
基于GA-BP神经网络晶粒尺寸预测模型的轮端轮毂锻造工艺优化
2024-03-19 00:35孔德瑜晏洋张浩邓磊王新云龚攀张茂
精密成形工程 2024年3期
孔德瑜,晏洋,张浩,邓磊*,王新云,龚攀,张茂
基于GA-BP神经网络晶粒尺寸预测模型的轮端轮毂锻造工艺优化
孔德瑜1,晏洋2,张浩1,邓磊1*,王新云1,龚攀1,张茂1
(1.华中科技大学 材料成形与模具技术全国重点实验室,武汉 430074;2.湖北三环锻造有限公司,湖北 襄阳 441700)
针对6082铝合金轮端轮毂在热处理过程中出现的粗晶问题,利用基于遗传算法优化的BP神经网络晶粒尺寸预测模型模拟优化锻造工艺方案,避免产生粗晶。以遗传算法替代梯度下降法优化神经网络各节点的权值和阈值,建立高精度的GA-BP神经网络晶粒尺寸预测模型,再以轮端轮毂为对象,设计锻造工艺方案并利用Deform进行微观组织仿真,研究压下速率、坯料初始温度对晶粒尺寸的影响,获得最优方案。优化模型预测的晶粒尺寸平均值和最大值的平均绝对百分比误差分别为2.55%、0.43%,与常规的BP神经网络相比,准确性有了较大提高。对比不同锻造方案的结果,得到轮毂较优的初始坯料温度为500 ℃,压下速率为200 mm/s,经试验验证,锻件特征位置的晶粒尺寸预测值与实际值之间的误差均在10%以下,表明该预测模型具有良好的工程应用价值。遗传算法的引入大大增强了BP神经网络的全局寻优能力,提高了模型的准确性。在Deform中复现的预测模型对锻件的晶粒尺寸分布有较好的预测效果,并基于此成功模拟、优化了轮端轮毂的锻造方案。
轮端轮毂;晶粒尺寸预测;遗传算法;神经网络;数值模拟
近年来,由于装配和轻量化的要求,轮端轮毂逐渐发展为轮端轮毂单元,其由带法兰盘的内圈和外圈组合而成,带法兰盘的外圈连接在悬架上,内圈连接到刹车盘和钢圈上,主要承担2大功能:一是承载车身的重量,二是为轮毂提供精准导向。其在服役过程中同时承受轴向载荷和径向载荷,要求制件须具有优良的机械性能,故目前越来越多的轮端轮毂选择采用锻造成形以满足高性能要求[1-3]。随着节能减排要求的提高[4],轻量化成为汽车行业紧迫的发展需求,6XXX系铝合金以其轻质、高比强度、高刚度、耐蚀的优势成为理想选材之一[5-8]。
但该类型锻件形状较为复杂,在锻造过程中不同部位金属的变形程度不均匀,如果锻造过程及后续的热处理控制不当,就会使锻件在热处理中出现异常晶粒长大现象,产生粗晶,导致制件的强度、延伸率、疲劳性能下降[9-12]。针对异常晶粒长大现象,学者们从不同的角度开展了研究,Birol[13]分析了6082铝合金挤压棒材的成形温度和Cr的浓度对锻件表面粗晶区晶粒尺寸的影响,发现较高的挤压温度可降低应变能,能有效延缓锻件表面在热处理时的静态再结晶及晶粒生长,Cr则能形成钉扎晶界的第二相,抑制晶界迁移。