
基于华铸CAE的铸造充型过程卷气缺陷定量预测研究
2024-03-19 00:38宋迎晨计效园沈旭李文周建新殷亚军
精密成形工程 2024年3期
宋迎晨,计效园,沈旭,李文,周建新,殷亚军
基于华铸CAE的铸造充型过程卷气缺陷定量预测研究
宋迎晨,计效园,沈旭,李文,周建新,殷亚军*
(华中科技大学 材料成形与模具技术全国重点实验室,武汉 430074)
针对目前单向流数值模拟软件无法模拟卷入金属液中的气体及其演变情况的问题,开展铸造充型过程卷气缺陷定量预测研究,开发基于华铸CAE的卷气定量预测系统,深入理解铸造卷气缺陷的形成原理与运动机理,准确预测金属充型过程中的卷气量和卷气造成的气孔缺陷,为生产实践提供指导。提出了一种金属充型过程卷入气体搜寻与追踪算法,将卷入金属液中未经考虑的气体进行保留,从而修正单向流系统,并基于此开发了卷气定量预测系统,并对该系统进行了验证。应用该系统后,原本未经考虑而消失的孤立气泡被保留下来以便进行后续计算,对液体体积进行了再分配,保证修改前后液体体积守恒,并修正了金属液速度,实现了卷气定量预测系统的基本功能。开发的卷气定量预测系统能够考虑到卷入金属液中的气体,并对气体做出定量预测,实现金属充型过程中气孔缺陷的定量预测,对生产实践中的工艺优化有一定的指导作用。
铸造;卷气缺陷;数值模拟;充型过程;定量预测
卷气缺陷是在铸造过程中经常出现的一种缺陷,会对铸造的性能造成很大的影响。在充型过程中,液体金属由于较高的流速经常会出现喷射和飞溅等情况,液态金属会产生翻卷或对流,从而导致大量型腔中的气体裹挟进入液态金属中,若金属液裹挟的气体无法及时排出,那么气体就会保留在金属内部,形成卷气缺陷[1],严重影响铸件性能[2-3]。数值模拟技术能够根据液态金属在充型和凝固过程的演变规律对铸造缺陷的产生进行预测,是进行工艺优化的有效手段[4]。目前,人们在卷气的形成机理[5-9]以及铸件卷气缺陷预测[10-13]方面已经做了很多研究,但对于单相流系统金属充型过程中卷气的定量预测仍有所欠缺[14-16]。准确预测金属充型过程中的卷气量,对深入理解卷气的形成与运动机理、准确预测充型过程中由卷气造成的气孔缺陷、准确预测充型过程中的氧化夹杂等缺陷具有重要意义。
针对卷气缺陷的数值模拟及预测,国内外很多学者做了相关研究,也取得了大量的研究成果。陈云祥等[17]基于气相追踪与气泡破碎判据建立了一种卷气缺陷预测模型。该模型以单向流模型为基础,追踪每一计算时间步内被卷入金属液的气体的动态体积变化,在前一时刻与后一时刻的流动场文件中寻找孤立气相,并不断进行对比,从而分析气泡演化过程。毕成等[5]建立了压铸充型过程考虑表面张力的充型过程数值模拟模型,并以表面张力为主要判断依据对卷入气体的演变过程进行建模,建立起压铸充型过程中的卷气缺陷预测模型,但对于气泡的破碎和合并现象只考虑了一分为二和二合为一的情况,对于更复杂的情况仍有待讨论。Caboussat等[18]通过对气泡进行受力分析,用分割算法来解耦充型过程中的物理现象,提出了流体内气泡的破碎判据,并进行了缺陷预测的模拟,结果表明,卷入金属液的气泡对液-气自由表面形状的影响很大,气泡中的压力对气泡的演变过程来说不能忽略。