
多品种自动化门盖线的自主集成开发研究
2024-10-12 00:00:00黄丹李林梁国山
汽车与驾驶维修(维修版) 2024年9期
摘要:随着汽车工业迅猛发展,客户需求日益多样,产品更新加快,主机厂面临快速迭代与生产线高效投入的挑战。本研究针对自动化门盖线,开发多车型柔性生产技术,旨在提升产品质量稳定性与生产效率,实现自动化生产的高质量与高效率,满足市场对多样化汽车产品的快速响应需求,为汽车制造业提供强有力的技术支撑。
关键词:汽车生产;自动化;门盖线;车型开发;柔性生产
中图分类号:U445.58+5 文献标识码:A
0 引言
随着汽车工业在近些年来的蓬勃发展,越来越多的汽车产品进入了我们的生活,客户对于产品的需求呈现多样化、快速化。主机厂需要考虑产品的快速迭代以及产线的柔性化,要能实现自动化门盖线多车型柔性生产技术开发的同时,提高成品质量稳定性和整体生产效率,达到自动化高质量高效率生产的特点。多品种柔性化技术的自动化门盖线是在现有的欧式、辊压、全冲压三种门盖结构下,对BOP 进行整合归类,按柔性要求进行工艺规划,建立多拼台多品种门盖焊接中心,除了必要的装件工位外,其他工位均采用机器人来实现自动化生产,工装设计亦采用柔性化兼容形式,减少后续车型的投入成本。自动化门盖线通过加强过程焊接质量控制,提升产品质量,加强关键零部件尺寸控制,提升车身尺寸稳定性优化物流输送,降低物流成本。
1 研究背景
基于现有的欧式、辊压、全冲压三种门盖结构生产线存在的一系列问题:灵活性不足,生产线通常是为特定类型的门盖结构设计的,因此在处理不同类型的门盖时可能需要大量的调整和时间消耗。切换时间长,在生产不同类型的门盖时,生产线从一种类型切换到另一种类型时需要较长时间,降低了生产效率。设备投资成本高,为了适应不同类型的门盖结构,可能需要投资更多的专用设备,增加了成本。占地面积大,不同的生产线可能需要更多的空间,导致工厂占地面积增加。维护复杂,多种不同的生产线意味着更多的维护工作和更高的维护成本。质量控制难度大,不同结构的门盖可能需要不同的质量控制标准,这增加了质量管理的复杂性。自动化程度受限,某些生产线可能在自动化程度上有限,需要大量的人工干预,这影响了生产效率和一致性。生产效率低下,由于生产线不能快速适应不同产品,导致整体生产效率降低。适应性差,市场需求的快速变化要求生产线具有更高的适应性,而现有生产线可能无法快速适应这些变化。鉴于以上问题,亟需结合现有资源,对自动化门盖线多车型柔性生产技术的研究开发,以满足不同车门的结构形式的柔性共线生产[1]。
2 自动化门盖线多车型柔性生产线的工艺布局
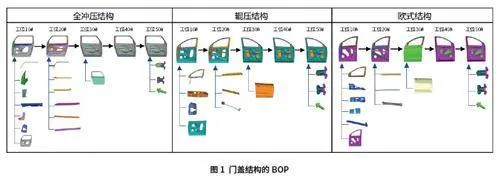
由于旧的门盖生产线采用的是相互独立的生产工艺布局,即在交叉生产欧式、辊压、全冲压三种门盖结构的产品时(图1),由于工艺布局不连续且自动化程度较低,生产时经常需要对生产线进行适应性调整和变动,在变动和切换生产过程中常常耗费大量的人力物力财力,得不偿失。而且生产出来的产品由于生产线的一致性较差导致产品精度很低,造成大量返工,基于此,现从实际需求出发立项并自主研发多品种自动化的门盖生产线[2]。
所谓多品种自动化的门盖生产线,即是采用现有科技方法,通过模拟分析和智能制造手段,研发出一种能够适应欧式、辊压、全冲压三种门盖结构的集成式柔性生产线,同时兼顾优化工位工装工艺布局,并大量应用自动化工装结构,来实现并满足现有门盖结构生产所需要达到的高质量、自动化、高效率和确保安全的目的。
