基于CFD的YJ17卷烟机风室流场分析与优化设计
2024-03-19 03:31:22张金常亚宁高卫军卫剑梁志军杨光露
包装工程 2024年5期
张金,常亚宁,高卫军,卫剑*,梁志军,杨光露
基于CFD的YJ17卷烟机风室流场分析与优化设计
张金1,常亚宁1,高卫军1,卫剑1*,梁志军1,杨光露2
(1.河南中烟工业有限责任公司安阳卷烟厂,河南 安阳 455000; 2.河南中烟工业有限责任公司南阳卷烟厂,河南 南阳 473000)
针对ZJ17卷接机YJ17供丝系统中烟丝堵塞、竹节烟和烟支标偏大的现象进行改进。采用流体仿真分析软件Solidworks Simulation模拟分析、正交实验及试验验证的方法,设计优化YJ17供丝系统的风室装置,通过模拟仿真不同正压风入口形状、数量、位置对设备运行效率、产品质量的影响,找到三者最优的参数组合。模拟分析发现,在正压风入口形状为圆形,正压风入口数量为3个,正压风入口距离气室边缘的距离为15 mm时,风室气流分布更均匀,同时烟丝在离开抛丝辊后受到的下吹风力最大,可使烟丝快速到达吸丝带。气室经改进后烟丝堵塞次数降低了39.3%,SD值(20支烟支质量标偏)降低了25%,有效提升了设备的运行效率和卷烟产品的质量。基于仿真及正交实验结果,优化了风速出风口位置和直径,气室的流场分析结果可为烟丝吸丝成型及风室结构优化提供一定技术支持。
供丝系统;流体仿真;正交实验;风室;结构优化
YJ17型供料成条机是ZJ17卷接机的组成部分之一,主要由烟丝输入、烟丝分配、烟丝计量、梗丝分离、烟条成型、质量控制、回丝等部分组成。烟条成型系统主要利用负压吸丝成型的原理,将烟丝卷制成长条烟支[1-2]。在生产过程中,经常因吸丝成型部分负压不平衡,造成烟丝在吸丝带上分布不均匀,容易出现竹节烟、烟丝空虚头等质量问题[3]。对此,徐国庆等[4]针对ZJ17型卷烟机吸丝成型局部堵塞问题,对气室进行了优化,将原气室左端1个进风口改为左右2个进风口,使气室腔内部气流更加均匀。燕振振等[5]通过ZJ118卷接机组VE工艺参数对烟支质量稳定性进行了研究,研究表明,当针辊供丝量系数为0.5、吸丝负压为8.2 kPa时,一次风分压力符合工艺要求,二次风分的阀开度在工艺要求范围内越小越好,且烟支质量较平稳。