
TA15钛合金电子束焊接接头不同区域的疲劳裂纹扩展行为研究
2010-06-06 07:46李行志胡树兵肖建中王亚军李清华籍龙波
航空材料学报 2010年1期
李行志, 胡树兵, 肖建中, 王亚军, 李清华, 籍龙波
(1.华中科技大学材料成形与模具技术国家重点实验室,武汉 430074;2.北京航空材料研究院,北京 100095)
TA15钛合金电子束焊接接头不同区域的疲劳裂纹扩展行为研究
李行志1, 胡树兵1, 肖建中1, 王亚军2, 李清华1, 籍龙波1
(1.华中科技大学材料成形与模具技术国家重点实验室,武汉 430074;2.北京航空材料研究院,北京 100095)
对TA15电子束焊接接头的熔凝区和热影响区的显微组织、硬度、疲劳裂纹扩展速率、以及疲劳断口形貌进行了研究。结果表明:熔凝区的显微组织主要为粗针状 α′马氏体组织,热影响区组织为 α′马氏体组织 +条片状的α相和β相,由接近熔凝区组织向母材组织过渡。母材的硬度较低,熔凝区平均硬度最高,热影响区的硬度介于两者之间。疲劳裂纹扩展速率高低与其显微组织密切相关,含塑性较好的片状 α相较多的热影响区比熔凝区有较高的裂纹扩展抗力。
TA15钛合金;电子束焊接;显微组织;疲劳裂纹扩展
钛合金以其低密度、高的比强度、耐腐蚀性以及可焊接性等优异的性能在航空航天、生物医学、船舶制造等领域得到了广泛的应用[1~3]。TA15是一种高铝含量的近 α型钛合金,具有良好的综合力学性能、热稳定性能以及焊接和加工性能,在航空航天结构件中有大量应用。电子束焊接具有能量密度大、热输入小、焊接速度快,变形小等优点,特别是具有较大的焊缝深宽比,非常适合于厚板钛合金的焊接加工。因此,在对钛合金的焊接质量要求较高的航空航天等工业中,电子束焊接已成为一种非常重要的手段。有关钛合金焊接接头的疲劳寿命和疲劳强度的特性已有所研究[4,5],但关于电子束焊接接头不同区域的疲劳裂纹扩展速率及扩展特点的研究尚不多见[6]。本研究从组织、显微硬度以及断口形貌等方面对 TA 15钛合金电子束焊接接头的两个重要的区域:熔凝区和热影响区的疲劳裂纹扩展速率进行了比较和分析讨论。
1 实验方法
实验采用 TA 15钛合金锻制厚板,厚度为45mm,其主要成分如表 1所示。利用电子束沿垂直于锻造方向进行焊接,接头形式为对接拼焊。焊接加速电压 150kV,聚焦电流 2174mA,电子束流92mA,焊接速度为 300mm/min。焊后进行真空650℃,4h的去应力退火处理,消除焊接过程产生的残余应力。

表1 TA15钛合金化学成分(质量分数/%)Table 1 The composition of TA 15 titanium alloy(mass fraction/%)