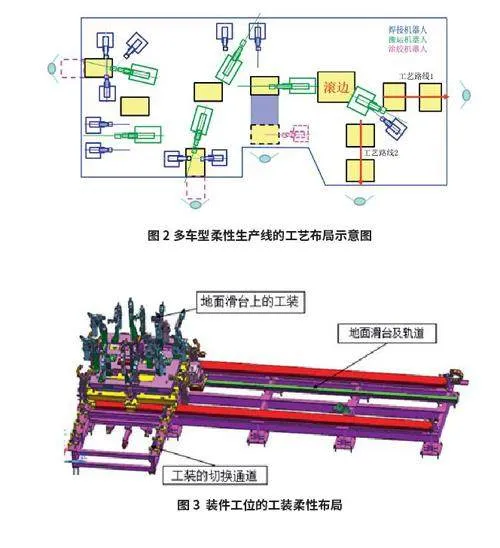
自动化门盖生产线的主要工艺布局是通过采用人工集中装件,滑台滑进到位,机器人进行定位焊接,然后抓件机器人进行取件脱离工装,滑台滑出,人工进行下一个节拍的装件,同时焊接机器人再进行空中补焊,这样做实现了投资成本的降低。其中自动化门盖生产线的转台需要做成可双面抓、取件的形式,便于搬运机器人抓取内板的内侧,方便下道工序的合门。另外,其布局结构中预留有节拍提升的空位和增加的机器人空位,同时预留有工装、抓手的切换通道,每个门的占地大小为33 m×22 m(不含物流通道),且每个门都有10 个工位。由于不同车门的结构形式,生产工艺存在差异,比如滚压窗框的车门结构形式需要采用钎焊工艺,这就需要单独的工位来完成,于是滚边后有两个方向下线,一个出口是作为滚压窗框车门使用,另外一个是作为整体式内板后续工作内容的拼台布置,所以在滚边之后采用“Y”型布局,两者根据需要走不同的工艺路线完成相对应生产流程[3]。
多品种自动化门盖线要实现的是不同车门的结构形式的柔性共线生产,对于不同车门的结构形式,焊点数量差异大,通过对集中工位装件,可以利用焊钳的兼容来弥补焊点数量的差异[4]。对于相同结构处的焊点放到同一区域采用同一焊钳实现焊接。不同结构形式的车型,产品结构差异性大,通过仿真设计出高兼容性的焊钳,实现不同搭接结构的焊接兼容,同时确保大多数的下工位焊钳能够兼容上工位的焊点。同时为了降低投资成本。同时为了满足造型的需求,窗框的焊接边都是窄边焊接,采用的是小电极帽来实现。同时为了尽可能提高机器人的利用率,补焊工位采用的是空中打点的形式,在实现不同车型兼容性的同时,可以尽可能的降低非增值的时间。如图2 为自动化门盖线多车型柔性生产线的工艺布局示意图,该柔性化的工艺布局可以实现欧式、辊压、全冲压三种不同结构形式的多品种车型的柔性共线生产,在满足50JPH 的生产条件下还具备有扩展到60JPH 的生产能力,对于后续的车型导入和产能提升具有强大的优势。
3 多品种自动化的门盖线的自主集成开发设计过程
3.1 工装的柔性化设计
装件工位采用创新的滑台设计,该设计巧妙地整合了地面滑轨机构、滑台机构、滑台上的工装部分以及切换轨道机构等多个组件(图3)。地面滑轨机构为滑台的平稳移动提供了坚实的基础,而滑台机构则确保了工装的精准定位和高效移动。工装部分,通过精心设计的定位销和快速夹紧器,实现了与滑台机构的稳固连接,保证了装件过程中的稳定性与准确性。中转台为了便于后续搬运机器人抓取内板的内侧进行合门,中转台机构做成可双面抓、取件的形式,一个工装通过不同定位机构实现同平台4 车型兼容,不同平台的车型工装柔性是通过地面定位机构的切换来实现。
在面临车型切换的需求时,装件工位的灵活性得以展现。操作人员首先将工装部分与滑台机构分离,随后利用侧面的切换轨道,通过电机的自动驱动,实现了工装的快速切换。这一过程不仅大幅减少了人工操作的时间和劳动强度,还提高了生产线的自动化水平。切换完成后的工装被有序存放于该工位旁的夹具库内,夹具库的设计充分考虑了空间利用率和存取便捷性,确保了不同车型工装的快速更换和存储,从而提升了整个生产线的运转效率和适应性。这样的设计不仅优化了生产流程,还显著降低了因车型切换导致的停机时间,为汽车制造业的柔性生产提供了强有力的技术支持。
3.2 创新型螺旋喷胶的花式涂胶设计
螺旋喷涂原理指从胶枪喷嘴出胶,通过安装气嘴并接入气源进行比例调节,输入气压喷射而最终形成螺旋状态。采用螺旋喷胶的形式,使折边胶喷涂面积增大200%,包边后的涂胶面宽度达到15 mm 以上,提高填充率有效改善贴合强度, 提高整车的耐蚀性;减少折边后的气泡,使得涂装的胶泡率降低80%,节省返修人力成本。