Kimatsuka等[19]考虑到砂型铸造型腔中空气压力、砂型以及气体通过砂型出气孔逸出的影响,利用气体守恒构建方程,模拟了充型过程中气泡的分布。通过与传统实验结果相比较,并与X射线的熔体流动观察相验证,证实了该模型的准确性。Yang等[20]通过大量实验观察记录了液体内气泡的基本形成破裂过程,开发了一种氧化膜夹带跟踪算法,用于对铝铸件模具填充过程中的液态铝流动、折叠和氧化膜夹带进行数值建模。Dai等[21]提出一种自由表面折叠法来预测卷气的发生时机。当金属液浇注速度大于临界速度(0.5 m/s)时,熔体表面会产生湍流,进而发生卷曲和折叠,而当浇注速度控制在0.5 m/s以下时,表面湍流将会显著减少,因此可以用临界速度作为卷气发生的判据。Reilly等[22-23]结合自由表面运输算法提出了一种判定自由表面网格是否发生相互碰撞的方法,运用布尔逻辑标准定义夹带事件,然后放置标志粒子跟踪它们,用于预测卷气发生位置。Majidi等[24]考虑了液体-空气界面处的自由表面湍流,开发了用于预测自由表面的局部空气夹带率的模型,并在铸件填充模拟程序中建立了子网格空气夹带模型。Cao等[25]基于气液多相流模型模拟了锌合金在高压压铸过程中的气体卷入缺陷,计算了2种不同的锌合金HPDC填充工艺,根据模拟和实验结果对卷气缺陷进行了比较。
人们在卷气的形成机理以及铸件卷气缺陷预测方面已经做了许多研究,并进行了大量的验证实验,取得了卓有成效的研究成果。但目前大多数研究针对的是卷气模型的建立、卷气缺陷发生的判据和卷气缺陷位置的预测等方面,对金属充型过程中卷气的定量预测的研究仍有所欠缺。本研究拟开发基于华铸CAE的卷气定量预测系统,深入理解铸造卷气缺陷的形成原理并对其做出准确预测,为生产实践提供指导。
1 卷气定量预测系统核心算法研究
1.1 卷气预测系统核心算法实现
卷气预测系统核心算法利用数组实现树形数据结构,在经过按秩合并和路径压缩算法优化后,每个元素存储有2个数据,一个是该元素的根节点,一个是该元素的秩。
卷气预测系统核心算法步骤如下:
1)初始化,定义一个数组来存储每个元素的根节点,初始化时即为元素自身,该操作只执行一次,初始化算法操作示意图如图1所示。

图1 初始化算法示意图
2)查询,搜寻该元素的根节点。
3)合并,将2个不相交的集合合并为一个集合,共用一个根节点,合并操作示意图如图2所示。

图2 将元素1与元素2合并
开始时,假设有个元素,首先为各个元素进行初始化编号,编号为1~,该编号即为该元素的根节点,初始化后每个元素的根节点为该元素本身,即每个元素为一个单独的集合。然后根据元素相邻的规则,将同属一个集合的元素进行合并。若要进行2个集合的合并,则将一个集合的根节点设为一个集合的根节点,即可将2个树形结构的集合合并。在判断2个元素是否在同一个集合中时,只需判断2个元素根节点是否相同即可。同时,利用路径压缩和按秩合并技术对集合进行压缩,可以在下次查询时极大地提高搜寻效率。算法方案流程图如图3所示。
1.2 卷气预测系统液相连通域搜寻