陈微等[14]研究了变形温度、应变量以及应变速率对固溶时6061铝合金锻件粗晶形成的影响,认为预锻时采用较高的变形温度和较小的变形量,终锻时采用较低的变形温度和较大的变形量能有效地控制粗晶尺寸。Vysotskiy等[15]研究了6061铝合金热成形过程中的异常晶粒长大现象,认为合适的预拉伸工艺可以激活更多的再结晶,从而有效抑制异常晶粒长大行为。张继祥等[16]采用Monte Carlo Potts改进模型,模拟研究了高纯铝在各向异性晶界能和晶界迁移率条件下的晶粒长大行为,分析了组织、动力学和晶粒尺寸分布特征,结果表明:异常晶粒长大只出现在中等强度的织构组织中,而不会在太强或太弱的织构组织中出现。
铝合金锻造过程中的晶粒尺寸演化受到多种因素的影响,仅通过实验方法难以定量描述工艺参数对晶粒尺寸演化的影响规律。因此,探明工艺参数与晶粒尺寸之间的关系,建立铝合金锻件晶粒尺寸及粗晶的预测模型,对锻件的精密成形和组织调控具有重要意义。传统晶粒尺寸预测模型大多是唯象模型,根据试验观察到的物理现象总结获得,比如Gourdet等[17]构建的晶粒尺寸指数模型,描述了铝合金动态再结晶后的平均晶粒度随应变、应变速率及温度的变化规律。但唯象模型由于本身的限制,当输入变量的种类变多时,模型的构建会愈发困难,需要耗费大量的时间、精力,且唯象模型仅能处理特定类型的数据,难以构建高维、非线性或复杂数据集之间的联系。利用BP神经网络可以同时分析多种影响因素的共同作用,与其他算法相比,BP神经网络易于处理高维、非线性或复杂的数据集,具有非线性映射能力强、精度高、可重复性好、成本低、预测能力强等优势,可以方便快捷地建立锻件工艺参数与晶粒尺寸之间的非线性关系,因此在晶粒尺寸预测领域得到了广泛应用。唐士杰[18]利用神经网络模型建立了铝合金平均晶粒尺寸的预测模型,分析了铸造速度、浇注温度、电压、磁场频率及电磁强度等工艺参数对铸造铝合金平均晶粒尺寸的影响规律,并利用得到的预测模型改进了3001铝合金低频电磁铸造的工艺方案。刘彬等[19]基于正交实验获得的优选实验数据,建立了Mg-Al-Ca系合金的人工神经网络晶粒尺寸预测模型,模型具有较高的平均相关系数和较低的误差。李海娜[20]引入粒子群PSO算法优化了基于BP神经网络的铝带坯晶粒度软测量模型,提高了原有晶粒尺寸预测模型的实时性、稳定性和泛化能力,对铝带坯晶粒度的在线实时测量研究具有重要意义。
本工作针对6082铝合金轮端轮毂锻件在后续热处理过程中发生的粗晶现象,建立基于遗传算法优化的BP神经网络晶粒尺寸预测模型,结合有限元模拟,研究轮端轮毂不同锻造方案的晶粒尺寸分布,分析晶粒尺寸演化规律,并依据最优的模拟方案进行试验验证。
