烟支滤棒成型设备中多孔管道辅助正压增程装置的设计
2024-12-31 00:00:00韩宗政
河南科技 2024年9期
关键词:增程







摘 要:【目的】针对滤棒在传递过程中因安装、制造公差等原因导致工作行程增大、传递过程中断的问题,设计了多孔管道正压辅助传动装置进行传输。【方法】正压管道内的气流,在流经正压孔时会对滤棒施加沿径向方向运动的力,由于鼓轮本身自带转速,其产生的离心力会对滤棒施加沿鼓轮切向方向运动的力,这两个方向的位移能够在实现滤棒于空间位置连续传递的同时增加各鼓轮间的输送间距。【结果】通过数学方法计算管道内压强流失情况,并对正压孔进行设计改进,该装置能够有效降低安装、制造精度,节约成本的同时增加传递鼓轮的传输间距。【结论】在提高传送类鼓轮的工作效率的同时,避免了零部件的重复加工或返修情况的发生,也使得传送鼓轮在空间设计、排布的多样性成为可能。
关键词:多孔管道;正压;传输间距;增程
中图分类号:TS43" " "文献标志码:A" " "文章编号:1003-5168(2024)09-0030-05
DOI:10.19968/j.cnki.hnkj.1003-5168.2024.09.006
Design of Porous Pipe Auxiliary Positive Pressure Range Extension
Device in Smoke Stick Filter Forming Equipment
HAN" Zongzheng
(Xuchang Tobacco Machinery Co., Ltd., Xuchang 461000, China)
Abstract: [Purposes] In view of the situation that the working stroke of the filter rod increases due to installation, manufacturing tolerance and other reasons in the transmission process, which leads to the interruption of the transmission process, the method of positive pressure auxiliary transmission of porous pipeline is proposed. [Methods] When the air flow in the positive pressure pipe flows through the positive pressure hole, it will exert a radial movement on the filter rod. Because the drum wheel itself has its own speed, the centrifugal force generated will exert a tangential movement on the filter rod. The displacement in these two directions can realize the continuous transmission of the filter rod in the space position and increase the transmission distance between the drums. [Findings] Through the analysis and calculation