在搜寻流动场孤立气相连通域之前,需要先验证所写铸造充型过程连通域标记算法的正确性。在华铸软件后处理系统中,显示有孤立液相连通域的个数和坐标,因此可以先编写孤立液相连通域搜寻算法,并与华铸软件的后处理系统进行对比验证,检验所写算法的正确性。
在搜寻孤立气相连通域时,通常对容易发生卷气的S形铸件进行测试,本文也选用S形测试件进行程序检验,测试件的尺寸如图4所示,其中,金属液从底部入口向上填充,在通道的拐角处便会卷曲折叠,发生明显的卷气现象。本文选用S形测试件填充过程某一时刻的流动场文件进行测试,找出该时刻的孤立液相连通域数目及坐标。

图3 卷气预测系统算法流程图

图4 S形测试件尺寸
对该测试件进行充型过程模拟计算,选取充型过程中的一个时刻,对其进行孤立液相连通域判断,并输出孤立液相连通域的数目和坐标,程序运行结果与华铸软件对比如下。
由图5可知,根据华铸软件后处理系统的流域列表统计功能,得出在该时刻铸件型腔中共有2个孤立液相连通域,给出了每个连通域的中心位置坐标以及每个连通域所包含的单元个数,即网格数。其中,2号流域包含了3个网格单元,中心位坐标为(83,41,13)。经过检验,程序输出的网格数目和坐标均正确。由上述对比可知,本文所编写的铸造充型过程连通域标记算法搜寻到的孤立液相连通域的数目和坐标都是正确的,验证了该方法的正确性。

图5 浇注持续时间为0.30 s的充型结果
1.3 卷气预测系统气相连通域搜寻
在正确搜寻孤立液相连通域之后,就可以开始修改程序,进行孤立气相连通域的搜寻。由上述可知,在华铸软件中,规定了网格数值为0时表示空网格,因此要搜寻孤立气相连通域,只需修改合并网格的判断条件即可。仍然选取该测试件进行充型过程模拟计算,选取图4的充型过程时刻,对其进行孤立气相连通域判断,并输出孤立气相连通域的数目和坐标,计算得出孤立气相区数目为49。由孤立气相连通域搜寻程序运行结果可知,铸件充型至这一时刻时,铸型内共包含了49个孤立气相连通域,且有数量众多的细小气泡卷入。
1.4 卷气预测系统消失气相连通域搜寻
由于华铸软件采用的是单相流模拟,其认为金属液卷曲包裹的空腔部分是真空,并没有计算卷入气体的压强大小和运动的趋势,因而在进行后续的计算时,空腔会逐渐消失在金属液中。因此要对比前后2个时刻的文件,搜寻消失的孤立气相连通域。
为了修正这一点,就要首先找到消失的孤立气相连通域。基本思想是首先找到前一时刻流动场文件中的孤立气相连通域,并进行储存记录,然后读取下一时刻流动场文件,判断上一时刻流动场文件中的孤立气相连通域所在的网格是否在下一时刻被填满。如果被填充满,则认为该孤立气相连通域消失,需要将这个消失的孤立气相连通域记录下来;如果未被填充满,则认为该孤立气相连通域仍然存在,暂时不做处理。
仍然选取该测试件进行充型过程模拟计算,找到充型过程中发生卷入气体被填充满的典型时刻,如图6所示,前一流动场文件浇注时间为0.30 s,后一流动场文件浇注时间为0.32 s。
2 卷气定量预测系统实现
2.1 原孤立气相连通域网格数据
华铸软件采用的是单相流模型,在金属液充型模拟过程中并没有考虑卷入气体,因此,在充型的最后时刻,铸件被完全充满。上一章通过对比前后2个时刻的流动场文件,找出了在充型过程中因为没有考虑卷入气体的速度和压强而消失的孤立气相连通域。对于这种消失的孤立气相连通域,需要在后一时刻的流动场文件中保留,从而预测出卷气缺陷发生的位置,所以要对流动场文件进行修正。