1 晶粒尺寸预测模型的建立
BP神经网络通过沿着网络误差变化的负梯度方向调节网络的权值和阈值,最终使网络误差达到极小值或最小值。然而由于梯度下降算法本身的局限性,传统BP学习算法通常存在收敛速度慢、容易陷入局部极小值等缺点[21-22]。而遗传算法则是一类模拟生物界适者生存、优胜劣汰的进化机制演化而来的启发式随机搜索算法,其利用概率化的寻优,通过一连串选择、交叉、变异的遗传迭代,无需误差函数的梯度信息就可以高效可靠地搜寻到全局中的最优解,是一种优化、搜索和机器学习的有力工具。将遗传算法和BP神经网络结合(以下称为GA-BP神经网络),以遗传算法取代传统的梯度下降法来调整神经网络的连接权值和阈值,迭代得到神经网络隐含层各个节点最优的权值、阈值,优化神经网络的运算,能够克服BP算法在训练权值时易陷入局部最优的缺点[23-25]。
由于本文数据有限,神经网络的输入参数与输出参数较多,利用单级神经网络进行预测波动性较大,所以本文利用几何必需位错密度、晶粒参考取向偏差作为过渡构建了双级神经网络[26],即以变形温度、应变速率、变形量作为第一级神经网络的输入,以几何必需位错密度、晶粒参考取向偏差大于5°区域的占比[27]作为输出,再以这2个反映试样变形状态的微观组织特征参数及固溶温度、固溶时间作为第二级神经网络的输入,以晶粒尺寸平均值和最大值作为输出,将文献[27]的20组热压缩正交试验数据集中80%的数据作为训练集输入GA-BP和BP神经网络模型分别进行训练,并对余下的数据进行预测,2种模型的晶粒尺寸平均值的平均绝对百分比误差(Mean Absolute Percentage Error,MAPE)如图1所示。由图1可知,在相同的拓扑结构下,GA-BP模型的MAPE值远低于BP模型。为兼顾预测精度和计算耗时,选定隐含层数为3,此时BP模型、GA-BP模型的MAPE值分别为12.64%、2.55%,可见,遗传算法的引入大大提高了BP模型的全局寻优能力,增强了模型的准确性。
GA-BP模型关于晶粒尺寸平均值和最大值的预测结果与实际结果的对比如图2所示,可以看出,预测值与实际值之间相差较小,表明GA-BP晶粒尺寸预测模型能够准确预测6082铝合金变形-热处理后的晶粒尺寸。
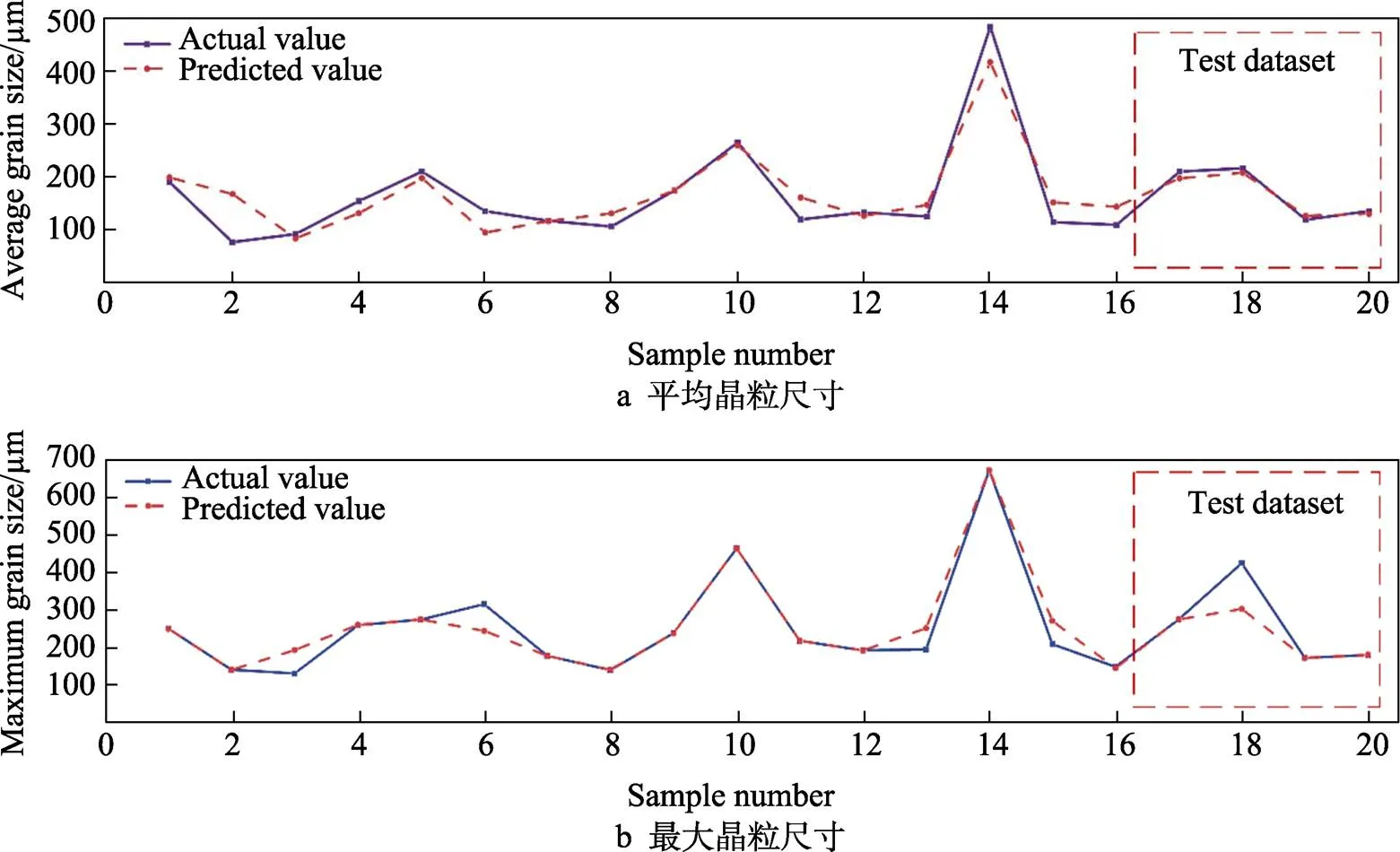
图2 GA-BP模型晶粒尺寸预测值与实际值对比
模型在建立后,被集成入Deform模拟软件,用于晶粒尺寸的预测,其工作流程如图3所示。要实现Deform中神经网络的构建,主、子程序之间参数的传递与计算,以及在后处理中对晶粒尺寸平均值、晶粒尺寸最大值、粗晶评价因子等数值的查看,还需要事先在子程序中定义相应的变量。其中,粗晶评价因子等于单元晶粒尺寸最大值与晶粒尺寸平均值的比值,本研究将该数值大于2视作相应区域发生了异常晶粒长大。在相应变量设置完成后,将GA-BP模型3个隐含层的权重、阈值导出,依据GA-BP模型结构重新编译子程序即可完成晶粒尺寸预测模型的集成[28]。