3.3 AGV 物料自动配送系统设计
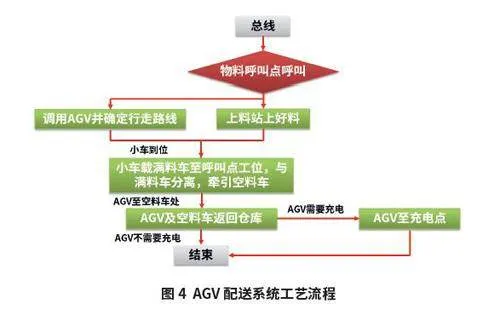
为了提高物料配送的效率、降低人员的投入,在该区域规划建立AGV 物料自动配送系统,投入5 辆AGV 小车配送8 个内、外板的冲压物料到线旁,这5 辆AGV 小车根据工位发出的信号,自行从冲压库房把物料配送到对应的工位线旁。运送过程中遇到障碍物车辆会自行停止,移开障碍物后自动恢复行走,AGV 靠电池作为动力来源,过程中会自行到充电桩进行充电。AGV 物料自动配送系统充分地体现其自动性和柔性,实现高效、经济、灵活的无人化生产[5],AGV 配送系统工艺流程如图4 所示。
3.4 安全智能管控系统的设计
自动化生产线需要使用防护网将人机隔离,因隔离的防护网导致设备观察视线受阻,无法观察设备异常现象、故障等设备不安全状态及管控缺陷。同时对于存在危险隔离区域管控不到位,导致安全事故时有发生,存在极大的安全隐患。为了解决此类问题,在该区域建立安全智能管控系统,针对人员进入的情况,在危险隔离区域安全门上增加智能安全锁,进入人员在经过安全培训后方可录入系统。
在需要进入时,智能安全锁信号发射器发送信息解锁,系统服务器接收到信号打开安全门,允许授权人员进入。同时在危险隔离区域上方安装高清摄像实时监控,安全门感应监控,当安全智能锁接收信号打开时,感应监控自动开启,捕捉过程中实施画面,实时监控显示,并保存录像。
通过智能化授权管理后,危险隔离区域安全门意外性打开,导致机器人被迫急停得到有效控制。有效避免未接受相关培训人员进入,避免安全事故发生,降低现场风险系数,实现智能化的安全管理,属于行业内首家开发与运用。
3.5 该柔性化智能化生产线实际应用效果
多品种自动化的门盖线的自主集成开发设计,包括标准化开发规范的建立、整体工艺布局、工装切换系统、花式螺旋喷胶、安全智能管控系统等已经成功运用,很好地实现了单一生产线生产多个车型自动化生产需求。使公司实现自动化迈上了一个新的台阶,突破了自动涂胶和合门工艺零的突破,同时提升产品的品质,提高公司产品的竞争力。
4 结束语
本文围绕多品种自动化门盖线的自主集成开发进行了深入探索与研究,旨在通过技术创新与自主集成开发,实现门盖生产线的自动化、柔性化与智能化,经过一系列的理论分析、技术攻关与实践验证,取得显著的研究成果,为自动化生产线的自主集成开发提供了宝贵的经验。本研究为汽车制造企业在进行同类型项目开发过程中提供了有益的理论和实践经验。在今后的工作中,还需进一步探讨生产线自动化、信息化后和智能化等方面的技术,以实现生产效率的持续提升。
【参考文献】
[1] 张宝红. 汽车车门常用包边工艺比较及技术难点分析[J]. 汽车实用技术,2019(12):162-163+182.
[2] 王作兵, 何卓, 邱胜苗, 等. 机器人滚边工艺的研究与应用[J]. 汽车工艺师,2018(11):35-38.
[3] 郭峰. 基于机器人的汽车门盖智能装配的应用[J]. 汽车制造业,2021(08):26-28.
[4] 唐剑. 汽车门盖焊接生产线方案研究[J]. 科学技术创新,2019(09):148-149.
[5] 梁睿, 杨黎明.AGV 在智能化物流系统中的应用[J]. 起重运输机械,2019(04):66-68.
作者简介:
黄丹,本科,高级工程师,主要研究方向为汽车焊接工艺、规划及仿真技术。