首先对消失的孤立气相连通域的网格数据进行修正,该孤立液相连通域的网格在后一时刻被填充满,因此要将后一时刻中该区域网格重新设为气相区。根据数据结构,每个网格中的数据除了包含填充状态的数据之外,还包含、、3个方向的速度值和压强值,所以还需要将该区域网格3个方向的速度值和压强值重新设为0。
仍然以S形测试件为例,找到充型过程中发生卷入气体被填充满的典型时刻,前一充型时刻浇注持续时间为0.30 s,后一充型时刻浇注持续时间为0.32 s,并进行该消失的孤立气相连通域网格数据的修改,修改后的后一时刻流动场文件数据在华铸软件后处理系统上显示结果如图7所示。
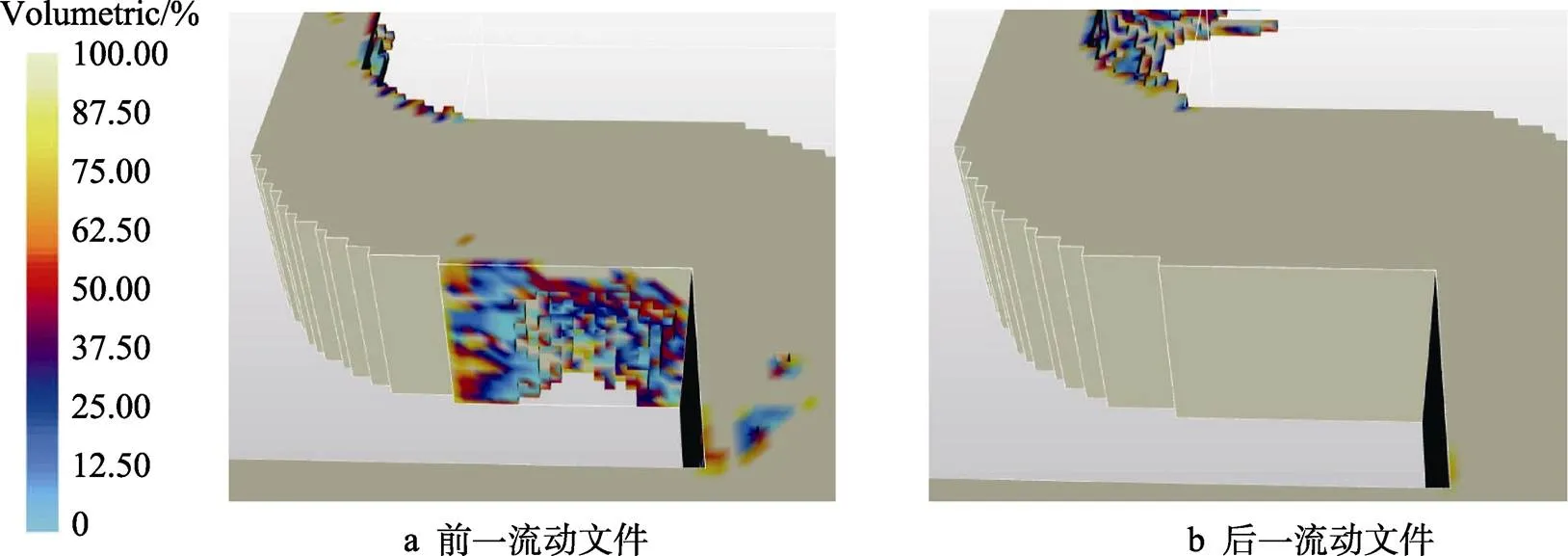
图6 卷入气体消失过程

图7 消失孤立气相连通域网格数据修改示意图
由图7可以看出,通过卷气预测系统核心算法搜寻孤立气相连通域并对流动场文件进行修改后,可以将这种未考虑的消失的卷入气体重新保留下来,从而进行后续卷气缺陷的预测。
2.2 原孤立气相连通域液体体积再分配
将前一时刻消失的孤立气相连通域在后一时刻保留之后,就会造成后一时刻流动场文件在修改前后液体体积不同,即在消失的孤立气相连通域网格内的金属液被清除掉了。因此,为了保证修改前后金属液体积守恒,应该对原来消失的孤立气相连通域液体体积进行再分配。
本文采取的分配策略是将这部分体积的金属液平均分配到界面网格中去,即平均分配到金属液流动前沿。因此,需要首先计算出原来消失的孤立气相连通域网格团的数值,然后找出金属液流动前沿的网格,读出每个界面网格的网格数值以及总的界面网格数目,最后将原来消失的孤立气相连通域网格团的数值平均分配到界面网格中去。
仍然以S形测试件为例,以图6所示的两相邻时刻,将原来消失的孤立气相连通域对应的金属液分配到界面网格中去,对后一时刻的流动场文件进行修改,修改后的流动场文件数据在华铸软件后处理系统上显示结果如图8所示。
由图8可以看出,原来填充到孤立气相连通域的金属液被分配到了流动界面前沿,保证了流动场文件修改前后金属液体积的恒定。
2.3 卷气定量预测系统速度值修正
根据2.2节的论述,对消失的孤立气相连通域的液体进行再分配的过程中,界面网格数值溢出,本文采取的办法是将溢出的网格数据分配到该网格相邻的网格中。那么这部分溢出的网格数据就有可能分配到一个新的空网格中,对于一个新网格,根据流动场文件数据结构,每个铸件网格除了有填充状态的数据外,还有3个方向的速度值以及压强值,因此除了修改界面网格数据外,还需要对新填充的网格赋3个方向的速度值以及压强值,即对卷气定量预测系统的速度值进行修正。
在修正速度值时,对于新网格有2种修正方法,一种是找到与该新网格相邻的已填充的界面网格,将已填充的界面网格3个方向的速度值赋给该网格;一种是利用插值的方法,找到2个及以上与该新网格相邻的已填充的界面网格,根据这几个网格的速度值对该新网格做插值,从而求出该网格的速度值。显然,运用插值法即第二种方法修改新网格的速度值更加准确,因此本文拟采用线性插值的方法对新网格的速度值进行修正。