高迪等[6]针对YJ17卷烟机在烟丝松散输送过程中容易出现的造碎率高、烟支烟丝填充不平稳等问题,将供丝系统中的抛丝辊螺钉更换为叶片,依托叶片回转产生正压风拨送烟丝,采用柔性拨料取代打击式供料,降低弹丝辘转速,减少弹丝辘对烟丝结构的影响,避免烟丝在输送过程中造碎。王安宽等[7]通过对供料成条机的小风机电机主动轮进行改进,有效增大了正压风机风量,保证烟丝在向上运动过程中受力均匀,使烟丝能快速充足地吸附于吸丝带上。栗勇伟[8]针对供料成条机中的针辊结构进行了改进,将针辊钢针的角度进行了优化,将向上的针辊钢针改为径向,降低了针辊拨出烟丝的力,从而降低了烟丝造碎,提高了烟丝成型质量。上述改进在一定程度上减少了烟支在成型过程中出现的烟丝不均匀性和烟丝造碎等质量问题,但仍不够完善。尤其是针对烟丝成型通道的改进较少,忽略了风压对吸丝成型的影响。同时,在烟草行业,仅靠实验研究来解决实际工程问题,存在成本高和效率低等不足。计算流体动力学CFD(Computational Fluid Dynamics)是用计算机模拟流体力学的重要技术手段,具有适用范围广、效率高、稳定性好、精度高等特点[9-10]。Flow Simulation是SolidWorks软件中自有的CFD仿真工具,具有方便快捷和简单易学等特点[11]。综上所述,通过对吸丝成型的工艺流程进行详细分析发现,风室流场存在不均匀问题,利用CFD软件对气室的流场进行模拟,根据仿真结果优化风室结构,以解决因气流不均匀导致的竹节烟、堵丝等质量问题。
1 工作原理
ZJ17卷烟机分为YJ17型供丝机、卷制成型机和YJ27型滤嘴接装机等部分。YJ17型供丝机中的吸丝成型系统主要由风室体、吸丝带、抛丝辊、前导板、后导板、气室、烟丝输送带、风选装置和弧形板等部件组成(图1),其工作原理:烟丝输送带倾斜10°运转,将烟丝向斜上方向抛出,在前方设置带有风孔的风选装置,风孔在风选装置均匀分布,风孔的总宽度和烟丝输送带相等;在工作时,正压气流从风孔向斜下方向吹出,同时将烟丝吹向抛丝辊。在抛丝辊的拨动下,烟丝被抛向吸丝道,吸丝道由前导板和后导板组成,吸丝道内的烟丝在气室压缩空气和风室体负压吸风的共同作用下继续向上运动,直至被吸附于吸丝带下,吸丝带向前运动,形成烟丝束,配合卷烟纸形成长条烟,至此烟丝吸丝成形工序完成。

图1 吸丝成型系统结构
2 问题分析