沿垂直于焊接方向截取疲劳试样板材,然后去除焊缝的头部和尾部,取其中间部位作为疲劳试样,试样规格如图 1所示。将疲劳试验打磨抛光,用腐蚀剂 (HF∶HNO3∶H2O=1∶3∶7)腐蚀焊接接头部位,利用线切割加工分别在熔凝区(FZ)和热影响区(HAZ)开 0.5mm深的缺口。疲劳试验在 Shimadzu EA-10试验机上进行,利用放大倍数为 60倍的数字显微镜测量疲劳裂纹长度。试样夹持时保证预开缺口处于试样自由部分的中央。疲劳试验条件为室温空气状态,施加最大应力为 380MPa,采用载荷控制的正弦波,应力比 0.1,频率为 5Hz。
显微硬度在 DHV-1000显微硬度仪上测定,采用Olympus金相显微镜进行组织观察,在 Sirion 200型场发射扫描电子显微镜(FSEM)下观察疲劳试样断口。

图1 疲劳试样尺寸示意图(mm)Fig.1 Schematic illustration of the fatigue specimens(mm)
2 实验结果与讨论
2.1 焊接接头显微组织及硬度
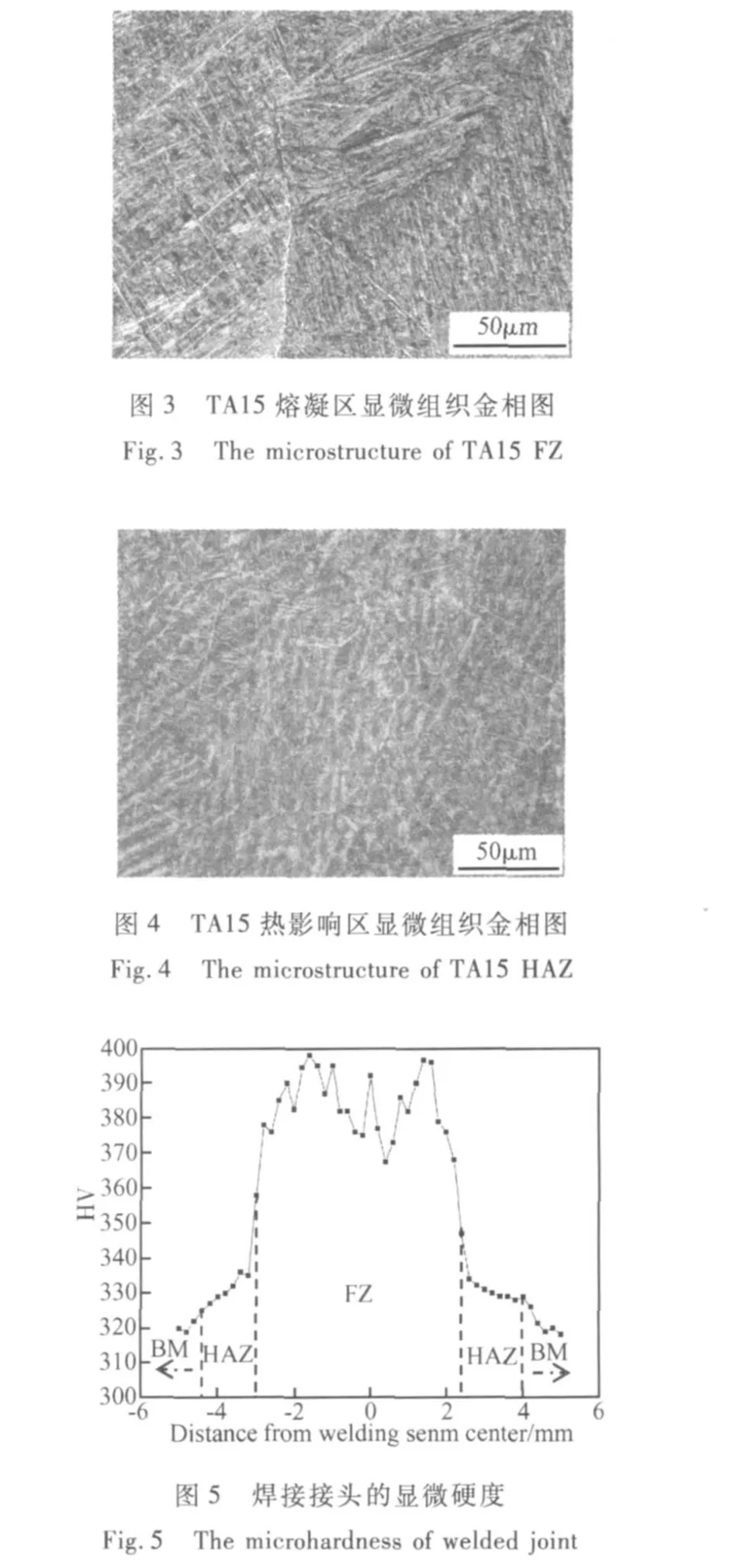
TA15电子束焊接后,经真空退火后的金相组织分别如下图 2~4所示。其中母材(BM)的组织为大量长条片状的 α相和少量的 β相。在焊接接头的熔凝区(FZ),由于电子束的高能量密度,总的热输入较小,冷却速率较快,熔凝区的温度超过钛合金的熔化温度,凝固后形成晶粒非常粗大的 β柱状晶粒;因冷却速率较快,在 β相转变温度以下,在 β柱状晶粒内部转变为粗大的针状α'钛马氏体相。热影响区的温度介于熔化温度和 β相转变温度之间,由于存在温度梯度,从而该区域在冷却过程中形成了梯度式过渡组织。接近熔凝区地方,热影响区组织中含有更多的α'马氏体相;靠近母材的地方,含有较多的条片状 α相,其晶粒粗大程度也介于焊缝熔凝区和母材之间。但相比其他普通的焊接方式,电子束焊接的热影响区更为狭窄[7]。
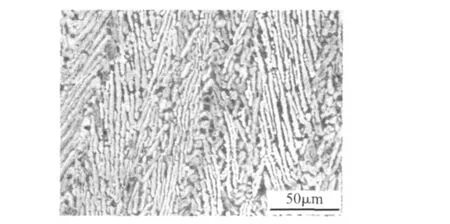
图2 TA 15母材显微组织金相图Fig.2 Them icrostructure of TA 15 BM
沿垂直于焊缝方向测得的典型焊接接头的显微硬度分布曲线如图 5所示。图中测试结果表明焊缝、热影响区和母材的显微硬度由高到低。熔凝区的平均硬度最高,而母材的平均硬度最低。主要是因为焊缝中为 α′马氏体相,比母材中条片状的 α相有更高的硬度。研究表明[8],有较高硬度的焊缝区,其强度也较高,但塑性低于母材。而母材的强度虽然稍低,但有较好的塑性。热影响区的强度和塑性介于焊缝和母材之间。这与各区域的组织及其相的组成密切相关。