采用线性插值的速度值修正具体操作如下:1)判断接收溢出网格数据的网格是否为空网格;2)若不是空网格,则不必进行修正;3)若是空网格,分别在3个方向上找到与该网格相邻的2个网格,对该空网格做线性插值,求出该空网格3个方向的速度值。

图8 金属液体积再分配示意图
经过上述操作,便可较为准确地对新网格3个方向的速度值进行修正,从而使后续计算模拟过程更加准确。
2.4 卷气定量预测系统压强值修正
根据流动场文件数据结构,每个铸件网格除了有填充状态的数据和3个方向的速度值以外,还包括网格所在位置的压强值。对于新网格压强值的修正,仍然应该采用更加准确的插值法来进行修正,因此按照与修正速度值相同的方法,采用线性插值修正压强值,具体操作如下:1)判断接收溢出网格数据的网格是否为空网格;2)若不是空网格,则不必进行修正;3)若是空网格,分别在3个方向上找到与该网格相邻的2个网格,对该空网格进行线性插值,求出该空网格3个方向的速度值。
经过上述操作,便可较为准确地对新网格的压强值进行修正。自此,卷气定量预测系统液体体积、速度、压强值修正均已完成,可以利用华铸软件的续算功能对修改过后的流动场文件进行续算,从而检验算法的正确性。
3 卷气预测系统验证及应用
3.1 卷气预测系统的验证
为了验证卷气定量预测系统,本文仍然选取能够产生卷气缺陷的典型铸件S形测试件,如图4所示。剖分网格数为方向网格数为180、方向网格数为200、方向网格数为20,总网格数为720 000。铸件的浇注温度为1 580 ℃,铸型的初始温度为20 ℃。首先利用华铸软件对其进行常规充型模拟,观察金属液在充型过程中的运动状态,充型过程1浇注持续时间为0.23~0.33 s,充型过程2浇注持续时间为0.56~0.73 s,如图9所示。
由图9的充型过程可以看出,在S形测试件充型过程中,在铸件的拐角处发生了强烈的卷气现象,但由于华铸软件采用的是单相流模型,在金属液充型模拟过程中并没有考虑卷入气体,因此可以看到,随着计算的不断进行,卷入金属液的气体逐渐消失在了金属液中。
本文所实现的卷气缺陷预测系统可以对卷入金属液的气体进行搜寻和标记,并将其保留下来。具体操作是利用华铸的续算功能,在华铸软件中计算出一个步长的流动场文件后,使用本算法对比前后2个文件,将消失在金属液中气体找出并保留下来,同时对速度值和压强值进行修正;然后基于修改过的流动场文件继续计算,计算出新的流动场文件后再用本算法进行修正,如此往复,直至充型完毕。应用卷气预测系统后的部分充型过程如图10所示,充型过程1浇注持续时间为0.30~0.36 s,充型过程2浇注持续时间为0.98~1.13 s。

图9 S形测试件部分充型过程:充型过程1(a~c),充型过程2(d~f)

图10 应用卷气预测系统后的部分充型过程:充型过程1(a~c),充型过程2(d~f)
由图10的充型过程可以看出,运用华铸软件的续算功能对应用了卷气缺陷预测系统修改的流动场文件进行续算后,卷入金属液的气体可以在后续的计算过程中被保留下来,能够预测卷气缺陷形成的位置,为预测卷气缺陷提供了一定的指导,同时也验证了卷气缺陷预测系统的可行性。
