基于机器人自动上下料技术的数控机床产线的设计与应用
2024-03-25 09:14:22张新棋董传杰王磊李广
机械工程师 2024年3期
张新棋,董传杰,王磊,李广
(北京长征火箭装备科技有限公司,北京 100076)
0 引言
现代化生产中对于柔性化制造的要求越来越高,企业常常希望对于批量较小但种类很多的相近类零件可以通过较少的制造单元完成生产,这样可以节约制造企业的设备、人力、物料和场地,甚至可以将多品种小批量的产品集中到一个加工中心或者厂房内实现,这就要求制造型企业不断加快和完善自己智能制造平台的建设。对于机加工的智能制造,目前绝大多数企业采用的都是机器人上下料的方式实现的,其实现方式可以是一个机器人对应一台机床,也可以是一个机器人对应多台机床。对于一个机器人对应多台机床的方式,除了机器人固定、合理分布机床布局的形式外,还可以采用地轨或桁架机器人的方式,即增加一个第七轴,使机器人可以沿第七轴移动,并在对应的机床位置进行上下料[1-4]。
对于一个机器人对应一台或多台机床的形式,通常适用于企业内部简单的自动化改造,生产的也多是成熟的、批量化的产品;目前对于多品种小批量生产,企业应用更多的是桁架式机械手进行多个机床的上下料。这种方式不占用机床前面人工操作的场地,能够有效地实现人工和自动切换,但实施起来通常都是根据机床的特点和布局进行非标定制,通用性较差。桁架形式的机械手通常不适用于机床相互位置较为拥挤或者厂房内部高度空间较小的场合。这种形式的机械手往往装配困难,现场施工的工作量很大,常常需要企业内部生产设备的相互配合(比如天车、升降车、吊车等),生产过程中需要流转设备的配合(如AGV车等),能够兼顾的执行单元(如清洗、测量装置等)较少,可扩展性差,后期维修维护也有很多的问题[5-9]。
因此,企业有时候也会采用地轨机器人的形式进行上下料。这就需要设计一种具备安全防护能力、可扩展性强且能够充分利用场内空间的基于地轨机器人上下料的智能制造系统,通过上位机软件总体控制,实现产品生产的进出料、流转、上下料、机加工、清洗、测量等各个方面的管理。
1 产线设计
智能生产线整体布局示意图如图1所示。机床分为两排相对布置在车间两侧,每一排机床后面配一条集中排屑机,将机床的废屑通过集中排屑机的支线集中收集到其主线中,再通过集中排屑机的主线分别排到出口废屑收集车里。中间通过护栏将地轨机器人、托盘库、清洗烘干机、三坐标仪和恒温机房包围并与外部隔离起来,仅通过进出料平台将装夹好工件的托盘或生产完成产品的托盘进行线内外的传送。进出料操作平台示意图如图2所示。