2.2 焊接接头不同区域的疲劳扩展速率
疲劳试样分别开缺口于热影响区和熔凝区中央,标记为 A和 B。疲劳扩展速率 da/dN与应力强度因子幅 ΔΚ的关系曲线见图 6,在图中两种标记分别表示为两种试样 A和 B的 da/dN-ΔK曲线。从图 6中可以看出,在裂纹扩展的初始阶段,A和 B扩展速率均较小,为 10-9级别。但在一个极小的ΔK变化范围内,疲劳裂纹扩展速率迅速加快。在此初始阶段,A和 B的裂纹扩展速率差别不大,B试样的扩展速率略大于 A。进入较快的中速扩展阶段,裂纹扩展速率增大为 10-8以上。在此阶段,B试样的曲线位于 A试样的上方,表明其裂纹扩展速率更大。这个阶段占据裂纹整个扩展过程的比重很大。当裂纹扩展速率达到 10-6级时,裂纹长度增大较快,达到失稳扩展的临界长度以上,试样因裂纹失稳扩展而迅速断裂。从两者的 da/dN-ΔK曲线上可以清楚看到,若在同样的应力强度因子幅 ΔK下,A相对 B有更低的裂纹扩展速率。这表明本研究中对于 TA15的电子束焊接接头来说,其热影响区比熔凝区有更好的抵抗裂纹扩展的能力。这与热影响区的组织含有较多塑性较高的条片状的 α相,而熔凝区为塑性较低的粗针状 α′马氏体相有关。
2.3 疲劳断口形貌分析
对 A和 B试样的疲劳断口在场发射扫描电镜(SEM)下观察。疲劳裂纹均由预开缺口根部萌发和扩展,可能存在多个疲劳裂纹的萌生点。在萌生点附近可以清楚的看到放射的河流状花样,如图7a,b所示。在疲劳裂纹扩展的初期阶段,在 A和 B试样的疲劳断口上可见的疲劳条带间距均很小,两者差别不大,如图 8a,b所示。这表明在此时较低的应力强度因子幅 ΔK下,裂纹扩展速率较小,对应于图 6曲线的左端。图 8b,图 9b中均可以见到较多二次裂纹的产生,二次裂纹的形成和扩展消耗了更多能量,能降低疲劳裂纹扩展速率。在图 8a中,裂纹的扩展方向与疲劳载荷的方向成一定的夹角,导致有效的疲劳应力减小,因此,也降低了裂纹的扩展速率。随着循环次数的增加,裂纹长度增大,应力强度因子幅 ΔK升高,疲劳裂纹扩展速率也随之增大,进入快速扩展阶段。如图 9中的疲劳
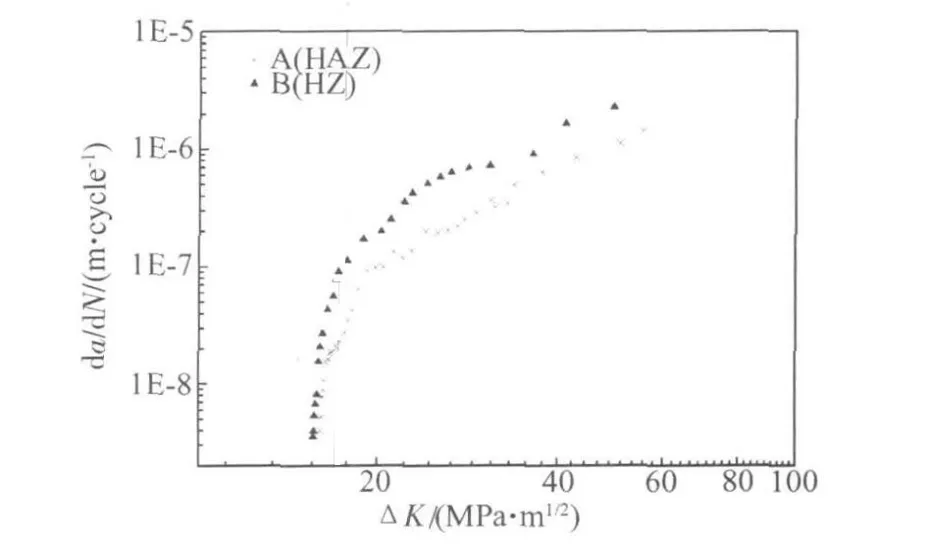
图6 焊接接头不同区域的 da/dN-ΔK曲线图(A:热影响区;B:熔凝区)Fig.6 The da/dN-ΔK graph of different zones in welded joint(A:HAZ;B:HZ)
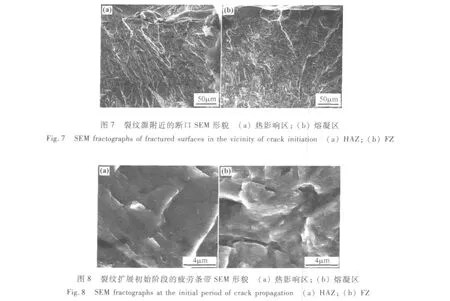
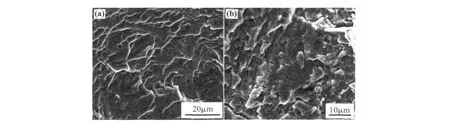