3.2 卷气预测系统的应用
在实际的生产生活中,铸件的形状往往较为复杂,为了进一步对铸造过程卷气预测系统进行验证,本文选取了实际铸件——壳体对卷气预测系统进行应用,三维示意图如图11所示。
由图11壳体三维示意图可知,该铸件内部结构较为复杂,具有较多的型壁阻挡,金属液从下方进入模具型腔,浇注入口较多,在几股金属液流交汇处以及浇注入口部位容易发生卷气现象。该模壳整体三维尺寸为:270 mm×115 mm×463 mm,剖分网格数为方向网格数180、方向网格数为77、方向网格数为309,总网格数为4 282 740。材料选用Al-Si合金,铸件的浇注温度为700 ℃,铸型的初始温度为20 ℃。
对该铸件进行充型计算模拟,得到一系列流动场数据。将这些数据输入卷气预测系统进行运算,然后利用华铸软件的续算功能进行续算,选取较为典型的充型阶段,将卷气预测系统计算结果与华铸软件原计算结果进行对比。
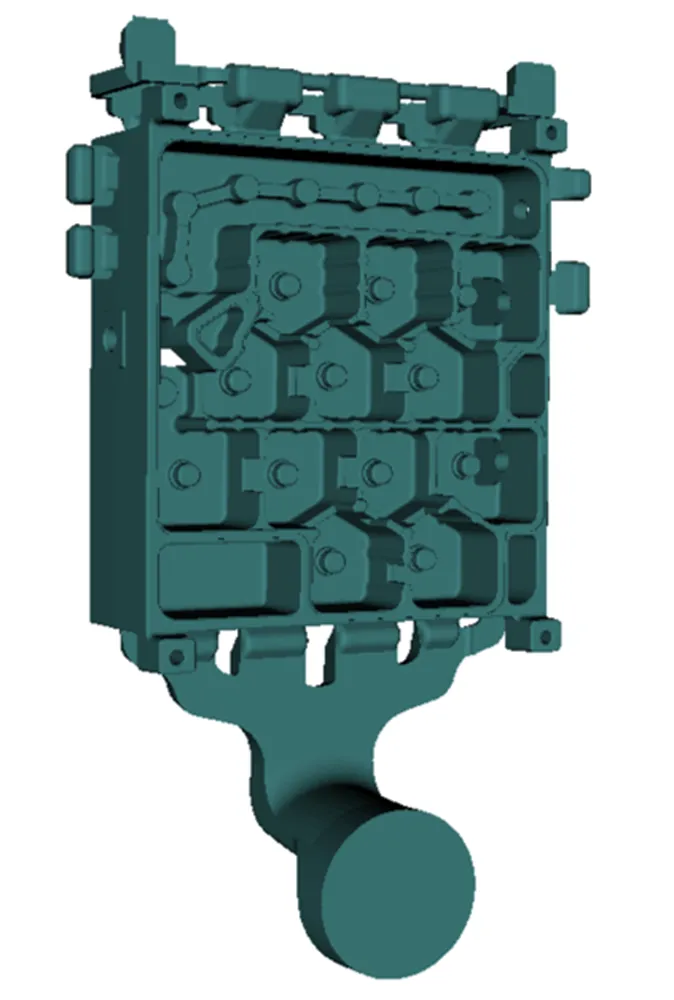
图11 壳体三维示意图
通过对比图12和图13的充型过程可以看出,由于内浇道较多且均在铸件底部,内浇道入口之间有孔结构,在金属液由浇道进入型腔时,在孔结构处发生金属液交汇从而形成卷气。在未应用卷气预测系统时,这些气体在后续的计算过程中消失在了金属液中,而应用了卷气预测系统后,这些卷入金属液中的气体被搜寻到并被保留下来,为铸件可能存在的卷气缺陷提供了一种预测方式。
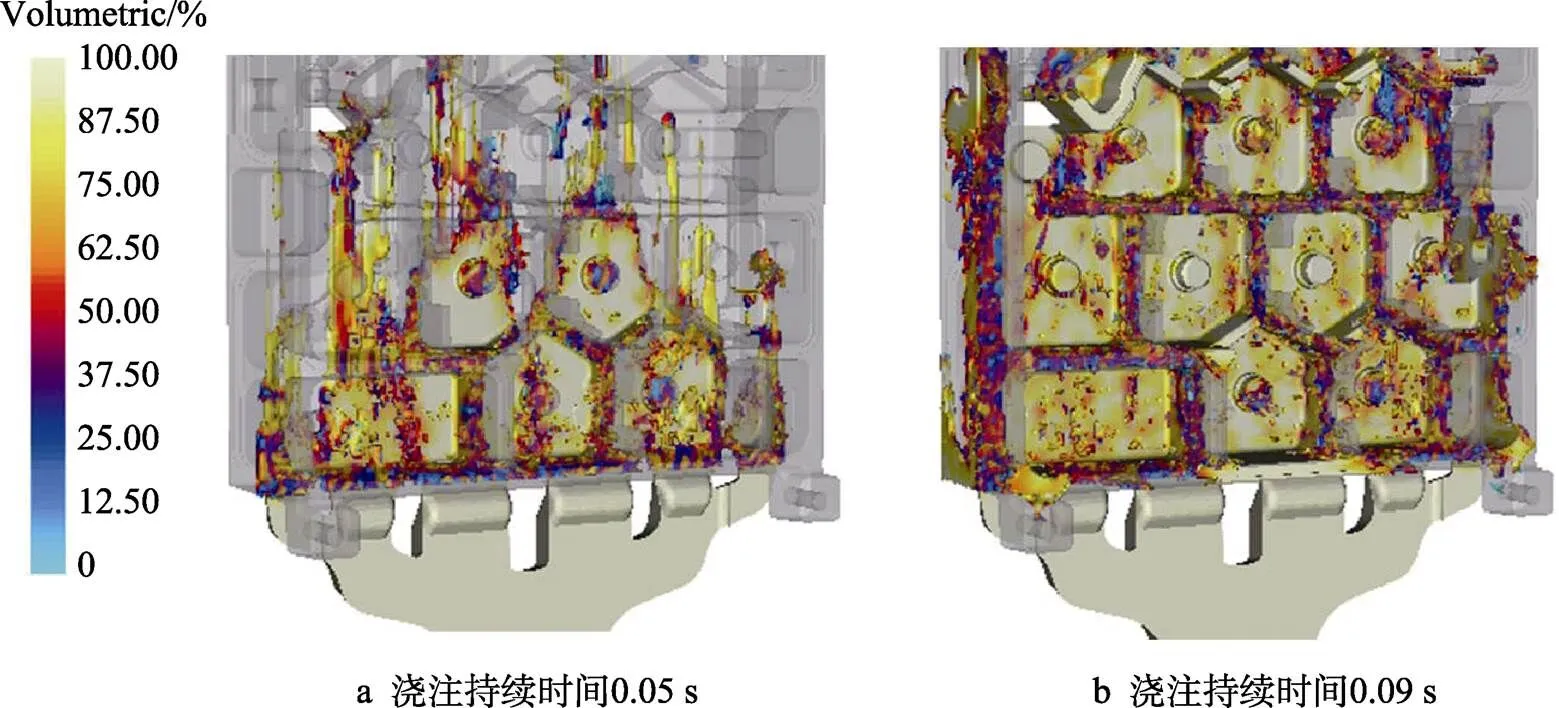
图13 应用卷气预测系统的充型过程(部分)
铸件卷气缺陷预测结果如图14所示,定量预测结果如表1所示。

图14 壳体卷气缺陷预测结果
表1 壳体卷气缺陷定量预测结果(部分)

Tab.1 Results of quantitative prediction of shell air entrainment defects (partial)
通过以上对比可以看出,卷气预测系统可以对卷入金属液的气体进行搜寻,防止其在后续模拟计算中被忽略,并能够预测卷气缺陷可能发生的位置,对预防卷气缺陷发生,改进浇注工艺具有一定的指导作用。
4 总结和展望
本文旨在基于华铸CAE软件,开发卷气定量预测系统。研究了卷气定量预测系统核心算法,通过对液相连通域的搜寻验证了算法的准确性;实现了卷气定量预测系统的基本功能,保留了未经考虑而消失的孤立气相连通域以便进行后续计算,对未经考虑的消失孤立气相连通域的液体体积进行了再分配,保证了修改前后液体体积守恒,利用插值法对卷气定量预测系统的速度值和压强值进行了修正,且验证和应用了该卷气定量预测系统。
[1] 胡亮, 冯振平, 冯璐, 等. 铸造充型过程气孔缺陷的数值模拟研究[J]. 铸造技术, 2016, 37(2): 306-308.
HU L, FENG Z P, FENG L, et al. Numerical Simulation of Porosity Defects in Casting Filling Process[J]. Foundry Technology, 2016, 37(2): 306-308.