抛丝辊与弧形板具有相同的轴心,装配关系为平行。在抛丝辊的转动下,烟丝被旋转至吸丝道,因此烟丝具有与抛丝辊相同的线速度。吸丝道为细长矩形,其长边长度与气室长度相等,位于气室上方。在吸丝道内,具有初速度的烟丝在气室压缩空气和风室体负压的共同作用下吸附于吸丝带,上方的负压吸风由卷烟机大风机提供,下方的正压吹风由卷烟机小风机提供。对吸丝道中的烟丝进行了受力分析,根据动量冲量定律,见式(1)、(2)。


式中:1为烟丝受到的向上的吸附力;2为烟丝受到的向上的正压力;为力的作用时间;为烟丝质量;1为抛丝辊抛出烟丝的速度;2为吸丝带烟丝纵向速度;为抛丝辊到吸丝带的垂直高度。
由此可知,在烟丝受到的向上吹力不同时,其烟丝完成吸丝成型的时间也不相同。由于气室的正压管接口在左端(见图2),因此吸丝道内竖直向上的气流速度由左向右依次减弱。假设烟丝为链式球状,气室左边的烟丝受到的正压力明显大于风室右边烟丝受到的正压力。

由式(3)可以得出,气室左边烟丝的上升时间()小于气室右边烟丝的上升时间。在同等烟丝供应下,吸丝带右边烟丝明显小于左边烟丝,进而造成烟丝成型的不均,从而影响产品的质量和设备的运行效率。
3 改进方法
通过分析可知,吸丝通道堵烟丝的主要原因是气室的吹风不匀造成的,为此对气室进行优化设计。风速直接影响物体所受的力。由于力与风速的平方成正比关系,即2∝2,因此当风速增大时物体受到的力也会相应增大。根据伯努利定律[12],风速增大会导致气压降低,从而造成物体所受的力增大。这里通过改变风室正压风入口的形状、正压风入口的数量、正压风入口位置等,找到最大的风速和合适的风速分布。
3.1 设计正交实验
正交试验是最常用的一种实验设计方法,经常运用于结构优化和功能设计等方面[13-14]。通过正交试验,分析在风室正压风入口形状、正压风入口数量及正压风入口与风室边缘的距离等因素的作用下,影响风室压缩空气在抛丝辊出口处风速的主次因素,并得到、、参数的最优组合,以优化风室结构[15]。
3.1.1 试验指标
试验指标是用来评价正交试验结果好坏的特征量,根据不同的试验目的进行选取,每个试验至少有1个试验指标[16]。文中以气室压缩空气在抛丝辊出口处的竖直风速()平均值和竖直风速()云图作为试验验证指标,竖直风速()平均值越大且竖直风速()云图沿气室水平方向分布越均匀,其效果越好。
