
基于跌落仿真的热水器变形及问题改善
2024-03-25 09:14王小龙
机械工程师 2024年3期
王小龙
(华帝股份有限公司,广东 中山 528400)
0 引言
随着市场经济环境和生活水平的不断提高,热水器已经进入千家万户。在热水器的运输中,冲击能够在短时间内使包装件速度出现突变并将能量进行转化,同时使包装内部的热水器发生短暂而猛烈的冲撞,冲击与振动成为包装件运输损坏的主要原因[1-3]。面对复杂的道路运输工况,产品在装卸运输方面的可靠性面临着巨大的挑战。
根据售后数据和试验反馈,因热水器装卸与运输导致的外壳变形、面底错位等问题故障率很高。热水器产品在出厂前需要通过跌落测试等破坏性验证,以模拟产品在装卸运输过程中的跌落情况。
随着有限元技术的发展,实验室不再是验证产品包装性能的唯一手段[4-6]。本文基于跌落仿真,对某款热水器在跌落测试时出现的面底错位现象进行深入研究,通过对仿真结果的分析,找到了面底错位的主要原因,并通过试验验证了改善方案的可行性。
1 原方案跌落测试
对设计好的热水器包装系统进行1 角3 棱6 面的测试。该款产品面壳整体的质量为1.64 kg,底壳整体质量为8.05 kg,根据企业内部标准采用760 mm的跌落高度。跌落后发现面壳与底壳发生明显错位,测试结果如图1 所示。

图1 测试结果
2 热水器有限元模型的建立
2.1 几何模型的建立
通过三维软件建立热水器的三维模型,其几何模型如图2 所示。将文件另存为STP 格式,导入有限元软件中进行网格划分[7-8]。

图2 产品几何模型
2.2 有限元模型建立
热水器的主要结构件为燃烧室、换热器、风机风道组件。其主要部件都是由钣金件组成,对于内部零件多数采用抽取中面后,使用四边形网格来划分。根据钣金的厚度给予相应的网格厚度值,其中大多数钣金件的厚度为0.8 mm。对于整机中的塑胶件采用四面体网格划分,内部的软管及电子元器件采用相应的质量点进行配重。对结果影响不大的特征进行去除,热水器整体的网格划分如图3 所示。

图3 热水器网格模型
对于内部的零件连接,相应的螺钉连接采用刚性单元,焊接连接采用绑定接触。采用六面体单元建立地面和瓦楞纸,内部泡沫采用四面体网格划分,接触采用通用接触,设置摩擦因数为0.1,对地面节点采用全约束,对其他包装节点施加向下的初速度。