[2] GUERRA F V, BEDOLLA-JACUINDE A, VALDES- VERA H, et al. Measurement of Air Entrainment and Its Effect on the Microstructure and Mechanical Properties of a A356 Aluminum Alloy[J]. International Journal of Metalcasting, 2023, 17(3): 2109-2127.
[3] MAJIDI S H, BECKERMANN C. Effect of Pouring Conditions and Gating System Design on Air Entrainment during Mold Filling[J]. International Journal of Metalcasting, 2019, 13(2): 255-272.
[4] 鄯宇, 王业基, 王峰, 等. 低压铸铝件缩孔缺陷数值模拟与工艺改进[J]. 精密成形工程, 2022, 14(4): 139-145.
SHAN Y, WANG Y J, WANG F, et al. Numerical Simulation and Process Improvement of Shrinkage Defects in Low Pressure Aluminum Castings[J]. Journal of Netshape Forming Engineering, 2022, 14(4): 139-145.
[5] 毕成. 压铸充型过程卷气及压室预结晶组织的数值模拟研究[D]. 北京: 清华大学, 2016: 81-85.
BI C. Study on Numerical Simulation of Gas Entrapment and External Solidified Crystals during Mold Filling of High Pressure Die Casting Process[D]. Beijing: Tsinghua University, 2016: 81-85.
[6] 余敏强, 夏伟, 曹文炅, 等. 铝合金压铸件充型凝固过程及气体卷入的数值模拟[J]. 热加工工艺, 2010, 39(1): 36-39.
YU M Q, XIA W, CAO W J, et al. Numerical Simulation of Filling Process and Air Entrapment Condition of Al Alloy Die-Casting[J]. Hot Working Technology, 2010, 39(1): 36-39.
[7] HERNÁNDEZ-ORTEGA J J, ZAMORA R, PALACIOS J, et al. Experimental and Numerical Study of Air Entrapment during the Filling of a Mould Cavity in Die Casting[C]//AIP Conference Proceedings. Zaragoza (Spain). AIP, 2007: 1430-1435.
[8] 余敏强. 轻合金薄壁件压铸工艺的数值模拟研究[D]. 广州: 华南理工大学, 2010: 8-13.
YU M Q. Numerical Simulation of Light Alloy Component in HPDC[D]. Guangzhou: South China University of Technology, 2010: 8-13.
[9] 李莉. 真空压铸流体动力学卷气行为及孔洞形貌分析[D]. 重庆: 重庆大学, 2015: 37-40.
LI L. Analysis of the Fluid Dynamics Gas Entrapment Behavior and Hole Morphology in Vacuum Die Casting[D]. Chongqing: Chongqing University, 2015: 37-40.
[10] 郝静. 铸造充型过程气液两相流动数值模拟的研究[D]. 武汉: 华中科技大学, 2008: 43-48.
HAO J. Study on Numerical Simulation of Gas-Liquid Two-Phase Flow during Mold Filling Process[D]. Wuhan: Huazhong University of Science and Technology, 2008: 43-48.
[11] 李帅君, 熊守美, Mei Li, 等. 应用两相流模型模拟压铸充型过程的卷气现象[J]. 金属学报, 2009, 45(10): 1153-1158.
LI S J, XIONG S M, MEI L, et al. A two-Phase Flow Model for Simulating Air Entrapment during Mold Filling of High Pressure Die Casting Process[J]. Acta Metallurgica Sinica, 2009, 45(10): 1153-1158.
[12] BROUILLIOT D, LUBIN P. Numerical Simulations of Air Entrainment in a Plunging Jet of Liquid[J]. Journal of Fluids and Structures, 2013, 43: 428-440.
[13] 赵浩峰, 张椿英, 于鹏, 等. 铝合金压铸件卷气缺陷的控制[J]. 铸造工程, 2019, 43(5): 72-74.
ZHAO H F, ZHANG C Y, YU P, et al. Control of Infiltration of Gas into Die-Cast Aluminum Alloy Parts[J]. Foundry Engineering, 2019, 43(5): 72-74.
[14] GUERRA F V, ARCHER L, HARDIN R A, et al. Measurement of Air Entrainment during Pouring of an Aluminum Alloy[J]. Metallurgical and Materials Transactions B, 2021, 52(1): 123-137.
[15] 廖敦明, 曹流, 孙飞, 等. 铸造宏观过程数值模拟技术的研究现状与展望[J]. 金属学报, 2018, 54(2): 161-173.
LIAO D M, CAO L, SUN F, et al. Research Status and Prospect on Numerical Simulation Technology of Casting Macroscopic Process[J]. Acta Metallurgica Sinica, 2018, 54(2): 161-173.
[16] R B M. Molten Metal Flow Analysis of Housing Component[J]. International Journal of Research in Engineering and Technology, 2014, 3(23): 55-58.
[17] 陈云祥, 陈卓, 廖敦明. 基于气相追踪与气泡破碎判据的铸件卷气缺陷预测[J]. 铸造, 2021, 70(7): 806- 812.
