基于数值方法的三辊定心装置分析
2024-03-13 05:44:24罗正川周超群王建辉
钢管 2024年1期
罗正川,周超群,王建辉
(中冶赛迪工程技术股份有限公司轧钢与装备部,重庆 401122)
三辊定心装置是无缝钢管生产机组的重要设备之一,常用于穿孔机后台或斜轧机前台[1-2]。其主要作用是在轧制过程中限制毛管的高速晃动,使轧制过程稳定,从而保证钢管质量。
现有关于三辊定心装置设计和定心效果的分析,多采用建立数学模型的方式[3-6]。本质上是推导四连杆机构输入转角与输出转角的关系[7-9],进一步得到开口度和驱动液压缸行程的关系。但这种解析方法计算较为繁琐,并没有直接给出抱辊工作中心的偏差公式,也无法直观连续地评估装置的定心效果。同时,由该类方法导出的驱动液压缸的控制方程也较为复杂,可操作性差。为此,以某Φ508 mm 斜轧管机组项目中的三辊定心装置为对象,建立三维模型并基于数值方法得出抱辊定心的理论偏差情况,且得出了精确的驱动液压缸拟合控制方程,对于类似机构的分析具有很好的借鉴意义。
1 三辊定心装置结构形式
三辊定心装置有两种常见类型,一种可以实现绝对定心,即抱辊工作中心理论上始终不变,在无缝钢管热轧生产中,常用作芯棒支撑机构。其内部实质上是两组平行四边形机构和一个摆杆,机构如图1 所示,三个辊子与输入摆动杆的传动比均为1 ∶1,即摆动完全同步,故能绝对定心。这类装置内部的连杆围绕其工作中心呈周向布置,开口范围小,无法允许物料侧向运输。

图1 芯棒支撑定心机构示意
另外一种则是这里所分析的三辊定心装置,其工作行程内无法保持定心绝对不变,但抱辊大打开后能够侧向出料。其机构如图2 所示,该装置内部包含DELO、FHMO、FGJO三组四连杆机构,它们均为双摇杆机构。各输入摇杆MO、LO、JO长度相等并与IO连接成为刚体OMLIJ(即转动臂),对应的输出摆杆为ADE、BFH、CFG,分别安装在固定铰链D、F、F上。且摆杆AD、BF、CF段长度相等,DE、FH、FG段长度也相等,抱辊A、B、C的直径相同。液压缸Ⅱ为驱动元件,当其驱动转动臂转动时,三处四连杆机构也就同时运动,带动抱辊对毛管形成定心限位,抱辊所形成的外切圆称作开口度。此外,连杆GJ为液压缸Ⅰ组成,当它缩回时,三辊定心装置为全打开状态,这时毛管可以侧向出料。正常抱管时液压缸Ⅰ则为完全伸出状态,充当固定长度的连杆。本质上,三辊定心装置由一个液压缸驱动三个四连杆机构带动摆杆同时转动,该装置只有一个自由度,现对其进行简要自由度分析,经典计算公式为:
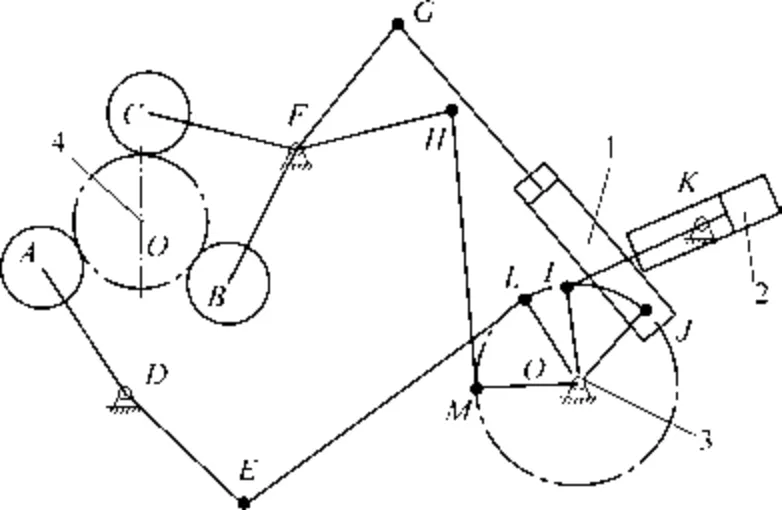
图2 三辊定心装置机构示意
式中,n为构件数量,PL为低副数量,PH为高副数量。此公式不计入驱动元件部分,对于本装置n=7(构件OMLIJ、EL、HM、GJ、ADE、BFH、CFG),PL=10(铰点O、M、L、I、J、G、H、E、F、D),PH=0,故可得自由度F=1。
实际生产中,对于不同外径规格的毛管,我们希望抱辊的外切圆圆心即工作中心与轧制中心线尽量重合,即定心几乎不变。但由于此装置内部的三组四连杆基本都是非平行四边形机构,在工作时,转动臂转动单位角度,摆杆AC、BF、CF虽然同时摆动,但步长不一定相同。换言之,在设定的工作转角内,这种装置难以实现摆杆的每个步长完全相同,也就无法实现绝对定心。对于具体结构,须分析其工作范围内定心偏差情况,以保证设备具有较好的定心效果。
工程应用中,液压缸Ⅱ使用PLC 和比例阀控制液压缸行程,并通过液压缸内的位移传感器形成闭环控制[10-11]。对于不同规格的毛管直径,一方面要保证抱辊所形成的工作中心与轧线的偏差尽可能小;另一方面需要控制液压缸Ⅱ的行程使开口度与毛管外径相近,以便准确限位。
2 理论定心效果分析
2.1 偏差分析及运动仿真
三辊定心装置的设计一般是先计算出第一个四连杆尺寸参数,且设定在一定范围内主动摇杆转角Δβ和从动摇杆转角Δα始终呈线性关系,即Δβ=k·Δα,其中k值人为设定,并建立四连杆运动方程,得到α和β的非线性方程组,再用插值方法反向求解出各连杆长度关系[2-5]。另外两套四连杆也采取同样的方式进行计算,并且都使用同样的k值。实际上,在设定的工作转角范围内,非平行四边形的k值并不是始终不变的,只是该设计方法所得到k值变化很小[12],且三套四连杆机构的k值变化并没有办法做到完全一致,这也是产生定心偏差的根本原因。
对于抱辊工作中心的分析,常规的解析方法计算量较大,这里以某工程的三辊定心装置为例,建立其三维模型,使用数值方法通过SolidWorks Motion 模块对装置进行运动仿真。液压缸Ⅱ实际设计行程为0~265 mm,对其添加匀速线性电机,液压缸伸出时开口度由大变小。完成运动仿真后,在Motion 界面下选择抱辊轴心添加路径曲线结果,得到各抱辊轴心的运动轨迹,如图3 所示。对路径曲线进行处理,将路径结果保存为CSV 文件,即可得到组成路径曲线的一系列坐标点,这些点是以三维模型的全局坐标系进行输出。

