在一定容差允许范围内封闭了最终曲面。在精密切割过程中,使用一种更平滑的曲面生成精密切割路径。在这两个过程中,依据工具参数和切割容差决定Z-map栅格周期。另外本文还针对切割路径提出一种检测和修正方法,这主要是为了克服本地干扰(过切割和未切割)。最后的实验结果表明本文提出的算法和方法是有效的,这些方法也可以应用于除了Loop曲面切割之外的其它曲面切割。
[1]白杰,赵罡,姚福生.Loop细分曲面的加工等距面生成及误差控制算法[J].工程图学学报,2009,30(4):86-94.
[2]陈飒,施展.板金加工数控切割路径的优化计算[J].上海理工大学学报,2003,25(4):376-378.
[3]杜慧滨,于冬.自动切管机切割路径的运动学分析[J].组合机床与自动化加工技术,2004,12:42-44.
[4]刘会霞,王霄,蔡兰.钣金件数控激光切割割嘴路径的优化[J].计算机辅助设计与图形学学报,2004,16(5):660-665.
[5]朱灯林,陈俊伟,俞洁,董世昌.基于零件形心的数控火焰切割路径的规划[J].机械设计与制造,2006,(9):88-90.
[6]茅裕芳,尹磊.浅谈数控火焰切割钢板零件的尺寸保证[J].金属加工:热加工,2008,(8):59-60.
[7]杨旭静,胡仲勋,钟志华.面向刀具路径生成的NURBS曲线拟合算法研究[J].中国机械工程,2009,(8):984-987,1007.
[8]杨东,李玉庆,张峰.基于UG软件的芯盒内表面抛光路径生成方法[J].金属加工:冷加工,2008,(15):65-67.
[9]王军,谭景春,孙军,冯嵩,赵小庆,面向STEP-NC的铣削知识库建立及其刀轨规划方法[J].沈阳建筑大学学报:自然科学版,2008,24(2):301-305.
[10]梁伟文.Loop细分曲面的数控粗加工刀具路径生成方法[J].深圳职业技术学院学报,2007,6,(3):3-6.
[11]李建克,田锡天,杜娟,张振明.基于STEP-NC的自由曲面刀具路径生成术的研究[J].制造业自动化2006,28,(4):32-35.
[12]刘伟中,宋根旺.Loop细分曲面上的交互切分算法[J].河北理工学院学报,2002,24,(2):42-45.
猜你喜欢
橡塑技术与装备(2022年6期)2022-06-02
中等数学(2021年9期)2021-11-22
中等数学(2021年8期)2021-11-22
科技创新与应用(2021年31期)2021-11-09
中北大学学报(自然科学版)(2020年4期)2020-07-13
世界有色金属(2018年17期)2018-11-20
弹箭与制导学报(2015年1期)2015-03-11
中国水利(2015年6期)2015-02-28
城市建设理论研究(2014年25期)2014-09-24
雷达学报(2014年4期)2014-04-23