3.1.2 试验因素
试验因素指可能对试验指标产生影响的因素。这里选择气室正压风入口的形状、正压风入口的数量,以及正压风入口与气室边缘的距离等因素为试验因素。
3.1.3 因素水平
通过对风室的整体尺寸、安装位置和实现难易程度等多个因素进行综合分析,拟定本次正交试验取2个水平,即取圆形、正方形;取1个、3个;取15、20 mm。此次试验是一个2水平3因素的正交试验,需要做8组试验,试验方案如表1~2所示。
表1 正交试验L8(23)因素水平
表2 正交试验L8(23)
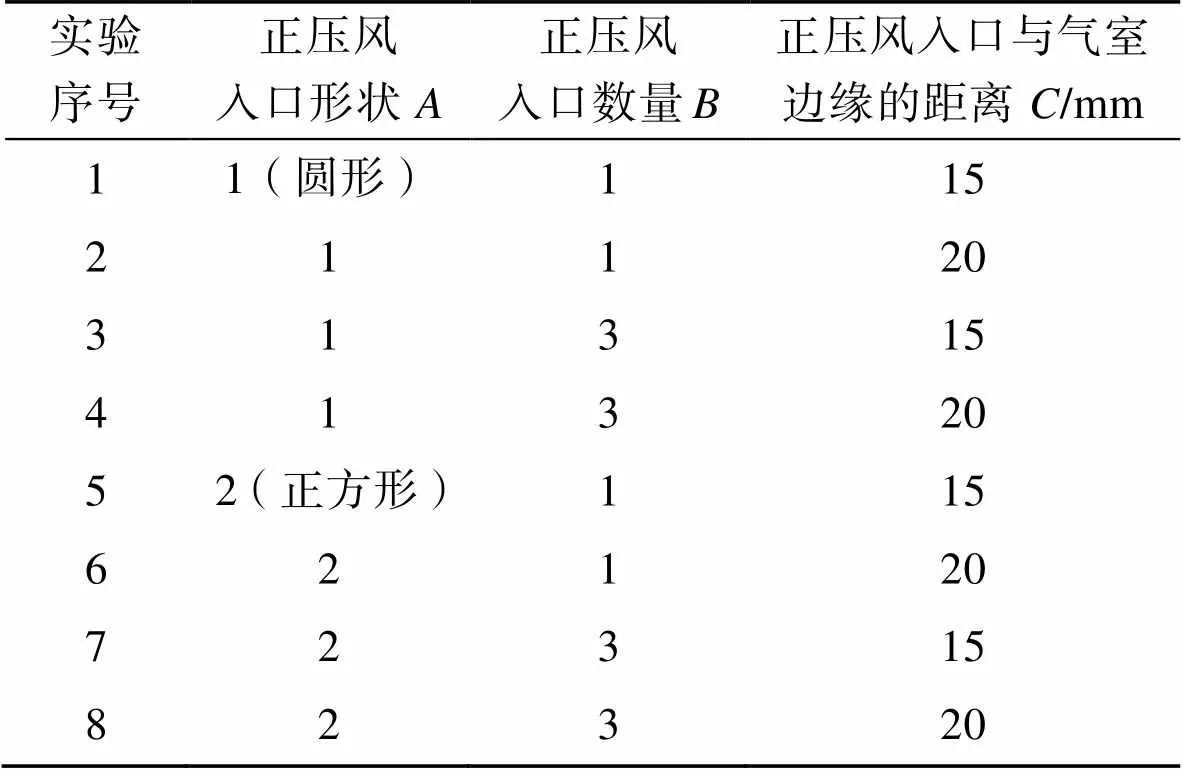
Tab.2 Orthogonal test L8(23)
3.2 仿真实验
采用Flow Simulation对不同形状正压风入口、不同数量的正压风入口,以及正压风入口与气室边缘的不同距离进行分别建模,分析气室内压缩空气的流动情况和压缩空气在抛丝辊出口截面处的竖直风速()及其速度()分布云图。文中所有的仿真实验,因对风室内部流场进行分析,故分析类型选择内部(排除不具备流动条件的腔),默认流体选择空气,壁面条件选择默认,初始条件采用默认的大气压和室温,边界条件选择进口体积流量为0.034 m3/s,出口压力为静压。目标的设定根据需要选择静压、总压、速度等,网格的划分采用级别较高的5级。
小风机产生的压缩空气进入气室后的仿真结果如图3所示。其中,图3a为压缩空气在抛丝辊出口水平截面处的竖直风速及其速度分布云图,图3b为气室内压缩空气流动情况,以速度流动迹线表示。实验1~8表示8组不同试验,图3a1表示第1组试验压缩空气在抛丝辊出口水平截面处的竖直风速及其速度分布云图,图3b1表示第1组试验气室内压缩空气流动情况,以此类推。从速度云图可以看出,正风入口形状的不同、数量的不同及正压风入口距离气室边缘距离的不同,均会影响压缩空气在气室的流动情况,进而影响压缩空气在抛丝辊出口水平截面处的竖直风速及其沿水平方向的分布。特别是单个正压风入口的气室入口设计(实验1、2、5、6),这类气室的气流从左到右流动,流动迹线从左到右逐渐变稀,且气流在抛丝辊出口水平截面处的竖直风速从左到右依次减小,速度差异大;3个正压风入口的气室入口设计(实验3、4、7、8),这类气室的速度流动迹线分布较好,且气流在抛丝辊出口水平截面处的竖直风速从左到右分布均匀,速度差异小。从仿真结果中提取出气流在抛丝辊出口水平截面处的竖直风速“速度平均值”作为正交试验的指标值,正交试验结果见表3。