建立相应的计算分析步,设置为显示分析,取相应的质量缩放因子为4×10-10,提交计算。
2.3 仿真结果
对整个模型进行6 面12 棱8 角的计算,发现面底错位最严重的工况为第7 条棱的工况。具体的跌落示意图如图4 所示。可以看出具体的跌落错位数值为1.388 mm。
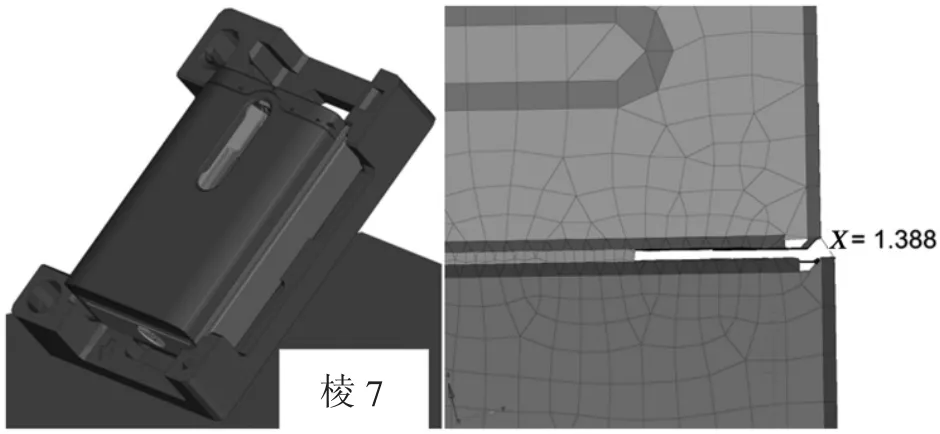
图4 面底错位结果
查看挂钩处的错位如图5 所示。挂钩处的错位数值为1.693 mm。对计算结果进行初步分析,可以看出热水器面盖和底盖错位的主要原因是面盖的钩子没有挂住底盖,相互之间发生了错位,导致了面盖和底盖的错位。通过对比仿真结果和试验结果可以看出,有限元模型计算出来的跌落结果基本和试验一致,可以通过有限元模型的分析来指导实际模型的修改。
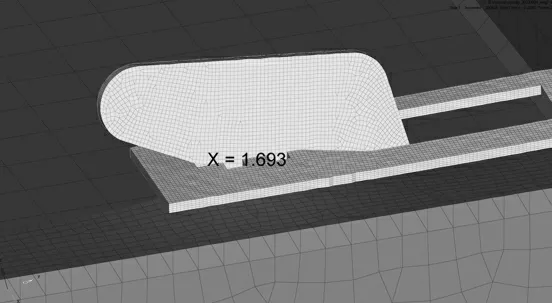
图5 挂钩错位结果
2.4 数据汇总
对所有的跌落工况进行汇总分析,6 个面的跌落数据汇总如表1 所示。从表中的结果可以看出,面3、面4、面5 没有出现错位,面1、面2、面6出现了面底错位,其中面6 的错位位移最大,吊钩处错位数值为1.111 mm,面底错位数值为0.885 mm。
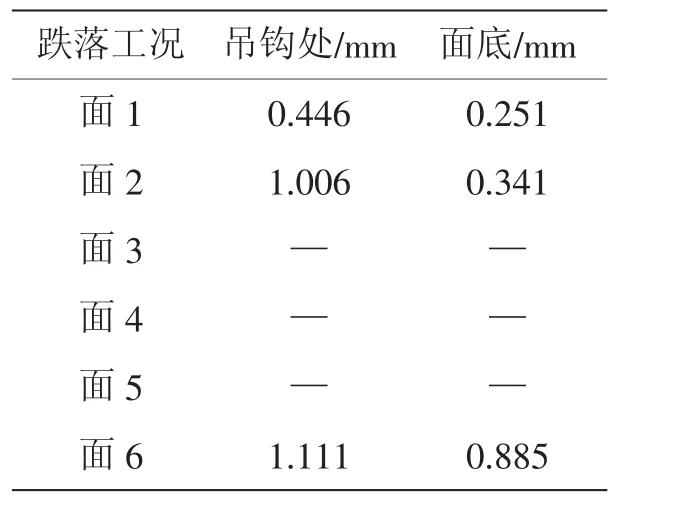
表1 面跌数据汇总表
通过对面1、面2、面6 中的泡沫厚度和面积进行测量,发现面1 的泡沫接触厚度最大,面6 的接触面积最大。对面3 和面4 包装参数进行测量发现,这两个工况下的泡沫厚度及面积都比较小,初步对比发现热水器的面盖和底盖的错位与包装的吸能没有关系。其中面1 和面2 两个跌落工况,泡沫的吸能效果已经达到80%以上,还是出现了错位现象。
12 条棱的跌落数据汇总如表2 所示。棱3 和棱7 出现了面底错位,其中棱7 错位位移最大,吊钩处错位数值为1.693 mm,面底错位数值为1.388 mm。
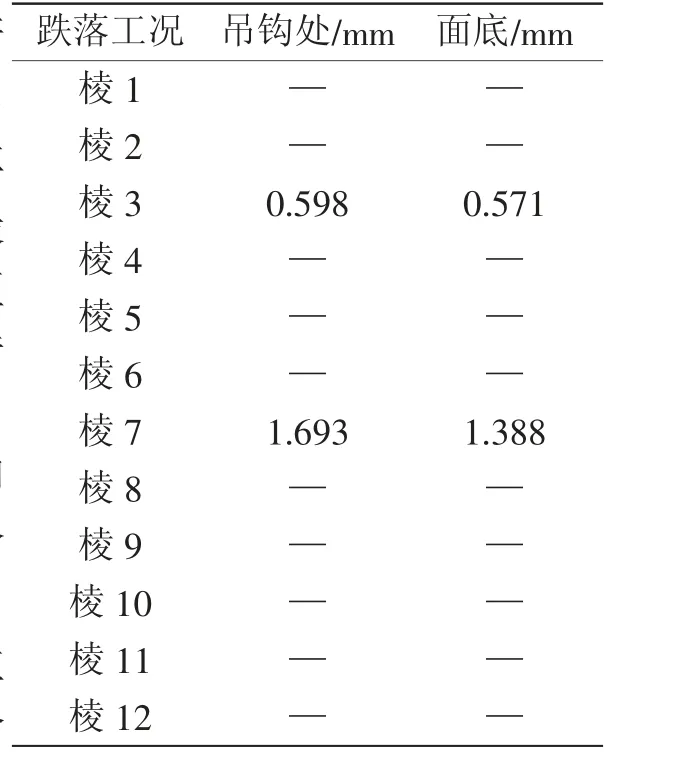
表2 棱跌数据汇总表