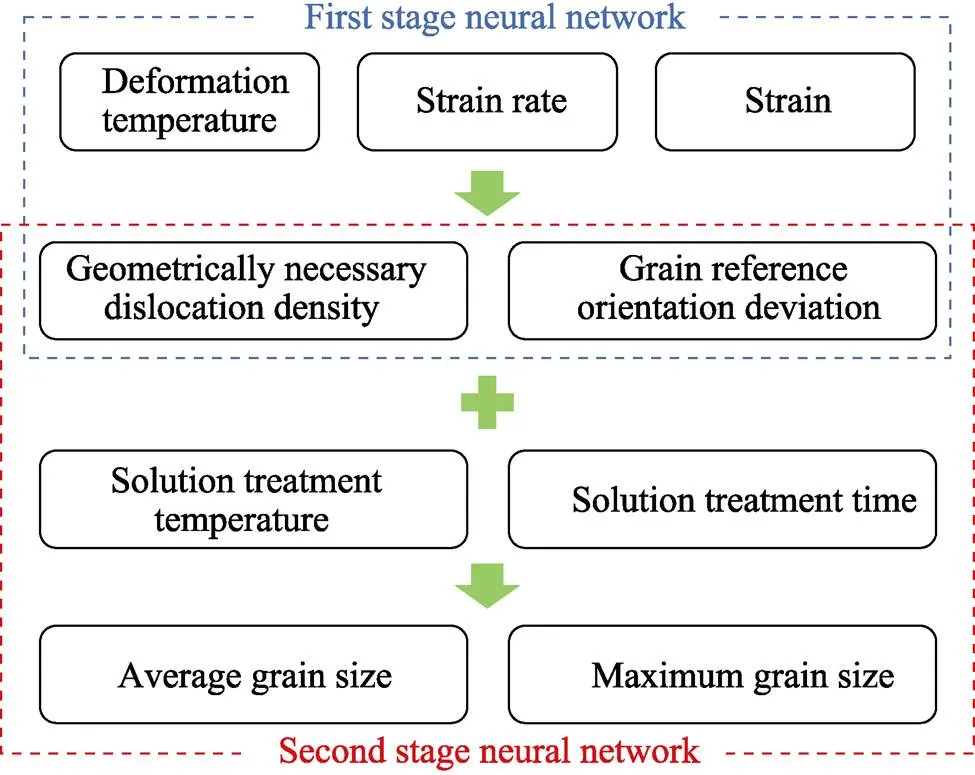
图3 GA-BP神经网络模型工作流程
2 轮端轮毂锻造工艺方案设计
图4为本文研究的轮端轮毂锻件,为旋转对称结构,其具有以下特征:
1)法兰盘大而薄,直径为383.3 mm,厚度为25.9 mm,成形难度大。
2)锻件整体高度为251.6 mm,截面变化大,杆部外侧存在规则排列的突起,一次成形难度大。
根据锻件的结构特征,设计了轮端轮毂“预锻-终锻”两道次成形工艺,终锻采用小飞边精锻工艺,飞边槽只设桥部,不设仓部,虽然增加了锻件的成形力,但金属流入飞边槽阻力增大,金属能更好地充型,飞边体积小,大大节省了材料的成本。
预锻件形状的设计应保证终锻成形时金属能顺利充填型腔,轮端轮毂成形的难点在于其较深的内腔及大直径的法兰盘[29],因此在预锻成形时,应预先成形部分形状且预锻件尺寸应使终锻成形时的多余金属能合理流动,以较小的成形力充满模具型腔,避免金属回流、折叠等缺陷的发生,还应保证预锻件的高度尺寸大于终锻件2~5 mm,确保终锻成形时金属流动以镦粗为主。设计出的预锻件如图5所示。
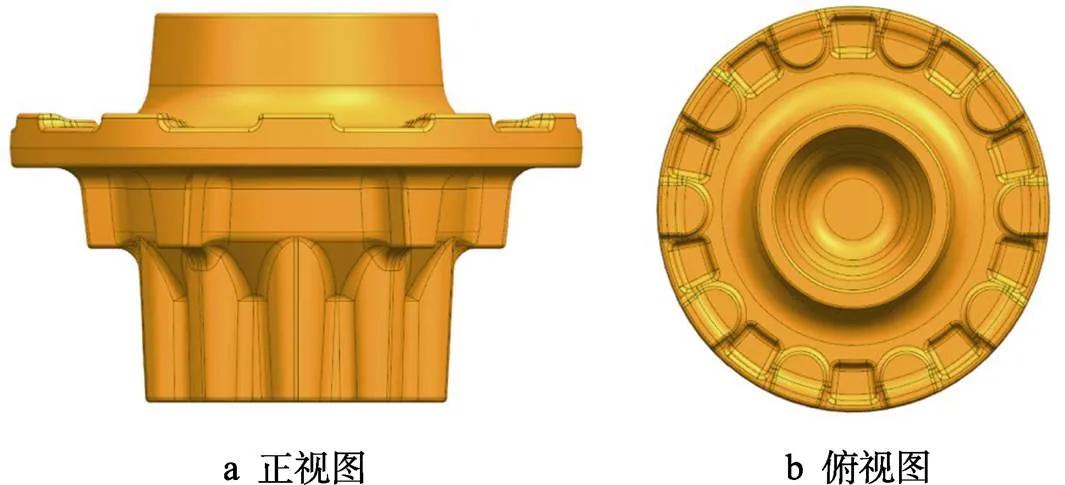
图4 轮端轮毂锻件的三维模型
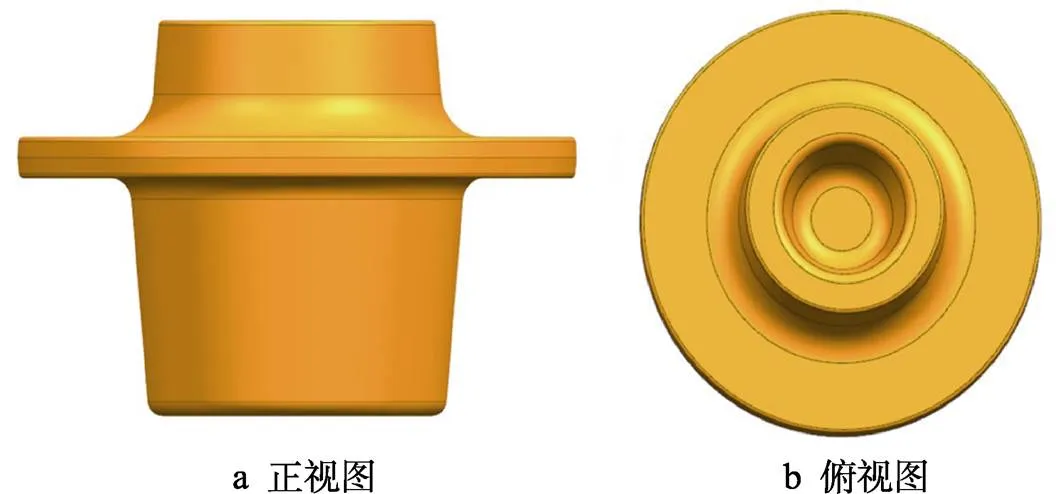
图5 轮端轮毂预锻件的三维模型
采用Deform软件对轮端轮毂的预锻和终锻进行有限元模拟,上下模初始温度设置为200 ℃,摩擦系数设置为0.4,热传导率设置为11 N/s/mm/℃,锻件后续热处理为标准的T6热处理,即固溶处理(530 ℃,2.5 h)和时效处理(170 ℃,10 h)。本文研究的工艺参数为预锻阶段的初始坯料温度和压下速率,不同方案的参数设置见表1。
表1 不同方案的初始坯料温度和压下速率
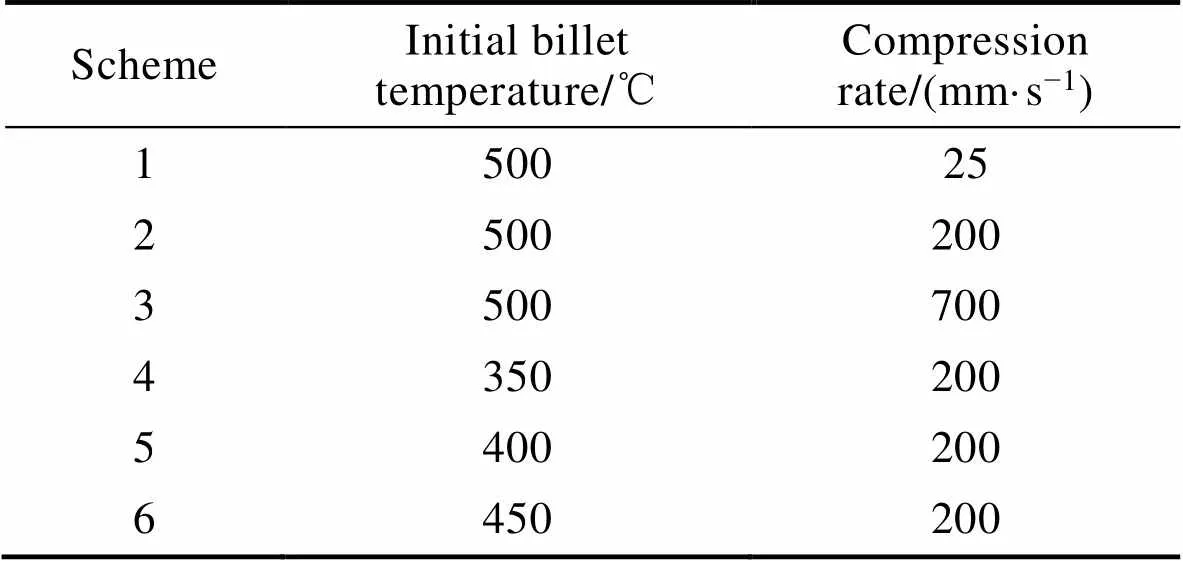
Tab.1 Initial billet temperature and compression rate settings for different schemes
3 结果与讨论
3.1 轮端轮毂锻件的物理场分布