图9 裂纹快速扩展阶段的疲劳条带SEM形貌 (a)(a)热影响区;(b)熔凝区Fig.9 SEM fractographs at the period of rapid crack propagation (a)HAZ;(b)FZ
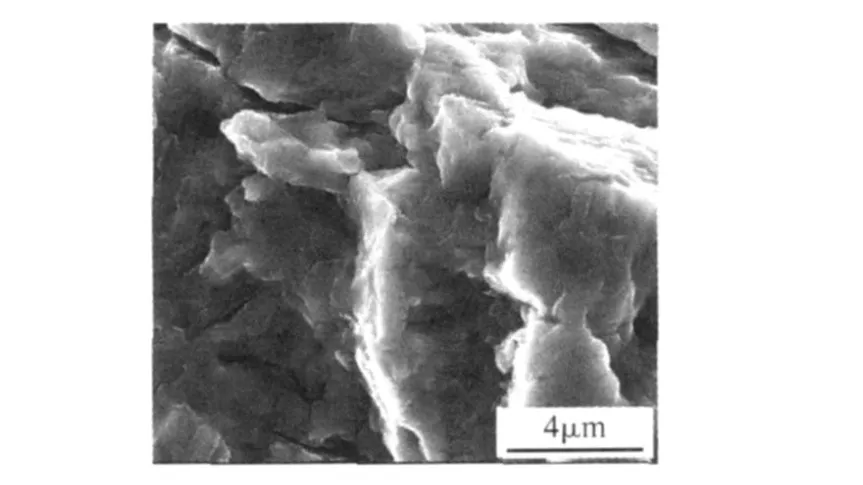
图10 熔凝区疲劳裂纹扩展中产生较大台阶花样的SEM图Fig.10 The step design created in the FZ crack propagation by SEM
条带间距相比图 8中的明显加大,间距越大,表明裂纹扩展速率也大。图 9a中的疲劳条带间距明显小于图 9b的,说明 A试样较 B试样有更小的裂纹扩展速率,即热影响区相比熔凝区有更高的疲劳裂纹扩展阻力。因此,对应于图 6曲线的中部,A的数据点多位于 B的下部。疲劳扩展速率的大小与其内部组织是密切相关的,图 3中可以看到初始凝固形成的粗大的 β柱状晶边界以及在其内部的粗针状 α′马氏体,而热影响区为条片状 α相和少量的β相,以及针状 α′马氏体的混合组织,晶粒较焊缝的更为细小。这种塑性相对较好的片状 α相有更高的抵抗疲劳裂纹扩展的能力,裂纹向前扩展时受到 α片层更大的阻碍,裂纹扩展路径较曲折而且产生较多的二次裂纹使得裂纹扩展速率较低。文献[6]研究也表明:相对于焊缝而言,热影响区在裂纹扩展过程中存在较多的二次裂纹。晶粒间的取向不同将导致裂纹走向在扩展过程中产生更多的偏转,降低扩展速率。如图 8a中 A试样裂纹扩展方向与疲劳载荷的方向若记为正向夹角,则在图 9a中两者之间为反向夹角。表明热影响区中裂纹扩展方向的偏转更大,更加多变。熔凝区的粗大的晶粒导致疲劳裂纹在不同平面间的扩展过程中产生较大的疲劳台阶花样,如图 10所示。
3 结 论
(1)TA 15钛合金电子束焊接接头熔凝区组织为由粗大的β柱状晶转变的粗针状α'马氏体组织,母材为条片状的 α相和少量的 β相,热影响区组织为 α′马氏体组织 +条片状的 α相和 β相,由接近熔凝区组织向母材组织的过渡。
(2)焊接接头附近,母材的硬度较低,熔凝区平均硬度最高,热影响区的硬度介于两者之间。
(3)焊缝区的疲劳裂纹扩展速率高于热影响区,扩展速率高低与其显微组织密切相关,含塑性较好的条片状 α相较多的热影响区有较高的裂纹扩展抗力。
[1]MORAIS Liliane S,SERRA Glaucio G.Titanium alloy mini-imp lants fororthodontic anchorage:Immediate loadingandmetal ion release[J].Acta Biomaterialia,2007,3(3):331-339.