of the pressure loss in the pipeline, the positive pressure hole was designed and improved. The device can effectively reduce the installation and manufacturing accuracy and increase the transmission distance of the transfer drum. [Conclusions] While improving the working efficiency of the conveyer drum, the repeated processing or repair of the parts is avoided, and the diversity of the spatial design and arrangement of the conveyer drum is possible.
Keywords: void channels; positive pressure; transmission interval; range extension
0 引言
在滤棒成型设备中,上游成型装置中的滤棒如何连续、平稳地传递至下游装置一直是研究的重点。该传递过程不仅影响着成型设备的运行效率,更直接影响着产出效能。在实际工作中,接收、传递滤棒的鼓轮在设计和排列组合时,常受到工艺、空间等因素限制[1]。多孔管道增程装置是在传递鼓轮交接处开设正压增程孔,当棒类传递到此处时,多孔管道辅助正压装置接通,各正压孔开始以恒定且相等的力作用于传递中的滤棒,使滤棒平稳地“飞出”。此时,下游鼓轮接通负压对滤棒进行吸附“拉回”,以此来避免因传递鼓轮间距过大而导致滤棒掉落的情况发生。此外可专门扩大鼓轮间的传递距离,增加传送鼓轮在空间排布的多样性。
近年来,烟草设备的发展日新月异,越来越多的新结构、新方法应用于烟草成型设备中。例如,杨成波等[2]因烟支在传递过程容易折断和堆积,研究设计了加热卷烟接装机双路供料系统;孙莉[3]为提高烟支棒料传动平稳性,对接收烟支的鼓轮烟槽负压孔进行优化设计;熊克林[4]利用负压设计出V形吸风孔,解决了烟支因传递过程而导致外观损伤的问题;潘松君[5]提出的烟支变节距柔和交接技术,解决了烟支在传输过程中接空率较高的问题;倪建彬[6]为提高烟支的吸阻稳定性对烟机设备的工艺参数和烟支棒重量进行了改进;刘谦等[7]利用负压将ZJ17卷接机组产生的废料收集,解决了因废料堆积而导致的烟支生产缺陷等问题;徐亚军[8]为制成品质更高、更好的烟丝条,设计了一种双气流通道装置。
针对烟支传递过程中出现的现象,本研究设计了一种多孔管道辅助正压增程装置,在提供合适且恒定的正压下,通过数学方法分析计算,确定各正压孔半径关系和间距位置,为传递鼓轮的空间排布增加了可能性,节省传递空间的同时压缩了制造成本。
1 鼓轮间的传递方式
鼓轮滤棒传递示意如图1所示。滤棒自上游传递鼓轮后逆时针旋转,经正压增程轮负压区吸附滤棒后,在传递至右侧的接收鼓轮时会经过辅助正压增程装置中的正压风口,此时正压风口将提供恒定的力,并产生径向初速度V1;另一方面,由于滤棒传递过程中鼓轮自身旋转,会产生一个沿径向方向的切向速度V2,此时产生的合速度V3的方向就是滤棒的实际运动方向。
由图1可知,上游传递鼓轮与正压增程轮圆心距a与接收鼓轮与正压增程轮圆心距b之间的关系为a≤b(本研究中所有鼓轮直径相等)。
当a=b时,即增程轮正压风口关闭,只起传递作用;
当a<b时,增程轮正压风口打开,增加传递行程。