CHEN Y X, CHEN Z, LIAO D M. Prediction of Air Entrapment Defect in Casings Based on Gas Phase Tracking and Bubble Breaking Criterion[J]. Foundry, 2021, 70(7): 806-812.
[18] CABOUSSAT A, PICASSO M, RAPPAZ J. Numerical Simulation of Free Surface Incompressible Liquid Flows Surrounded by Compressible Gas[J]. Journal of Computational Physics, 2005, 203(2): 626-649.
[19] KIMATSUKA A, OHNAKA I, ZHU J D, et al. Mold Filling Simulation for Predicting Gas Porosity[J]. Modeling of Casting, Welding and Advanced Solidification Processes - XI, 2006, 2: 603-610.
[20] YANG X, HUANG X, DAI X, et al. Numerical Modelling of Entrainment of Oxide Film Defects in Filling of Aluminium Alloy Castings[J]. International Journal of Cast Metals Research, 2004, 17(6): 321-331.
[21] DAI X, JOLLY M, YANG X, et al. Modelling of Liquid Metal Flow and Oxide Film Defects in Filling of Aluminium Alloy Castings[J]. IOP Conference Series: Materials Science and Engineering, 2012, 33: 012073.
[22] REILLY C, GREEN N R, JOLLY M R, et al. The Modelling of Oxide Film Entrainment in Casting Systems Using Computational Modelling[J]. Applied Mathematical Modelling, 2013, 37(18/19): 8451-8466.
[23] REILLY C, GREEN N R, JOLLY M R. The Present State of Modeling Entrainment Defects in the Shape Casting Process[J]. Applied Mathematical Modelling, 2013, 37(3): 611-628.
[24] MAJIDI S H, BECKERMANN C. Modelling of Air Entrainment during Pouring of Metal Castings[J]. International Journal of Cast Metals Research, 2017, 30(5): 301-315.
[25] CAO L, LIAO D M, SUN F, et al. Prediction of Gas Entrapment Defects during Zinc Alloy High-Pressure Die Casting Based on Gas-Liquid Multiphase Flow Model[J]. The International Journal of Advanced Manufacturing Technology, 2018, 94(1): 807-815.
Quantitative Prediction of Air Entrainment Defects in Casting Filling Process Based on InteCAST
SONG Yingchen, JI Xiaoyuan, SHEN Xu, LI Wen, ZHOU Jianxin, YIN Yajun*
(State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University of Science and Technology, Wuhan 430074, China)
The work aims to address the current limitation in numerical simulation software for unaccounted air entrainment and its evolution in molten metal, specifically focusing on the quantitative prediction of air entrainment defects during the casting filling process and develop a quantitative prediction system for air entrainment based on InteCAST to gain a deep understanding of the formation principles and motion mechanics of casting air entrainment defects, thus accurately predicting the volume of entrained air and the porosity defects caused by air entrainment during the metal filling process and providing guidance for practical production. An algorithm for searching and tracking entrained air in the metal filling process was proposed to retain the air that was previously overlooked in unidirectional flow simulations, thereby correcting the unidirectional flow system. Based on this, a quantitative prediction system of air entrainment was developed and validated. After the application of this system, isolated air bubbles that were initially neglected were retained for subsequent calculations. The liquid volume was redistributed, ensuring volume conservation before and after the modification, and the metal liquid velocity was corrected, achieving the basic functionality of the air entrainment quantitative prediction system. The developed air entrainment quantitative prediction system takes into account the air entrained in the molten metal, providing a quantitative prediction of entrained air and enabling the quantitative prediction of porosity defects during the metal filling process. This system offers guidance for process optimization in practical production.
casting; air entrainment defect; numerical simulation; filling process; quantitative prediction
10.3969/j.issn.1674-6457.2024.03.008
TG21
A
1674-6457(2024)03-0086-10
2024-01-23
2024-01-23
国家重点研发计划(2022YFB3706800)
National Key R&D Program of China (2022YFB3706800)
宋迎晨, 计效园, 沈旭, 等. 基于华铸CAE的铸造充型过程卷气缺陷定量预测研究[J]. 精密成形工程, 2024, 16(3): 86-95.
SONG Yingchen, JI Xiaoyuan, SHEN Xu, et al. Quantitative Prediction of Air Entrainment Defects in Casting Filling Process Based on InteCAST[J]. Journal of Netshape Forming Engineering, 2024, 16(3): 86-95.
(Corresponding author)
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15
机械工业标准化与质量(2022年3期)2022-08-12
大连交通大学学报(2021年2期)2021-05-21
大型铸锻件(2021年3期)2021-04-30
原子与分子物理学报(2021年1期)2021-03-29
中国铸造装备与技术(2019年2期)2019-04-01
中国铸造装备与技术(2017年6期)2018-01-22
中国铸造装备与技术(2017年3期)2017-06-21
浙江大学学报(工学版)(2016年11期)2016-06-05
合成技术及应用(2015年2期)2016-01-10