图1 智能生产线整体布局示意图
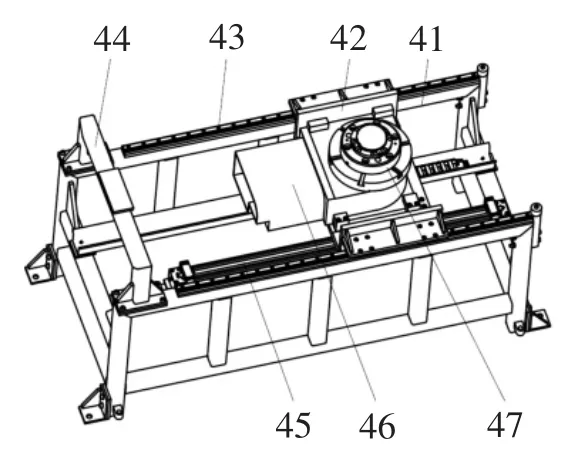
图2 进出料操作平台示意图
护栏包括两侧的手动门和对应机床的自动门。手动门平时不开启,当线内遇到特殊情况或者需要维修时,可以打开手动门进入线内进行工作,此时整个生产线处于停止状态,各环节均暂停工作。护栏的自动门位置与机器人在对应机床上下料的位置相协调,当系统处于手动状态时,自动门全部关闭,线内设备不工作,此时可以人工操作机床;当系统处于半自动状态时,机器人和人可以共线工作,自动门为常闭状态,机器人不会到人工操作机床的位置进行上下料,且机器人到位后,自动门才会开启,此时地轨机器人首先通过检测雷达对机床前面区域进行探测,如发现有多余物体则停止上下料并报警;当系统处于全自动状态时,自动门全部打开,人员不得进入操作机床。护栏一方面起到安全防护的作用,另一方面将线内线外区分开来,实现了系统手自切换的功能,可以增加车间内机床的利用率。
地轨机器人根据上位机的指示,除了机床上下料外,还可以将托盘从进出料平台取出、取回,在托盘库里存储托盘,将装夹工件的托盘放到清洗烘干机内清洗,或者放到三坐标测量仪中进行加工后的尺寸检测。地轨机器人结构示意图如图3所示。

图3 地轨机器人结构示意图
托盘和托盘库根据机床的特点和型号可以设计多种型式,只要保证接口统一即可。托盘接口应保证托盘可以在进出料平台上自动定位和夹紧,并且能在机床上自动上料。在托盘流转的过程中,可以增加工业相机或者RFID射频模块分别对产品和托盘进行识别。托盘库结构示意图如图4所示。
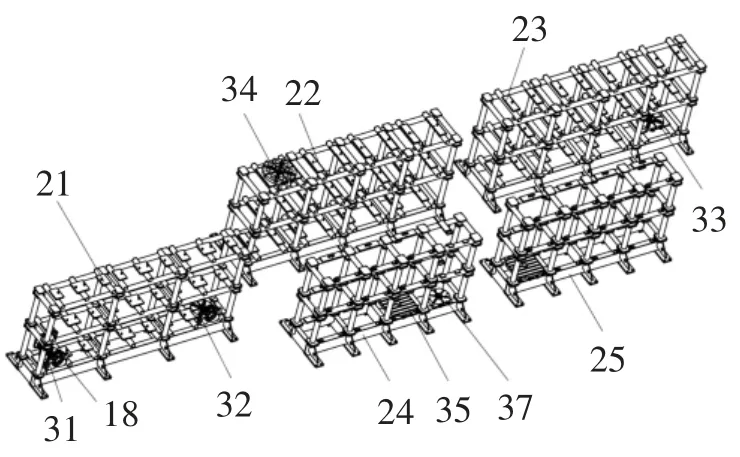
图4 托盘库结构示意图
清洗烘干机具备与标准托盘相配合的放置接口,由机器人将托盘放到设备的进出料口,进料清洗后可以选择是否烘干,并在清洗完成后将产品和托盘送出,再由机器人取走。托盘结构及分类示意图如图5所示。三坐标仪和恒温机房是整个系统的自动化测量检验部分,其中恒温机房对应地轨机器人方向设计自动开闭的窗户,机器人从该窗口取放料。中控台是整个系统的总体管理、控制和监视的平台,布置在线外进出料平台所在方向,是整个系统的大脑。