以方案3模拟结果为例,对锻件温度场、应变场、应变速率场等的分布特征进行说明,其预锻件、终锻件的应变分布分别如图6a~b所示,终锻时锻件内腔的大部分应变在1.5~1.9,内腔下部与轮毂的法兰盘边缘处等效应变在3左右。在应变速率方面,由图6c~d可知,成形过程中大部分区域应变速率在10 s−1以下,而法兰盘外缘处应变速率较高,达到了50 s−1,综合应变分布和应变速率分布可以看出,法兰盘的金属变形剧烈,相应地,在图6e~f中,温度较高的位置主要分布在锻件的上半部分及法兰盘的外缘,温度在510 ℃以上,锻件内腔与锻模接触部分由于热传递的作用,温度较锻件主体部分低。终锻时由于法兰盘外缘处金属剧烈变形,温度会进一步升高至530 ℃以上,锻件内腔中部温度则进一步降低至490 ℃以下。整体来看,锻件模拟过程中未出现折叠、充不满等缺陷,两步成形工艺取得了较好的成形效果。
3.2 工艺参数对晶粒尺寸的影响
基于对Deform用户子程序的二次开发,得到了轮毂锻件热处理后的晶粒尺寸预测结果,压下速率不同的模拟结果如图7所示,从图7a、d可以看出,压下速率为25 mm/s时,锻件整体晶粒尺寸在130 μm左右,晶粒尺寸较小,但在上下内腔隔断处、法兰盘以及外壁突起处出现了严重的异常晶粒长大。压下速率为200 mm/s时,锻件中为协调变形而增殖、运动的位错数量增多,不同应变区域间位错密度梯度较小,变形储能差异就较小,热处理时,这些位错提供了足够多的形核位点,加之有变形储能作为驱动力[30],热处理过程中多数晶粒能够长大,另外从图7e中可以看出,晶粒尺寸最大值与平均值相近,比较均匀。压下速率为700 mm/s时,位错数量进一步增多,同时不同应变区域间位错密度梯度增加,形变储能差异增大,热处理后,不仅平均晶粒尺寸较压下速率为200 mm/s时有所增加,晶粒尺寸最大值与平均值之间的差异也有所提高。综合上述分析和实际生产效率来看,锻造压下速率应在200 mm/s左右。
不同初始坯料温度的有限元模拟结果如图8所示,从图8a、d可以看出,坯料初始温度为350 ℃时,锻件上内腔底部整体晶粒尺寸较大,在242.5 μm以上,锻件腔体内壁的粗晶评价因子在2以上,出现了异常晶粒长大现象。随着坯料初始温度的升高,锻件整体的晶粒尺寸减小,粗晶评价因子逐渐降低,晶粒尺寸分布更为均匀,异常晶粒长大区域逐渐减小。这是由于锻件在较高温度下成形时,位错合并与晶界迁移运动加剧,晶粒的形变储能得到释放,抑制了后续热处理过程中的再结晶及晶粒长大行为,有效地细化了晶粒。当坯料初始温度上升到450 ℃时,异常晶粒长大区域几乎消失,锻件整体晶粒尺寸在210.3 μm左右。与图7b、e对比可以发现,坯料初始温度升高到500 ℃时,锻件整体晶粒尺寸更加细小、均匀。
综上,轮端轮毂的最优工艺参数为:压下速率200 mm/s,初始坯料温度500 ℃。
3.3 最优方案实际验证
