
数控下料件的误差分析及措施
2009-06-20 08:45吴俊涛
中国高新技术企业 2009年6期
关键词:下料
摘要:文章分析了液压支架中钢板用数控切割机下料产生误差的原因,从误差的产生及其对下料件的影响程度来探讨减少或消除误差的方法和措施。
关键词:数控切割机;下料;尺寸误差;热变形
中图分类号:TP39文献标识码:A文章编号:1009-2374(2009)06-0035-02
近年来,我国液压支架的研制工作发展很快,从基本上依靠进口,发展到自行设计制造。液压支架是机械化采煤的关键设备,是综采设备的重要组成部分。其制造质量的高低直接影响着煤矿的生产和经济效益。而在液压支架制造过程中,结构件钢板的下料质量是影响整体制造质量的关键。按照传统的下料方法,各种不规则形状的钢板下料通常以手工和仿形切割为主,近几年已逐渐被数控切割机床所代替。数控切割的优点是:切割速度快、效率高;采用套料软件可最大限度地节约原材料;割缝质量好;尺寸精度高;省去了仿形切割中的样板,节约原材料。由于数控切割的割缝质量高,结构件拼焊比较容易,只要控制好数控切割中的切割误差,直接拼焊是可以保证结构件质量的。我公司从1994年开始使用数控切割机,经过近几年的使用,认识到只有有效地控制好数控切割中的切割误差,保证下料尺寸精度及割缝质量,才能使结构件拼焊比较容易,从而保证结构件质量。本文着重讨论数控切割中误差的产生原因和控制措施。
一、数控切割下料产生误差的主要原因及措施
数控切割下料产生误差的主要原因是钢板的变形误差和钢板下料时工件的尺寸误差。
(一)钢板的变形误差
由于钢板的变形而产生的误差,直接影响结构件的拼焊质量。产生钢板变形的主要原因在于钢板本身就存在变形和钢板的热变形。这种变形误差如果不处理不仅直接影响液压支架结构件中主筋板与各筋板之间的拼焊质量,甚至会引起各连接点处主要配合尺寸的超差。
1.钢板本身存在的变形。主要是指钢板的厚度不均匀、板面不平整以及各方向的弯曲,这是在钢板生产和运输过程中就已经产生的,它不属于数控切割的误差范围,处理起来也很容易,经过校平机校平即可。
2.钢板的热变形。数控切割钢板的热变形主要有3个原因引起。(1)数控切割程序方面的影响。这主要是由编制程序时打火点、切割方向、切割顺序等的选择不合适造成的。通过合理套料,保证割出的零件满足精度要求,我们选择合理套料方案的指导思想是:1)使钢板受热均匀,避免热量集中;2)使零件的变形互为补偿;3)选择正确的切割顺序和切割方向;4)在选择打火点、切割方向时,一定要做到让工件一直受大钢板的牵制;5)在套料过程中多采用共边切割。对于形状不太规则的窄长零件,根据零件形状在某些部位保留一小段,抑制其变形和位移,等到材料上所有零件割完冷却后,再把“间隔断”割开。(2)数控切割过程中,各切割工艺参数选择不当也会引起很大的热变形。主要包括切割氧气压力、气割速度、预热时间以及割嘴离开钢板表面的距离等,气割工艺参数如下表。(3)钢板支承面不平。钢板由平面变成斜面,从而使机床切割出的零件产生误差。尤其对于窄长的薄钢板,很可能还会产生扭曲变形,因此对这种情况不可轻视。由钢板的支承不当产生的热变形只要修整支承面即可。
数控切割工艺参数表
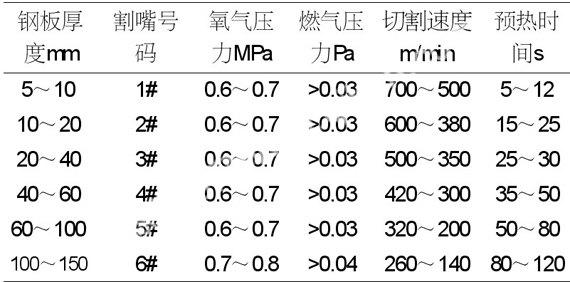
注:氧气纯度在99.5%以上。
(二)钢板下料工件的尺寸误差
钢板下料工件的尺寸误差是指下料工件各部分的实际尺寸与理论尺寸的差异。引起尺寸误差的原因是多方面的,主要是以下几个方面引起的:
1.数控操作人员技术水平高低引起的误差。数控操作人员对火焰的控制水平,包括氧气的纯度、预热火焰功率、氧气压力、切割速度、割嘴到工件的距离等是主要产生尺寸误差的原因。氧气的纯度是影响气割质量的重要因素,氧气纯度差,不但切割速度大为降低,切割面粗糙,切口下缘粘渣,而且氧气消耗量增加。预热火焰是影响气割质量的重要工艺参数,切割时一般应选用中性焰或轻微的氧化焰,同时火焰的强度要适中。切割氧气压力取决于割嘴类型和割嘴号,在实际切割工作中,最佳切割氧气压力可以用试放“风线”的办法来确定。切割速度与工件厚度、割嘴形式有关,一般随工件厚度增大而减慢。割嘴到工件表面的距离(即割嘴高度)根据工件厚度及预热火焰长度来确定。
2.支承钢板的工作平台与数控切割机纵横向导轨面的平行度误差。由于支承钢板的工作平台在上料和成活后下料时经常受撞击磕碰,使支承钢板的工作平台表面容易形成与数控切割机纵横向导轨面不平行。这种不平行度严重时,也会造成割嘴与钢板之间距离的变动,而引起下料工件尺寸上的误差。
3.钢板表面与割嘴的垂直度误差。钢板表面与割嘴的垂直度误差是工件尺寸误差产生的主要根源。这是因为当割嘴不垂直于钢板时,就会导致形成的切割面为斜面,这样工件正反两面尺寸不统一,存在误差。同时工件各周边均为斜面,失去了拼装时的基准面,使拼装时的有些关键尺寸不能达到设计要求,严重时不能直接用于拼装必须进行加工处理(刀检基准面)后,才能使用。产生钢板表面与割嘴垂直度误差的原因,除割嘴安装后在垂直于气割前进方向上不垂直于钢板外,还有割嘴孔与割嘴中心轴线不同轴,另外割嘴孔在阻塞时也会引起切割气流倾斜,也可产生割嘴与钢板表面垂直度误差,解决这些问题只能从割嘴的生产质量和安装上努力,同时经常清理割嘴,保证气流畅通。
4.钢板表面氧化皮对尺寸误差的影响。普通热轧钢板由于储存、运输等原因通常在表面都有一层厚厚的氧化皮,这层氧化皮由于厚薄不一,成分复杂,因此对切割焰的影响和阻挠也不一样,特别容易引起切割焰的倾斜和偏离,对工件的尺寸精度会产生一定的影响。但它主要影响割缝的表面质量。要清除这一影响就是对钢板进行除锈处理。
二、结语
在液压支架结构中,由钢板焊接而成的结构件约占支架总重的95%以上,下料是液压支架结构件制造中非常重要的一个工序。液压支架结构件制造中下料采用数控切割下料较一般仿形或手工下料,无论从效率上还是从质量上都有较大提高,要直接由数控下料件投人拼焊工作,就一定要对数控切割过程中各种误差加以控制,保证其下料件的尺寸精度。只有这样才能提高结构件的质量,从而保证产品的整体质量。
参考文献
[1]梁桂芳.切割技术手册[M].机械工业出版社,1997.
[2]李亚江.切割技术及应用[M].化学工业出版社,2004.
[3]张应力.金属切割实用技术[M].化学工业出版社,2005.
作者简介:吴俊涛(1977-),男,山西侯马人,山西平阳重工有限责任公司助理工程师,研究方向:机械自动化和火焰切割。
猜你喜欢
微型电脑应用(2020年5期)2020-06-29
中国房地产业·中旬(2019年10期)2019-10-21
建筑与装饰(2019年12期)2019-10-19
中国房地产业·上旬(2019年7期)2019-07-31
中国房地产业·下旬(2018年5期)2018-05-14
科学与财富(2018年35期)2018-01-15
科学与财富(2016年32期)2017-03-04
四川水泥(2010年3期)2010-09-13