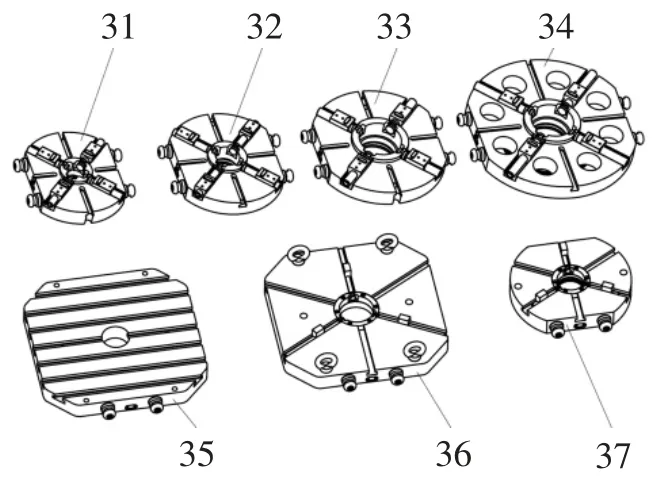
图5 托盘结构及分类示意图
2 工作流程
在图1、图2所示总体布局中,机床分为两排相对布置在车间两侧,每一排机床后面配一条集中排屑机,将机床的废屑通过集中排屑机的支线集中收集到其主线中,再通过集中排屑机的主线分别排到出口废屑收集车里。中间通过护栏将地轨机器人、托盘库、清洗烘干机、三坐标仪和恒温机房包围并与外部隔离起来,仅通过进出料平台将装夹好工件的托盘或生产完成产品的托盘进行线内外的传送。智能生产线俯视图如图6所示。
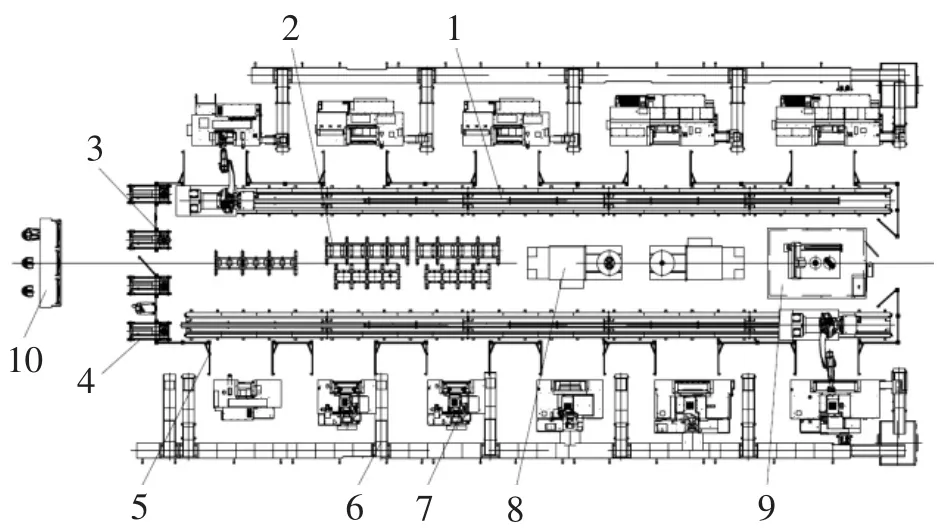
图6 智能生产线俯视图
护栏包括两侧的手动门和对应机床的自动门。手动门平时不开启,当线内遇到特殊情况或者需要维修时,可以打开手动门进入线内进行工作,此时整个生产线处于停止状态,各环节均暂停工作。护栏的自动门位置与机器人在对应机床上下料的位置相协调,当系统处于手动状态时,自动门全部关闭,线内设备不工作,此时可以人工操作机床;当系统处于半自动状态时,机器人和人可以共线工作,自动门为常闭状态,机器人不会到人工操作机床的位置进行上下料,且机器人到位后,自动门才会开启,此时地轨机器人首先通过检测雷达对机床前面区域进行探测,如发现有多余物体则停止上下料并报警;当系统处于全自动状态时,自动门全部打开,人员不得进入操作机床。护栏一方面起到安全防护的作用,另一方面将线内线外区分开来,实现了系统手自切换的功能,可以增加车间内机床的利用率。地轨机器人根据上位机的指示,除了机床上下料外,还可以将托盘从进出料平台取出、取回,在托盘库里存储托盘,将装夹工件的托盘放到清洗烘干机内清洗,或者放到三坐标测量仪中进行加工后的尺寸检测。三坐标仪和恒温机房是整个系统的自动化测量检验部分,其中恒温机房对应地轨机器人方向设计自动开闭的窗户,机器人从该窗口取放料。中控台是整个系统的总体管理、控制和监视的平台,布置在线外进出料平台所在方向,是整个系统的大脑。系统工作流程如图7所示。

图7 系统工作流程图
3 操作系统
通过对柔性单元的机床联网改造预期将达到3个目的,对机床组网通信实现程序上传下载,组态软件的安装实现机床数据采集和运行状态的监控,对机床内置控制器的改造实现机床的远程控制,与机器人的协同[10]。