为验证最优锻造工艺方案的准确性,开展了轮端轮毂的锻造实验,在锻件纵剖面取样并进行EBSD表征,取样位置如图9所示,#1、#2、#3、#4位置分别位于轮毂法兰盘外缘、锻件主体部分、内腔上壁边缘部分与内腔下壁边缘部分。

图6 方案3模拟结果
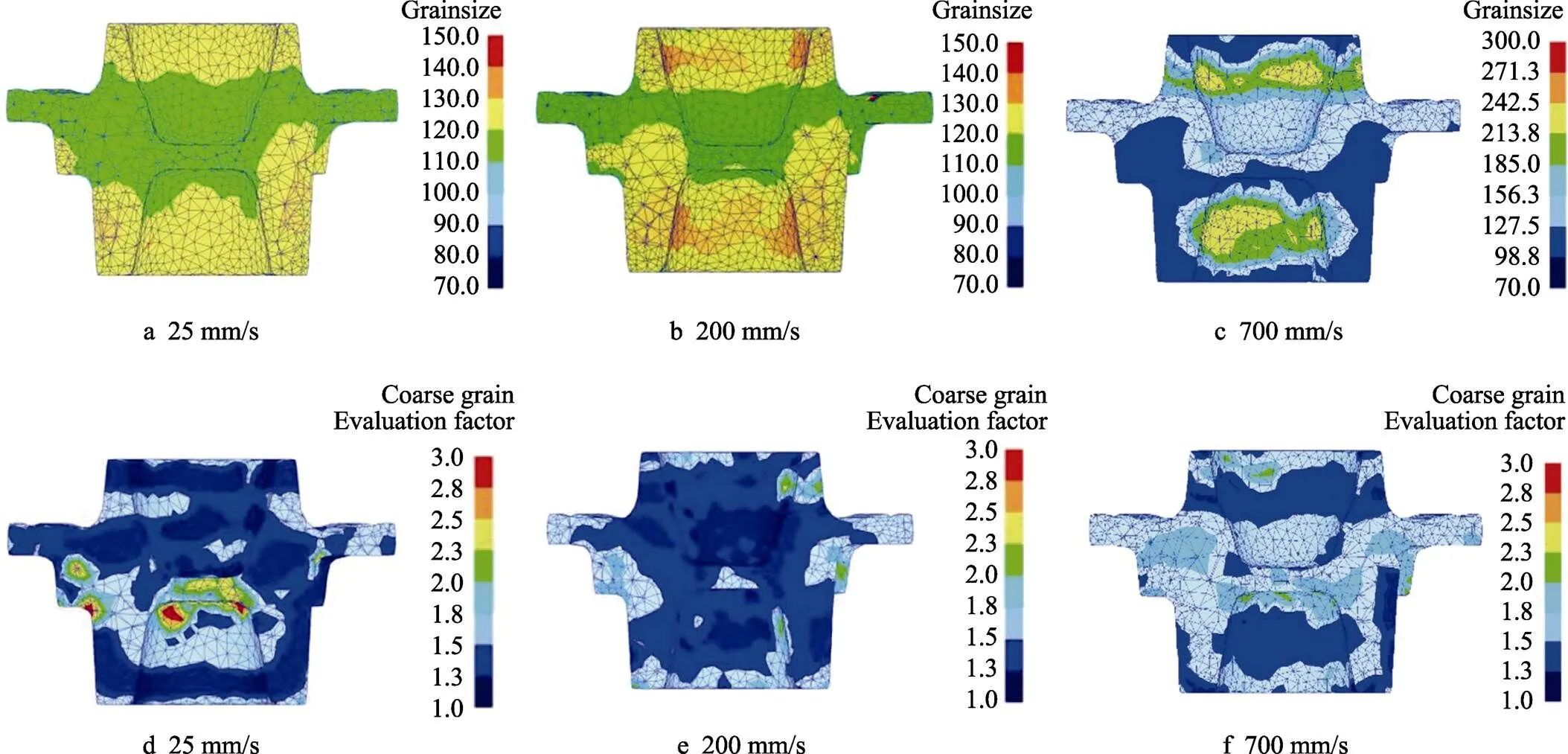
图7 不同压下速率下锻件的晶粒尺寸分布及异常晶粒长大区域分布

图8 不同初始坯料温度下锻件的晶粒尺寸分布及异常晶粒长大区域分布

图9 锻件纵剖面取样位置
图10为EBSD表征得到的不同取样位置的微观组织,图11为利用OIM分析软件得到的4个取样位置的晶粒尺寸平均值与晶粒尺寸最大值的统计结果。可以看出,4个位置晶粒尺寸的平均值均在150 μm以下,最大值在270 μm以下,区域内晶粒尺寸较小且较为均匀,未出现异常晶粒长大现象,说明该锻造方案取得了较好的效果,验证了高温低速是轮端轮毂成形较优的工艺区间。
取样位置晶粒尺寸的预测值与实际值的对比如图11所示,4个位置晶粒尺寸平均值的误差分别为3.51%、9.83%、4.83%、6.57%;晶粒尺寸最大值的误差分别为8.69%、3.65%、5.79%、5.51%,2种指标预测值与实际值的误差均在10%以下。表明晶粒尺寸预测模型针对锻件的晶粒尺寸分布有较好的预测效果,可用于轮端轮毂锻件及以镦粗成形为主的6082铝合金锻件工艺方案的预测和优化。
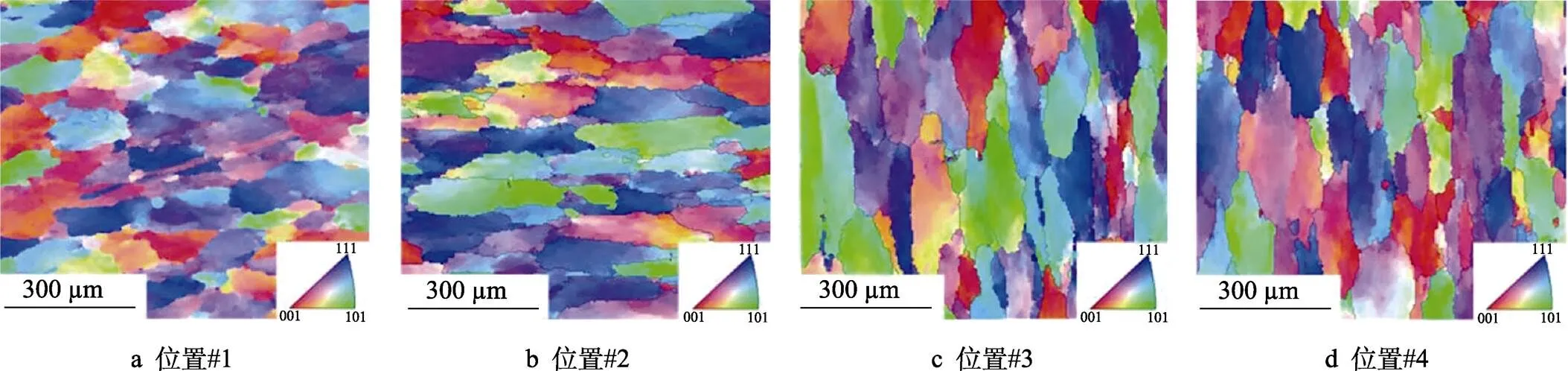
图10 不同取样位置的取向成像图
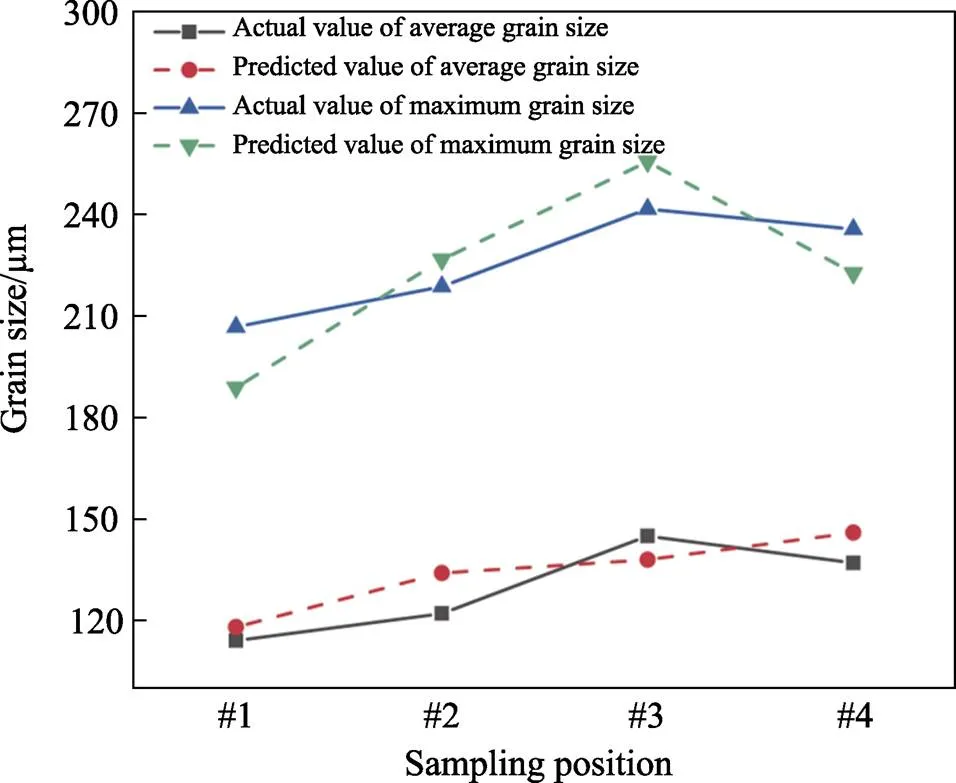
图11 取样位置晶粒尺寸预测值及实际值对比
4 结论
本工作优化了BP神经网络晶粒尺寸预测模型,通过二次开发将其嵌入Deform并对轮端轮毂不同压下速率和不同初始坯料温度的锻造方案进行了模拟优化,最终依据优化方案进行实际锻造,对比模拟结果和实际锻造结果,得出以下结论:
1)利用遗传算法优化的BP神经网络模型在相同拓扑结构下与原BP神经网络模型相比,预测准确度得到了大幅提高。
2)根据轮端轮毂锻件的形状特点设计了“预锻-终锻”的两步成形工艺,在预锻时先成形部分内腔及外法兰盘,再由终锻完成最终成形。有限元模拟结果表明,设计的两步成形工艺取得了较好的效果。
3)利用晶粒尺寸预测模型模拟了锻件锻造和热处理后的晶粒尺寸分布,模型有较好的预测效果。针对锻件的粗晶问题,开展了不同压下速率及不同初始坯料温度的锻造模拟实验。对比模拟结果并进行实际验证后得到轮端轮毂较优的初始温度为500 ℃左右,较优的压下速率为200 mm/s左右,相应的锻件晶粒尺寸细小均匀,成形效果较好。
[1] 徐圆义. 基于服役性能及锻造工艺的6061铝合金轮毂结构优化[D]. 合肥: 合肥工业大学, 2019.