为了确定气室正压风入口的形状、正压风入口的数量,以及正压风入口与气室边缘的距离等3个因素影响气流在抛丝辊出口水平截面处“风速平均值”的主次,并得到这几个参数的最优组合,以此优化气室结构,采用Minitab 进行DOE正交实验,实验结果见表4。
根据方差分析相关知识可知,在给定的显著性水平=0.05的情况下,由表4和图4可以看出,正压风入口数量的=0.035,小于0.05,表明因素对抛丝辊出口水平截面处“风速平均值”的影响显著,除正压风入口数量外,其他主效应正压风入口的形状、正压风入口与气室边缘的距离两者的大于0.05,可知两者均不显著,交互作用形状与数量,形状与距离,数量与距离等的小于0.05,可知三者均不显著。同时,关于主效应,影响“风速平均值”的主次因素依次是正压风入口的数量、正压风入口与气室边缘的距离、正压风入口的形状。由图5可知,主效应数量显著,其他2个主效应正压风入口的形状及正压风入口与气室边缘的距离均不显著。从图6可知,数量和距离虽有一定交叉,但由表4已知其交互作用不显著。从图7可知,最优方案是121,即气室结构的最优组合为:为圆形,=3,=15 mm。虽然方案211的“风速平均值”为5.672 25 m/s,与最优方案121“风速平均值”(5.676 75 m/s)相差甚微,但考虑到实际安装情况,圆形接口比方形接口易紧固、安装,因此选择圆形气室入口。
表3 正交试验L8(23)结果

Tab.3 Results of orthogonal test L8(23)
表4 方差分析
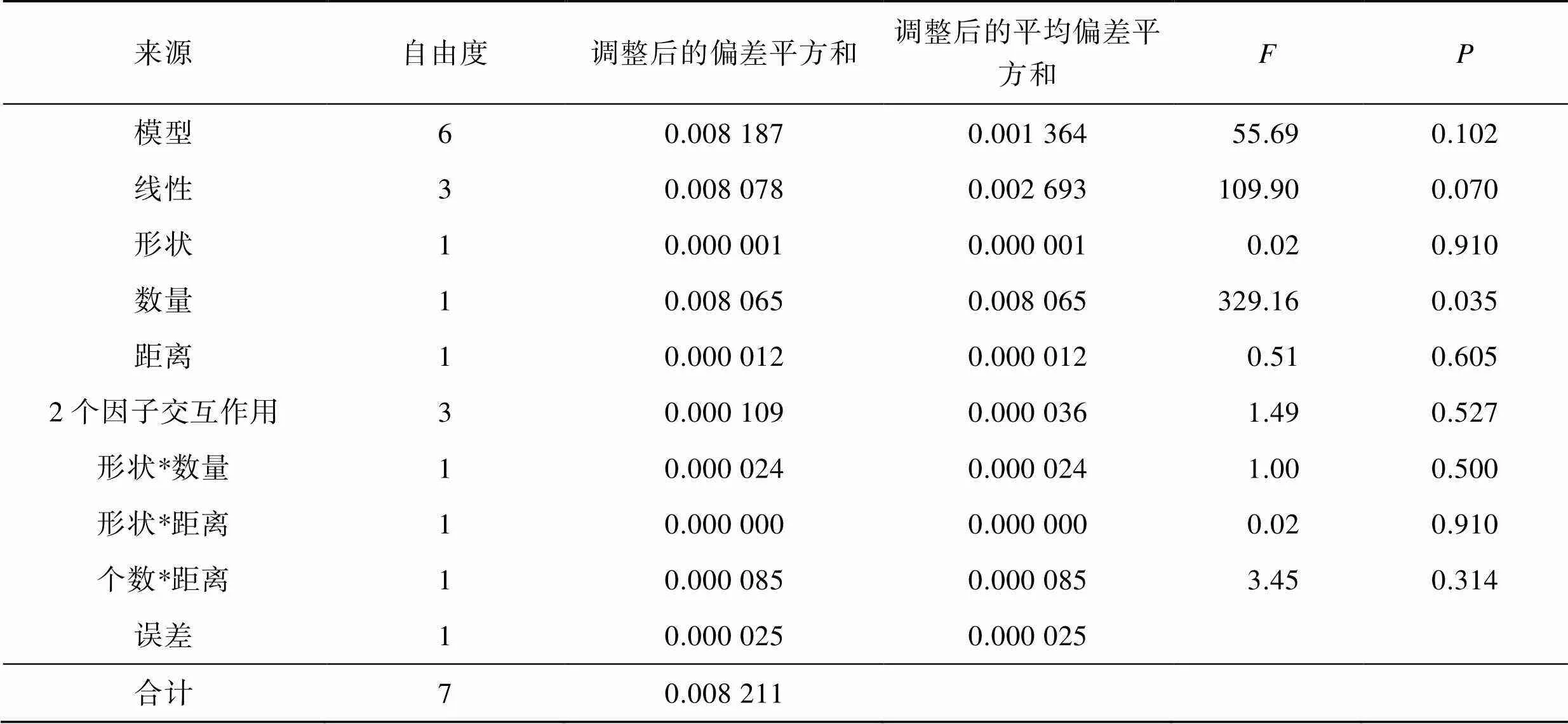
Tab.4 Analysis of variance

图4 Pareto图
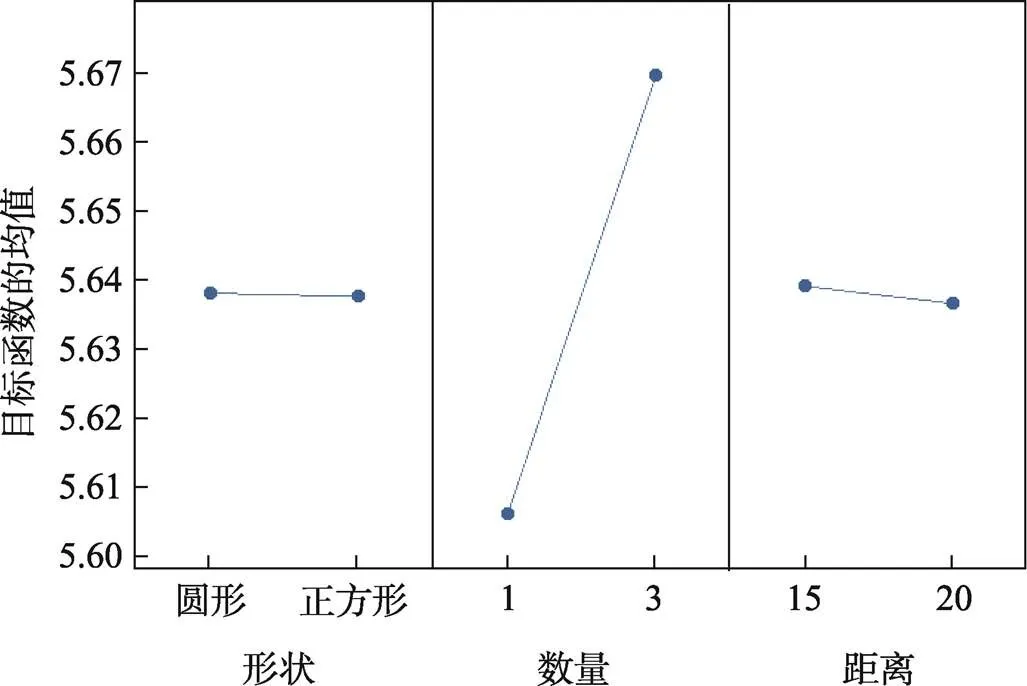
图5 主效应
4 效果验证
4.1 实验设计
材料:“黄金叶(小目标)”牌卷烟烟丝,河南中烟工业有限责任公司安阳卷烟厂提供;水松纸,增和包装股份有限公司印刷接装纸;盘纸,华丰纸业木浆横纹卷烟纸。每班更换安装新的吸丝带(同一批次)。

图6 交互作用