PLC作为主控系统可实现各设备间的实时通信。触摸屏在进出料平台外侧,操作员可通过触摸屏调用程序指令、观察设备状态。操作员将工件定位在进出料平台的托盘上,机器人抓取此处含有工件的托盘,然后依据程序配方自动送入相应机床,加工完毕后机器人将工件放入清洗机清洗后缓存至托盘物料库中。系统具备托盘存储管理和状态监控等功能,所有工件可通过机器人中转实现自动加工、清洗、测量,显著减轻劳动强度。程序及通信示意图如图8所示,托盘存储示意图如图9所示,状态监控界面如图10所示。
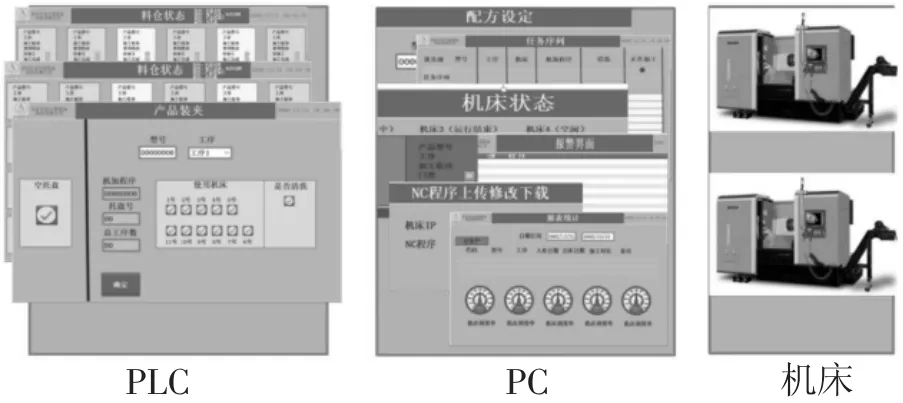
图8 程序及通信示意图

图9 托盘存储示意图
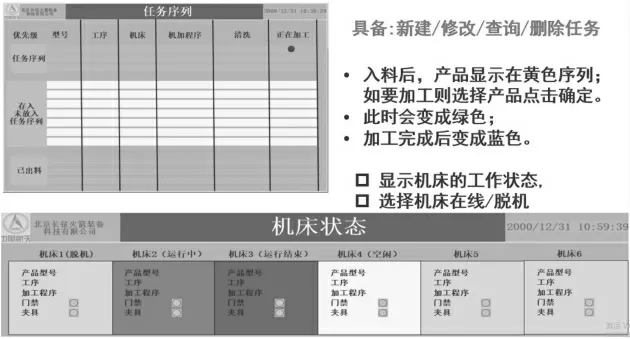
图10 状态监控界面图
4 结语
本设计以较为经济的成本和布局方式实现了车铣混合、灵活可控的多品种小批量泵壳产品的智能制造。该设计使用地轨机器人完成对托盘的进出料、库管理、机床上下料、自动清洗和测量,结构简单,可实施性高,兼容性强,可以通过机器人的不同动作合成形成不同的功能单元,便于后期上位机智能排产的设计。本设计通过自动门护栏实现线外防护,可以实现手动、半自动和全自动的快速切换,同时设计了多种接口统一的托盘结构,可以同时兼顾车铣两种不同切削方式的多种型号机床的自动化加工,整个系统通用性和可扩展性强。系统可以配置清洗、烘干、测量等多种设备,可以实现产品从毛坯到成品的全生命周期制造。系统应用实物图如图11所示。

图11 系统应用实物图
猜你喜欢
科学与财富(2021年36期)2021-05-10 21:01:21
中国交通信息化(2020年7期)2021-01-14 03:18:30
电子制作(2019年20期)2019-12-04 03:51:16
小学阅读指南·低年级版(2018年5期)2018-11-02 10:19:50
小星星·阅读100分(低年级)(2017年6期)2017-06-17 11:05:26
小学生导刊(2017年17期)2017-05-17 05:44:16
世界汽车(2016年8期)2016-09-28 12:09:43
世界汽车(2016年8期)2016-09-28 12:09:00
世界汽车(2016年8期)2016-09-28 12:06:49
公民与法治(2016年16期)2016-05-17 04:16:26