需要注意的是,滤棒在传递过程中依靠鼓轮上的负压孔进行吸附,若滤棒无法堵住鼓轮上的负压孔,则会出现棒支掉落的情况。与负压风口不同的是,辅助正压装置中的每个风口提供的力必须是恒定且相等的,正压孔风力示意如图2所示。因此,则有F1=F2=……=F6,这样棒支在经过正压风口时才不会因受力不均匀出现倾斜、扭转等导致棒支传递不及时或掉落的情况发生。
2 正压辅助装置计算
多孔管道辅助正压增程装置采用控制变量法分别对管径D,管长L,开孔半径r等进行设计并计算。由帕斯卡定律可知[F=P·S]。因此,若要为滤棒提供恒等且相等的力F,就应该控制正压口处的压强P及开口面积S,使得任一正压口的开口面积S与压强P无论怎么变化,其乘积值F均相等。
2.1 等径管道压力损失计算
在横截面积处处相等的正压管道(等径管道)中,达西-韦斯巴赫方程见式(1)至式(3)。
[△P=λ·L·v22Dg] (1)
[λ=75Re]" (2)
[Re=ρvDμ] (3)
式中:△P为压力损失;λ为空气在正压管道内的摩擦阻力系数;L为管道长度,m;v为压缩空气在管道内的流速,m/s;D为管径直径,m;g为重力加速度,m/s2;Re为流体在容器内的流动情况,即雷诺系数;ρ为空气密度,常温下的空气密度一般为1.293 kg/m3;μ为流体的动力黏度系数,常温状态下一般为1.81×10-5 Pa·s。
本研究中取流速v=10 m/s;管道直径D=10" mm;入口压强为10 kPa; ρ、 μ均取常温下数值。
由式(2)和式(3)可以计算出Re=71.436,λ=1.050。
根据泊肃叶定律见式(4)。
[Q=qv=△P·r48Lλ]" (4)
式中:Q为流量;q为单位时间内通过管道截面的流量;r为管道半径,m。
结合式(1)至式(4)可得[△P]见式(5)。
[△P=λρLv22D] (5)
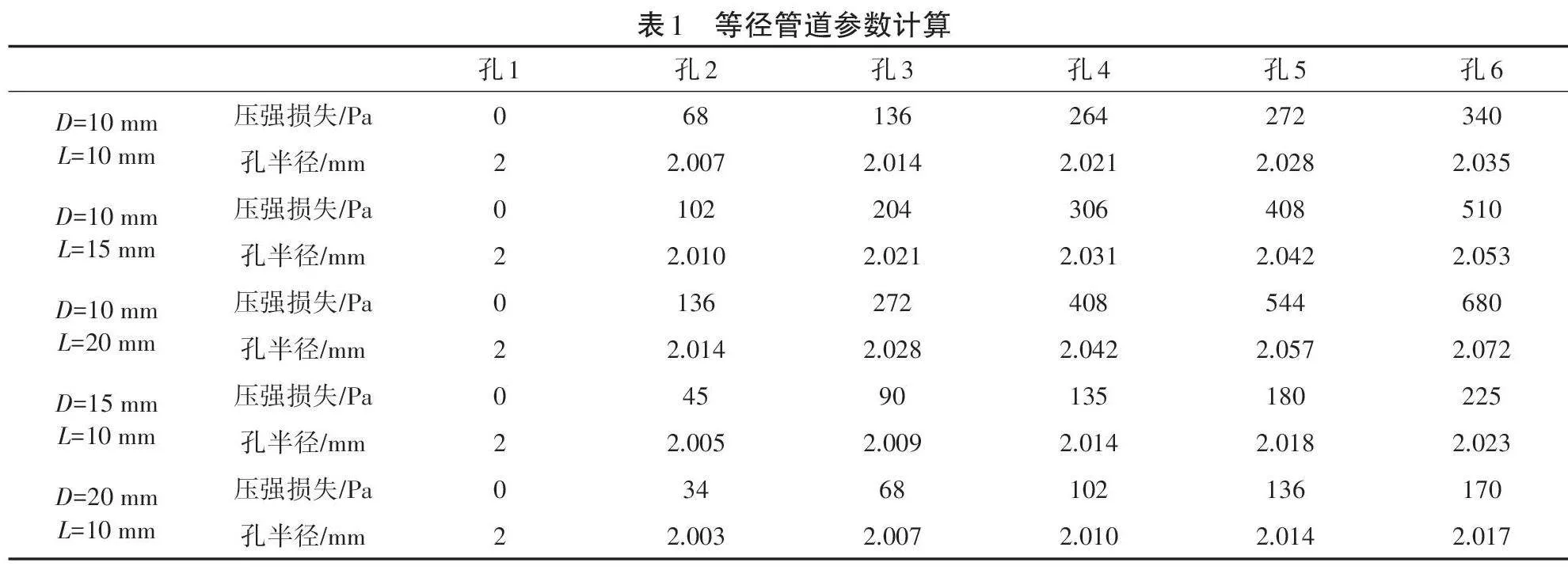
取不同孔间距与主通风管道直径关系,并将其代入式(4)和式(5)中,计算结果见表1。
由表1可知,在本研究预设工况条件下,经计算可知,在主管道直径相同情况下,孔间距越大,压强损失越多,若要保证正压孔处风力处处相等,开孔半径由入口端至出口端应缓慢增大;另一方面,在保证孔间距相等的条件下,随着主管道直径增大,压强损失越来越少。
2.2 变径管道压力损失计算
为了实现在正压孔径r不变的情况下使得正压风口提供径向恒定的力,可以通过调节主管道的横截面积及管道开孔间距,使得每个正压风口处的压强相等,即管道内的横截面积处处发生变化(即变径)。变径管道示意如图3所示。
在截面不断变化的管道中存在的关系见式(6)。
[q1v1=q2v2]" " " " "(6)
伯努里方程见式(7)。
[P1+12ρv21=P2+12ρv22+△P]" "(7)
式中:P1为输入管道时的静压强;[12ρv21]为管道内的动压强;P2为输出管道时的静压强;[12ρv22]为输出管道时的动压强;△P为管道内的压力损失。
由于正压辅助推力装置中静压为0,则公式简化后见式(8)。
[△P=ρ2(v21−v22)]" " "(8)
开口处截面面积见式(9)。
[S=π(D2−10tanθ)2]" " (9)
式中:θ为变孔径锥度。
由式(6)至式(9)可知,在流量Q一定的情况下,管径截面q与流速v成反比。本研究取不同变孔径锥度θ与正压孔处横向截面面积数值,经计算所得数据见表2。
由表1和表2可知,在本研究预设的等开口间距工况条件下,在等径管道中单位长度内的压强损失相等,等间距正压孔的半径随着开孔间距增大而递增,成正比关系;变径管道中随着倾斜角度θ增大,各截面间的流速差也越来越大,压强损失也越来越多。