XU Y Y. Optimization of 6061 Aluminum Alloy Wheel Hub Structure Based on Service Performance and Forging Process[D]. Hefei: Hefei University of Technology, 2019.
[2] 郭巍. 轿车轮毂轴承单元精锻工艺设计及数值模拟[D]. 武汉: 武汉理工大学, 2008.
GUO W. The Process Engineering and Numerical Simulation on Precision of Hub Unit Bearing[D]. Wuhan: Wuhan University of Technology, 2008.
[3] 冯仪, 余俊, 夏自力, 等. 汽车轮毂精锻成形工艺与自动化精锻生产线的研发及应用[J]. 锻压技术, 2021, 46(11): 11-17.
FENG Y, YU J, XIA Z L, et al. Development and Application of Automobile Wheel Hub Precision Forging Process and Automated Precision Forging Production Line[J]. Forging & Stamping Technology, 2021, 46(11): 11-17.
[4] DAS S, GRAZIANO D, UPADHYAYULA V K K, et al. Vehicle Lightweighting Energy Use Impacts in U.S. Light-Duty Vehicle Fleet[J]. Sustainable Materials and Technologies, 2016, 8: 5-13.
[5] 洪腾蛟, 董福龙, 丁凤娟, 等. 铝合金在汽车轻量化领域的应用研究[J]. 热加工工艺, 2020, 49(4): 1-6.
HONG T J, DONG F L, DING F J, et al. Application of Aluminum Alloy in Automotive Lightweight[J]. Hot Working Technology, 2020, 49(4): 1-6.
[6] SHANG B C, YIN Z M, WANG G, et al. Investigation of Quench Sensitivity and Transformation Kinetics during Isothermal Treatment in 6082 Aluminum Alloy[J]. Materials & Design, 2011, 32(7): 3818-3822.
[7] LIU Y, LIU H B, CHEN Z H. Post-Fire Mechanical Properties of Aluminum Alloy 6082-T6[J]. Construction and Building Materials, 2019, 196: 256-266.
[8] ZHOU B, YANG L, YANG S B, et al. Stress Corrosion Behavior of 6082 Aluminum Alloy[J]. Materials and Corrosion, 2020, 71(7): 1194-1205.
[9] WANG Z X, CHEN L, TANG J W, et al. Strategy for Suppressing Abnormal Grain Growth of ZK60 Mg Alloy during Solution by Pre-Compression: A Quasi-in-Situ Study[J]. Journal of Materials Science & Technology, 2024, 171: 115-128.
[10] TANG J W, CHEN L, ZHAO G Q, et al. Formation Mechanism and Evolution of Surface Coarse Grains on a ZK60 Mg Profile Extruded by a Porthole Die[J]. Journal of Materials Science & Technology, 2020, 47: 88-102.
[11] UTTARASAK K, CHONGCHITNAN W, MATSUDA K, et al. Evolution of Fe-Containing Intermetallic Phases and Abnormal Grain Growth in 6063 Aluminum Alloy during Homogenization[J]. Results in Physics, 2019, 15: 102535.
[12] ZOU X, LIU C L, DENG M Y, et al. Inhibition of Abnormal Grain Growth in Stir Zone via In-Situ Intermetallic Particle Formation during Friction Stir Welding of AA6061[J]. Acta Metallurgica Sinica (English Letters), 2023, 36(4): 597-610.
[13] BIROL Y. Effect of Extrusion Press Exit Temperature and Chromium on Grain Structure of EN AW 6082 Alloy Forgings[J]. Materials Science and Technology, 2015, 31(2): 207-211.
[14] 陈微, 谷艳飞, 官英平. 锻造高钛6061铝合金粗晶控制方法的研究[J]. 热加工工艺, 2018, 47(21): 61-65.
CHEN W, GU Y F, GUAN Y P. Study on Coarse Grain Control Method of Forged High Titanium 6061 Aluminum Alloy[J]. Hot Working Technology, 2018, 47(21): 61-65.
[15] VYSOTSKIY I V, MALOPHEYEV S S, MIRONOV S Y, et al. Optimization of Friction-Stir Welding of 6061-T6 Aluminum Alloy[J]. Physical Mesomechanics, 2020, 23(5): 402-429.
[16] 张继祥, 关小军. 异常晶粒长大的Monte Carlo模拟[J]. 中国有色金属学报, 2006, 16(10): 1689-1697.
ZHANG J X, GUAN X J. Simulation of Abnormal Grain Growth by Monte Carlo[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(10): 1689-1697.
[17] GOURDET S, MONTHEILLET F. A Model of Continuous Dynamic Recrystallization[J]. Acta Materialia, 2003, 51(9): 2685-2699.
[18] 唐士杰. 铝合金微观组织的神经网络预测研究[D]. 沈阳: 东北大学, 2020.
TANG S J. Study on Prediction of Microstructures of Aluminum Alloys Using Neural Network Method[D]. Shenyang: Northeastern University, 2020.
[19] 刘彬, 汤爱涛, 潘复生, 等. 基于参数优选的人工神经网络的Mg-Al-Ca系铸态合金晶粒尺寸预测模型[J]. 材料导报, 2011, 25(18): 117-120.
LIU B, TANG A T, PAN F S, et al. A Model for Predicting Grain Sizes of As-Cast Mg-Al-Ca Alloys Based on an Artificial Neural Network with Parameter Optimization[J]. Materials Review, 2011, 25(18): 117-120.