通过对楞7 和楞3 的工况初步分析发现,两种工况下,面盖和底盖的错位在泡沫初始压缩阶段都很小,面盖和底盖错位增加较大主要发生在泡沫压缩后反弹的阶段。特别对楞7 延长跌落时间计算后发现,在泡沫被压缩后的一段空间,整个包装因为翻转,面盖和底盖会出现相对的滑动,而挂钩在整个运动中无法将面盖和底盖扣合在一起。随着时间的延长,面盖和底盖的错位越来越大。通过其他没有出现面底错位的工况分析发现,这些工况中面盖和底盖没有明显的相对运动。
汇总8 个角的跌落数据如表3 所示。角1 和角角5 出现了面底错位,其中角5 错位位移最大,吊钩处错位数值为0.781 mm,面底处错位为0.704 mm。从角跌的数据可以看出,面盖和底盖的错位都较小,提取相应的内能曲线后发现,由于角跌落接触的面积较小,整体包装的吸能效果明显小于面跌和楞跌。角1 和角7 也是因为泡沫反弹后,面盖和底盖出现相对运动,引起错位。由于整体吸能少,导致反弹的能量也小,所以导致整个角跌的面底错位要小。
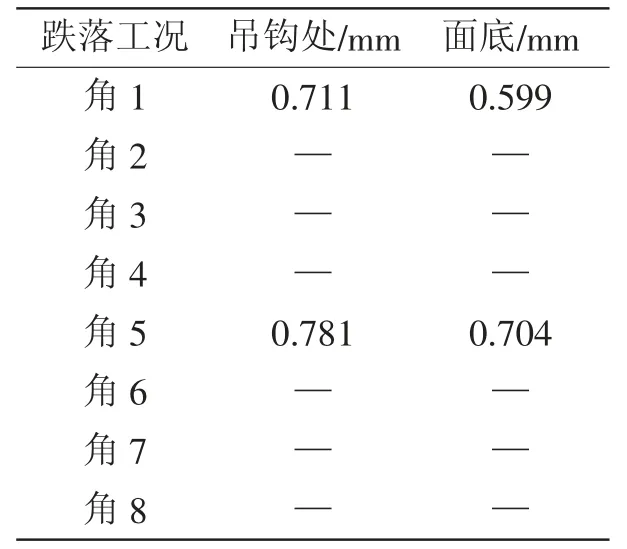
表3 角跌数据汇总表
通过对数据的初步分析,可以得出以下结论:1)面盖和底盖的错位与泡沫的吸能无关,再增加泡沫的厚度意义不是很大;2)挂钩处的设计不合理,只能防止面盖和底盖一个方向的运动,另一个方向无法限制住,当跌落出现很大的相对错动时,挂钩处会最先脱开,从而导致整个面盖和底盖发生错位;3)角跌落错位的位移很小,可以通过减小泡沫的能量吸收来减少反弹后的能量,从而减少面盖和底盖的相对运动,从而解决跌落问题。
3 原因分析
通过数据分析后,只能初步分析出面底错位的原因,没有发现跌落中可能出现错位的深层原因,选取出现面底错位的重点工况进行详细分析。
通过对面2 跌落过程的观察及部件之间相对运动的量化数据分析发现,热水器在跌落撞击地面的过程中,因为泡沫的限制,面底并没有发生错位。但是在泡沫被压实后,热水器和泡沫之间会留出一段空隙。而在这段时间里,一旦热水器的面底之间有相对运动,面盖和底盖就会出现错位,导致变形的产生。
提取出相应部件的应变云图,发现挂钩在跌落中的强度不够,在初始跌落下,已经出现了明显变形,钩子已经出现向外脱开的趋势。查看图5 中的钩子细节图可以发现,面板挂钩处的斜坡会在面底发生错位后,加大错位的产生。