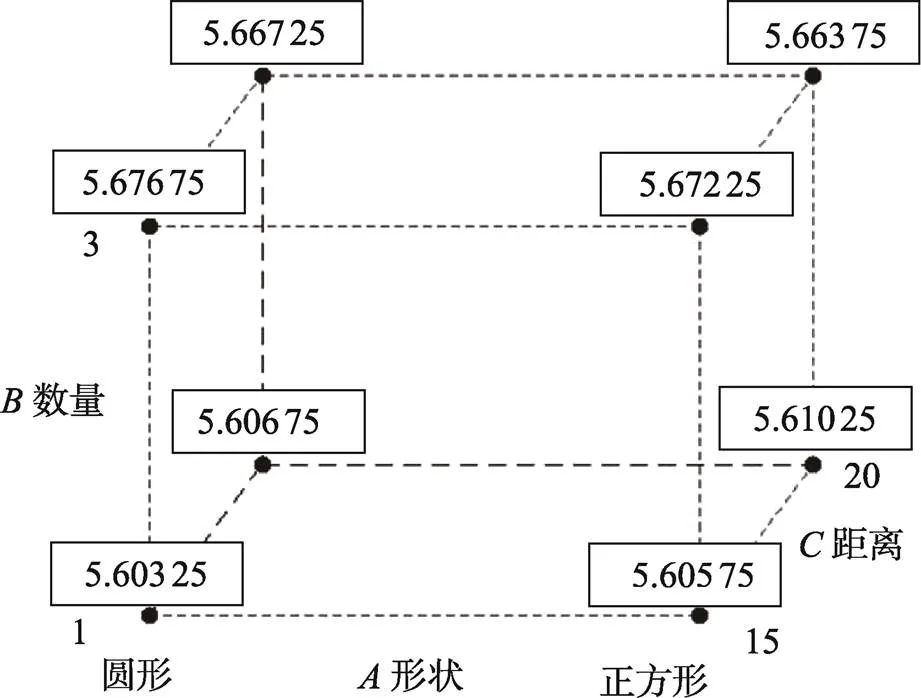
图7 立方图
设备与工艺参数:ZJ17 卷烟机,常德烟草机械有限责任公司;大风机负压为−10 kPa,吸丝带张力0.25 MPa。
测试方法:改进前后 YJ17 卷烟机的车速均为7 000支/min,采用卷烟综合测试台(郑州海意科技有限公司);在改进前后,分别记录设备运行1周内(按照工作日5 d计算,每天2个班次,每班次8.5 h)烟丝堵塞次数;在改进前后,分别记录1周内20支烟质量标偏的平均值(每班次测量5次)。
4.2 结果分析
由表 5可见,ZJ17卷烟机气室经改进后烟丝堵塞次数由原来的1周发生28次降至17次左右,烟丝堵塞次数降低了39.3%;SD值(20支烟支质量标偏)由改进前的1周平均值为19.6降至14.7,SD值降低了25%。
表5 改进前后设备1周内烟丝堵塞次数和烟支质量标偏

Tab.5 Number of blockages and cigarette weight deviation within one week before and after improvement
5 结语
针对ZJ17卷烟机YJ17供丝系统的气室部分进行了改进,在不改变小风机转速的前提下(保证气体总流量和总压力不变),将气室进风口由原来的1个变为3个,沿气室方向对称分布,保持两侧进风口距离气室边缘距离不变,进风口直径由原来的45 mm改为26 mm,进口形状保持圆形不变。经过仿真和实验验证,改进后气室内的气流更加均匀,且在抛丝辊出口处的竖直风速更大,沿气室方向分布更均匀,烟丝在离开抛丝辊后受到的下吹风力最大、最均匀;保证了烟丝快速到达吸丝带,防止烟丝在竖直通道内拥堵,减少了烟丝堵塞次数,提升了烟支质量标偏。以安阳卷烟厂生产的“黄金叶(小目标)”牌卷烟为对象进行了测试,结果表明,气室经改进后烟丝堵塞次数降低了39.3%,SD值(20支烟支质量标偏)降低了25%,有效提升了设备运行效率和卷烟产品质量。
[1] 董祥云. YJ17-YJ27卷接机组[M]. 北京: 中国科学技术出版社, 2001: 1.
DONG X Y. YJ17-YJ27 Crimping Unit[M]. Beijing: China Science and Technology Press, 2001: 1.