通过上述计算公式可知,在实际工作生产中,应尽可能地增大主风管道的直径来获取流量,减短管道长度来缩减压强损失,此外可以根据以上两种孔径压强损失特性和流速变化进行选择,以此应对现实中的不同工况条件。
3 受力运动轨迹预测
滤棒受径向推力和向心力影响,在脱离正压增程轮后将产生类似抛物线运动,若对该曲线进行预测分析,将会在一定程度上避免由传递速度过快导致滤棒因受力过大产生反弹变形或负压区无法吸附滤棒致使滤棒脱离鼓轮的情况发生。
在实际工况中,滤棒运动轨迹受多种因素影响,因此考虑将其进行拆解计算。
滤棒在传递过程中受到正压孔作用沿径向方向移动。
径向推力见式(10)。
[F=ma] (10)
径向位移见式(11)。
[L径=12at2] (11)
式中:a为径向产生的加速度,m/s2;t为沿径向运动的时间,s。
滤棒在传递过程中受传递鼓轮作用沿切向方向移动。
向心力见式(12)。
[F=mv2r=mw2r] (12)
切向位移见式(13)。
[L切=vt] (13)
式中:v为向心力F作用产生的速度,m/s;t为沿切向运动的时间,s。
根据不同工况及棒料种类,结合式(10)至式(13),可以预测出滤棒经正压增程轮作用后的大致线路。
4 结论
本研究以传统鼓轮传递方式为研究切入点对正压增程装置的各个参数进行分析计算,利用压强差弥补滤棒在传递过程中因装配、制造生产等原因使传递鼓轮间距过大导致滤棒掉落的情况发生,在提高传送类鼓轮的工作效率的同时,也避免了零部件的重复加工或返修情况的发生。此外可利用该增程装置的管道压强损失特性和流速变化来解决因空间位置不足致使鼓轮排布、设计思维受限等问题。
参考文献:
[1]汤泽东,阮三星,刘威.卷烟机鼓轮烟支传递的负压控制设计[J].湖南文理学院学报(自然科学版),2019,31(2):41-44.
[2]杨成波,张凌,王俊,等.YJ27型加热卷烟接装机双路供料系统的设计[J].烟草科技,2023,56(12):84-90.
[3]孙莉.优化烟支滤嘴质量的流体力学鼓轮气孔流场模型构建[J].机械设计与制造工程,2023,52(10):30-33.
[4]熊克林.鼓轮堆栈式烟支输出装置的设计[J].机械制造与自动化,2016,45(4):216-218.
[5]潘松君. 高速烟支的变节距柔和交接装置设计与分析[D].长沙:湖南大学,2013.
[6]倪建彬. 卷烟吸阻稳定性的研究[D].杨凌:西北农林科技大学,2008.
[7]刘谦,李超,王潇,等.ZJ17卷接机组废接装纸收集装置的设计[J].烟草科技,2023,56(3):101-105.
[8]徐亚军.基于ZJ17型卷烟机新型双通道均匀气流气室装置的设计[J].湖南文理学院学报(自然科学版),2018,30(3):86-88.
猜你喜欢
汽车与运动(2024年11期)2024-12-17 00:00:00
汽车与运动(2024年11期)2024-12-17 00:00:00
汽车与运动(2024年12期)2024-12-17 00:00:00
汽车与运动(2024年12期)2024-12-17 00:00:00
车主之友(2023年2期)2023-05-22 02:52:32
汽车观察(2022年12期)2023-01-17 02:21:44
北京航空航天大学学报(2021年4期)2021-11-24 01:13:22
工业经济论坛(2020年6期)2020-04-13 00:38:46
汽车观察(2019年9期)2019-10-22 10:13:15
新能源汽车报(2018年33期)2018-05-14 14:06:10