[2]张庆玲,王庆如,李兴无.航空用钛合金紧固件选材分析[J].材料工程,2007,(1):11-14.
[3]陈丽萍,娄贯涛.舰船用钛合金的应用及发展方向[J].舰船科学技术,2005,27(5):13-15.
[4]POLLAK Randall D,PALAZOTTO Anthony N.A comparison ofmaximum likelihoodmodels for fatigue strength characterization in materials exhibiting a fatigue lim it[J].Probabilistic Engineering Mechanics,2009,24(2):236-241.
[5]LIU LM,DU X,ZHU M L.Research on the microstructure and properties of weld repairs in TA 15 titanium alloy[J].Materials Science and Engineering(A),2007,445~446:691-696.
[6]刘昌奎,刘新灵.TA 15钛合金焊缝及热影响区疲劳裂纹扩展行为[J].失效分析与预防,2007,2(1):10-13.
[7]JINKEUN OH,NACK JKIM,SUNGHAK Lee.Correlation of fatigue properties and m icrostructure in investment cast Ti-6Al-4V welds[J].Materials Science and Engineering(A),2003,340(1~2):232-242.
[8]胡刚,李晋炜,付纲.热处理对TA15钛合金电子束焊接接头力学性能和微观组织的影响[J].航天制造技术,2005(4):1-4.
Study on Fatigue Crack Propagation in Different Zones of TA15 Electron Beam Welded Joint
LIXing-zhi1,HU Shu-bing1,XIAO Jian-zhong1,WANG Ya-jun2,LIQing-hua1,JILong-bo1
(1.State Key Laboratory of Material Processing and Die& Mould Technology,Huazhong University of Science&Technology,Wuhan 430074,China;2.Beijing Institute of AeronauticalMaterials,Beijing100095,China)
Themicrostructure,hardness,fatigue crack propagation and fatigue fractograph in the fusion zone(FZ)and heat affection zone(HAZ)of TA15electron beam welded(EBW)jointwere studied in this paper.The results indicate that themicrostructure in FZ is characterized by bulky aciculatemartensite,and in HAZ,themicrostructure is composed ofα'martensite+lamellarαandβ.That is,it shows a transition from FZ to basematerial(BM).The hardness of FZ is largest,thatof BM is the lowest,and HAZ with between them.The fatigue crack propagation rate is closely relative with their microstructure.The HAZ containingmore plastic lamellarαexhibits a better resistance to the fatigue crack propagation than FZ.
TA 15 titanium;electron beam weld(EBW);m icrostructure;fatigue crack propagation
10.3969/j.issn.1005-5053.2010.1.010
TG146.2
A
1005-5053(2010)01-0052-05
2009-10-12;
2009-12-08
李行志(1976—),男,博士研究生,(E-mail)li_xingzhi@163.com
胡树兵,男,教授,(E-mail)hushubing@163.com。
猜你喜欢
航天制造技术(2022年4期)2022-09-30
山东冶金(2022年1期)2022-04-19
大连交通大学学报(2021年6期)2021-12-13
航空制造技术(2020年11期)2020-07-01
热处理技术与装备(2019年4期)2019-09-13
表面技术(2019年6期)2019-06-27
汽车文摘(2017年6期)2017-07-18
中国科技纵横(2014年7期)2014-12-07
科技视界(2014年6期)2014-08-15