[2] 《卷烟卷接工专业知识》编写组. 卷烟卷接工专业知识[M]. 郑州:河南科学技术出版社,2012: 12.
Compilation Team of Professional Knowledge of Cigarette Making and Assembling Worker. Professional Knowledge of Cigarette Making and Assembling Worker[M]. Zhengzhou: Henan Science and Technology Press, 2012: 12.
[3] 《卷烟生产过程工艺质量风险防控手册》编写组. 卷烟生产过程工艺质量风险防控手册[M]. 郑州: 河南科学技术出版社, 2022: 15.
Compilation Team of Manual for Prevention and Control of Process Quality Risk in Cigarette Production Process. Manual for Prevention and Control of Process Quality Risk in Cigarette Production Process[M]. Zhengzhou: Henan Science and Technology Press, 2020: 15.
[4] 徐国庆, 刘浩. YJ17型供料成条机气室改进[J]. 设备管理与维修, 2017(5): 110-111.
XU G Q, LIU H. Improvement of Air Chamber of YJ17 Feeding Sliver Machine[J]. Plant Maintenance Engineering, 2017(5): 110-111.
[5] 燕振振, 王永红, 王柏朝, 等. ZJ118 卷接机组 VE 工艺参数对烟支质量稳定性影响[J]. 中国烟草学报, 2023(5): 55-56.
YAN Z Z, WANG Y H, WANG B C, et al. The Influence of VE Process Parameters on the Stability of Cigarette Quality in ZJ118 Rolling and Splicing Machine[J]. Journal of China Tobacco, 2023(5): 55-56.
[6] 高迪, 郭继文, 孙超, 等. YJ17卷烟机供丝系统的优化改进[J]. 烟草科技, 2019, 52(8): 89-94.
GAO D, GUO J W, SUN C, et al. Optimization and Modification of Cut Tobacco Feeding System in YJ17 Cigarette Maker[J]. Tobacco Science & Technology, 2019, 52(8): 89-94.
[7] 谢崇权, 王安宽, 梁孝东, 等. PROTOS70卷接机组VE空气系统对烟丝成形的影响[J]. 现代工业经济和信息化, 2023, 13(3): 285-287.
XIE C Q, WANG A K, LIANG X D, et al. The Effect of VE Air System on Tobacco Formation in the PROTOS 70 Winding Unit[J]. Modern Industrial Economy and Informationization, 2023, 13(3): 285-287.
[8] 栗勇伟. PROTOS70卷接机组供丝针辊结构的改进[J]. 河南科技, 2011(24): 54. LI Y W. Improvement on the Structure of Needle Roller for Silk Supply of PROTOS70 Cigarette Making Unit[J]. Journal of Henan Science and Technology, 2011(24): 54.
[9] 杨占平, 郝习波, 窦峰, 等. 卷烟滤棒成型送丝喷嘴内气流场的数值模拟[J]. 烟草科技, 2019, 52(7): 95-100.
YANG Z P, HAO X B, DOU F, et al. Numerical Simulation of Air Flow Field Inside Tow Transport Jet in Filter Rod Maker[J]. Tobacco Science & Technology, 2019, 52(7): 95-100.
[10] 李小平, 苏杰, 李俊锋, 等. 烟支吸附装置流场分析与优化设计[J]. 包装工程, 2023, 44(9): 289-296. LI X P, SU J, LI J F, et al. Flow Field Analysis and Optimization Design of Cigarette Adsorption Unit[J]. Packaging Engineering, 2023, 44(9): 289-296.
[11] 陈志平, 程道顺, 陈浩, 等. 基于SolidWorks Flow Simulation的转炉水冷烟罩水套流体仿真分析[J]. 有色冶金设计与研究, 2019, 40(1): 34-36.
CHEN Z P, CHENG D S, CHEN H, et al. Fluid Simulation Analysis of Water-Cooled Hood Jacket of Converter Based on SolidWorks Flow Simulation[J]. Nonferrous Metals Engineering & Research, 2019, 40(1): 34-36.
[12] 任志立, 李浙昆, 王胜枝, 等. ZJ17卷烟机悬浮腔外形及内部挡块的设计优化——基于梗签分离效果的研究[J]. 中国烟草学报, 2019, 25(4): 36-41.