最后得出结论如下:1)泡沫的结构设计对面盖和底盖只能在初始阶段限制住相对运动,出现压缩后,面盖和底盖就会出现相对运动;2)面盖的挂钩强度设计不够,在跌落中容易发生变形,导致面盖和底盖的脱开;3)挂钩的斜坡设计会加大面盖和底盖的错位位移。
4 问题改善
通过对问题的仔细分析,可以从以下两方面对包装进行结构优化:1)加大面底之间的限制;2)减少泡沫的反弹能量。
对面底之间的限制可以通过以下方法解决:1)面盖和底盖在顶部进行螺钉固定;2)增加面盖和底盖的摩擦力,可以通过无痕胶带或者贴上增加阻尼的垫片等方式来解决;3)通过增加热水器面底限位结构或者修改面盖挂钩的结构来解决问题。
对减小泡沫的反弹能量可以通过以下方式解决:1)增加纸箱的厚度。通过将泡沫吸能转移到纸箱吸能上,从而将降低泡沫吸能,进而达到减小面底错位的效果。2)更换其他材料。将泡沫从EPS 更换为纯纸箱的材质,减少反弹能量。
通过对成本及安装工艺综合考虑,在改动成本最小、安装最方便的前提下,选择了更改挂钩的结构设计,从而使问题得到解决。
5 结论
本文通过对热水器进行跌落仿真,将整个跌落过程可视化后,找到了热水器跌落面底错位的具体原因,并通过打样验证,证实了方案的可行性。
与跌落试验相比,仿真方法能将跌落过程完整地复现,通过对仿真数据的量化分析,找到了问题的关键点。
在家电行业其他产品的结构设计中,也会遇到类似的问题,本文所述方法可以推广应用到相关领域,从而缩短研发周期,减少设计成本,使产品更有市场竞争力。
猜你喜欢
电脑爱好者(2022年12期)2022-05-30
奥秘(创新大赛)(2020年10期)2020-10-28
金桥(2018年6期)2018-09-22
数学大王·低年级(2017年4期)2017-04-10
新乡学院学报(2016年6期)2016-12-01
汽车与驾驶维修(维修版)(2016年12期)2016-07-31
新高考·高一数学(2016年3期)2016-05-19
少儿科学周刊·儿童版(2015年7期)2015-11-24
少儿科学周刊·儿童版(2015年7期)2015-11-24
中国塑料(2015年9期)2015-10-14