[20] 李海娜. 基于PSO-BP神经网络的铝带坯晶粒度软测量建模及优化[D]. 长沙: 中南大学, 2009.
LI H N. Soft Sensor Modeling and Optimization of Aluminum Strip Grain Size Based on PSO-BP[D]. Changsha: Central South University, 2009.
[21] YU H H, YIN A M, XU Z, et al. Grain Size Characterization of TA1 with GA-BP Neural Network Using Laser Ultrasonics[J]. Optik, 2023, 275: 170600.
[22] YU F, XU X Z. A Short-Term Load Forecasting Model of Natural Gas Based on Optimized Genetic Algorithm and Improved BP Neural Network[J]. Applied Energy, 2014, 134: 102-113.
[23] DING S F, SU C Y, YU J Z. An Optimizing BP Neural Network Algorithm Based on Genetic Algorithm[J]. Artificial Intelligence Review, 2011, 36(2): 153-162.
[24] HE F, ZHANG L Y. Mold Breakout Prediction in Slab Continuous Casting Based on Combined Method of GA-BP Neural Network and Logic Rules[J]. The International Journal of Advanced Manufacturing Technology, 2018, 95(9): 4081-4089.
[25] 苏崇宇, 汪毓铎. 基于改进的自适应遗传算法优化BP神经网络[J]. 工业控制计算机, 2019, 32(1): 67-69.
SU C Y, WANG Y D. BP Neural Network Optimized by Improved Adaptive Genetic Algorithm Computer Engineering and Applications[J]. Industrial Control Computer, 2019, 32(1): 67-69.
[26] 何迎. 双级卷积神经网络高光谱图像分类[D]. 兰州: 兰州大学, 2020.
HE Y. Dual-Level Convolutional Neural Network for HSI Classification[D]. Lanzhou: Lanzhou University, 2020.
[27] 张浩, 王国文, 曾凡宜, 等. 基于BP神经网络的6082铝合金固溶时效处理后的晶粒尺寸预测[J]. 锻压技术, 2023, 48(3): 227-235.
ZHANG H, WANG G W, ZENG F Y, et al. Grain Size Prediction of 6082 Aluminum Alloy after Solution and Aging Treatment Based on BP Neural Network[J]. Forging & Stamping Technology, 2023, 48(3): 227-235.
[28] 武欢, 陈康, 代先东, 等. 基于Deform二次开发的连杆折叠缺陷预测及优化[J]. 锻压技术, 2022, 47(2): 12-18.
WU H, CHEN K, DAI X D, et al. Prediction and Optimization on Folding Defect for Connecting Rod Based on Secondary Development of Deform[J]. Forging & Stamping Technology, 2022, 47(2): 12-18.
[29] 王宏斌. 轮毂轴承内圈自动化锻造生产线设计及时序规划[D]. 武汉: 华中科技大学, 2020.
WANG H B. Design and Timing Planning of Automatic Forging Production Line for Inner Ring of Hub Bearing[D]. Wuhan: Huazhong University of Science and Technology, 2020.
[30] WANG X, HUANG Z W, CAI B, et al. Formation Mechanism of Abnormally Large Grains in a Polycrystalline Nickel-Based Superalloy during Heat Treatment Processing[J]. Acta Materialia, 2019, 168: 287-298.
Optimization of Wheel End Hub Forging Process Based on GA-BP Neural Network Grain Size Prediction Model
KONG Deyu1, YAN Yang2, ZHANG Hao1, DENG Lei1*, WANG Xinyun1, GONG Pan1, ZHANG Mao1
(1. State Key Laboratory of Material Processing and Die and Mould Technology, Huazhong University of Science and Technology, Wuhan 430074, China; 2. Hubei Triring Forging Co., Ltd., Hubei Xiangyang 441700, China)
Aiming at the coarse grains of the 6082 aluminum alloy wheel end hub occurring during heat treatment, the work aims to simulate and optimize the forging process with the BP neural network grain size prediction model based on genetic algorithm optimization so as to avoid coarse grains. The weights and thresholds of each node in the neural network were optimized by using the genetic algorithm instead of the gradient descent method. A GA-BP neural network grain size prediction model with high precision was established. Subsequently, taking the wheel end hub as the object, different forging process schemes were designed and microstructure simulation was conducted using Deform to investigate the impact of compression rate and initial billet temperature on grain size, and obtain the optimal scheme. The mean absolute percentage error of the average and maximum grain size predicted by the optimized model were 2.55% and 0.43%, respectively, which was a significant improvement in accuracy compared with the conventional BP neural network. The optimal initial billet temperature of the wheel end hub was determined to be 500 ℃, with a compression rate of 200 mm/s, based on comparative analysis of different forging schemes. The experimental results demonstrated that the error between the predicted and the actual grain size of the characteristic position was less than 10%, which indicated that the prediction model had good engineering application value. The introduction of genetic algorithm greatly enhances the global optimization ability of the BP neural network and improves the accuracy of the model. The prediction model reproduced in Deform has a good prediction effect on the grain size distribution of forgings, and based on this, the forging scheme of wheel end hub is successfully simulated and optimized.
wheel end hub; grain size prediction; genetic algorithm; neural network; numerical simulation
10.3969/j.issn.1674-6457.2024.03.004
TG316.3
A
1674-6457(2024)03-0044-08
2024-01-15
2024-01-15
国家重点研发计划(2022YFB3706903);国家自然科学基金(52090043)
National Key R&D Program of China (2022YFB3706903); The National Natural Science Foundation of China (52090043)
孔德瑜, 晏洋, 张浩, 等. 基于GA-BP神经网络晶粒尺寸预测模型的轮端轮毂锻造工艺优化[J]. 精密成形工程, 2024, 16(3): 44-51.
KONG Deyu, YAN Yang, ZHANG Hao, et al. Optimization of Wheel End Hub Forging Process Based on GA-BP Neural Network Grain Size Prediction Model[J]. Journal of Netshape Forming Engineering, 2024, 16(3): 44-51.
(Corresponding author)
猜你喜欢
一重技术(2021年5期)2022-01-18
上海涂料(2021年5期)2022-01-15
中成药(2019年12期)2020-01-04
制造技术与机床(2017年10期)2017-11-28
制造业自动化(2017年2期)2017-03-20
凿岩机械气动工具(2016年3期)2016-03-01
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年5期)2015-12-16