REN Z L, LI Z K, WANG S Z, et al. Design Optimization of Suspension Chamber Contour and Stopper in ZJ17 Cigarette Making Machine Based on Pneumatic Separation of Sliver[J]. Acta Tabacaria Sinica, 2019, 25(4): 36-41.
[13] 刘英, 周辉. ZJ17卷烟机重量控制精度的改进[C]// 中国烟草学会工业专业委员会烟草工艺学术研讨会论文集, 2010: 356-358.
LIU Y, ZHOU H. Improvement of Weight Control Precision of ZJ17 Cigarette Making Machine[C]// Symposium Papers of Specialized Industry Committee of China Tobacco Society, 2010: 356-358.
[14] 徐亚军. 基于ZJ17型卷烟机新型双通道均匀气流气室装置的设计[J]. 湖南文理学院学报(自然科学版), 2018, 30(3): 86-88.
XU Y J. The Design of a New Two-Channel Uniform Airflow Gas Chamber Device Based on ZJ17 Cigarette Machine[J]. Journal of Hunan University of Arts and Science (Science and Technology), 2018, 30(3): 86-88.
[15] 杨恩友. 住宅小区风环境的CFD研究——以张家口某住宅小区为例[D]. 张家口: 河北建筑工程学院, 2022: 54-65.
YANG E Y. CFD Study on Wind Environment of Residential Quarters[D]. Zhangjiakou: Hebei Institute of Architecture and Engineering, 2022: 54-65.
[16] 朱兴键. PROTOS-M5型卷接机故障分析与结构优化设计[D]. 昆明: 昆明理工大学, 2018: 53-57.
ZHU X J. Research on Fault Diagnosis and Design of PROTOS-M5 Cigarette Maker[D]. Kunming: Kunming University of Science and Technology, 2018: 53-57.
Analysis and Optimization Design of YJ17 Cigarette Machine Air Chamber Flow Field Based on CFD
ZHANG Jin1,CHANG Yaning1,GAO Weijun1,WEI Jian1*,LIANG Zhijun1,YANG Guanglu2
(1. Anyang Cigarette Factory, Tobacco Henan Industrial Co., Ltd., Henan Anyang 455000, China; 2. Nanyang Cigarette Factory, Tobacco Henan Industrial Co., Ltd., Henan Nanyang 473000, China)
The work aims to address the phenomenon of cigarette blockage, slub cigarette, and excessively large cigarette label in the YJ17 wire supply system of the ZJ17 cigarette machine. The method of the fluid simulation analysis software Solidworks Simulation, orthogonal experiments, and experimental verification was used to design and optimize the air chamber device of the YJ17 cigarette supply system. Through simulation of effect of different shapes, quantities, and positions of positive pressure air inlets on the operation efficiency and product quality of equipment, three optimal combinations were found. When the positive pressure air inlet shape was circular, with 3 positive pressure air inlets and a distance of 15 mm between the positive pressure air inlet and the edge of the air chamber, the air flow in the chamber was more uniform. When the cigarette left the throwing roller and was subject to the maximum and most uniform downward blowing force, the cigarette quickly reached the suction strip. After the improvement of the air chamber, the number of cigarette blockages decreased by 39.3%, and the SD value (weight deviation of 20 cigarettes) decreased by 25%, effectively improving the equipment operation efficiency and cigarette product quality. Based on simulation and orthogonal experimental results, optimizing the position and diameter of the air outlet and the flow field analysis results of the air chamber can provide certain technical support for the cigarette suction molding and the optimization of the air chamber structure.
cigarette supply system; fluid simulation; orthogonal experiment; air chamber; structural optimization
O359;TB486
A
1001-3563(2024)05-0164-09
10.19554/j.cnki.1001-3563.2024.05.020
2023-08-22
河南中烟工业有限责任公司科技项目(ZW201834)
猜你喜欢
当代音乐(2022年5期)2022-04-29 16:40:29
商品与质量(2021年43期)2022-01-18 05:30:08
冰雪运动(2020年4期)2021-01-14 00:55:48
水泥工程(2020年5期)2020-12-30 10:55:46
装备制造技术(2020年4期)2020-12-25 05:26:16
科学与财富(2020年30期)2020-12-14 04:08:57
煤矿现代化(2019年3期)2019-04-09 03:19:50
探索科学(学术版)(2019年7期)2019-02-06 09:25:38
新商务周刊(2017年8期)2017-12-24 14:04:53
军营文化天地(2017年6期)2017-06-28 11:30:09