图3 三辊定心装置运动轨迹仿真
2.2 工作中心坐标推导
抱辊抱管如图4 所示,三辊定心装置工作时,三个抱辊外壁与毛管外壁相切,切点分别为P、Q、T,此三点所成圆即抱辊外切圆。不难看出,抱辊中心点A、B、C所成圆的圆心与抱辊外切圆圆心一致。

图4 抱辊抱管示意
这里以实际三维模型的空间坐标系作为全局坐标系,其z向坐标轴与轧线平行,在xOy平面内各抱辊圆心坐标记为A(x1,y1)、B(x2,y2)、C(x3,y3),三个抱辊中心形成的圆心坐标记为O1(x,y),该点也就是抱辊的工作中心。直线AB的中垂线l1过点A、B连线的中点,且l1与线段AB垂直。这里将l1表示为一般方程:
同理,直线AC的中垂线l2一般方程为:
中垂线l1和l2的交点即为圆心,联立公式(2)和(3)可得:
任意一抱辊中心与圆心的距离则为三中心点所成圆的半径(这里取A点),设抱辊外径为r1,最终可以得到抱辊形成的外切圆直径,即开口度为:
2.3 数据分析
将运动仿真生成的一系列坐标点代入公式(6),从而得到液压缸Ⅱ从0~265 mm 行程中三辊定心装置的圆心坐标和开口度。仿真共计113 个样点,每个样点的时间间隔相等,整理圆心坐标点如图5所示。
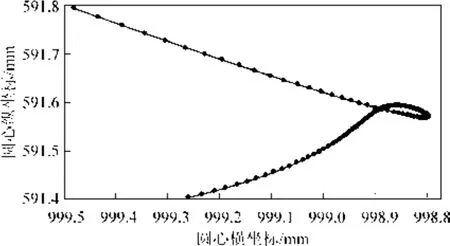
图5 三辊定心装置圆心坐标散点示意
本工程生产的毛管外径规格为192~552 mm,此时对应的液压缸行程为49.21~245.66 mm。分析图5 及相关样点数据可知,液压缸Ⅱ在行程的初始阶段和结束阶段时,样点间离散程度大,坐标偏差也较大,而在行程中间区域时,样点密集,坐标偏差明显较小。在生产规格内抱辊工作中心的水平偏差小于0.4 mm,竖直偏差小于0.2 mm。当毛管规格为Φ218.5~552 mm 时,抱辊工作中心的综合偏差小于0.2 mm。故综合来看,在要求的毛管生产规格内该装置理论定心效果比较理想。
三辊定心装置的定位是通过压靠样管进行标定来完成。以往的标定方法大多是取平均外径的样管进行抱合,再调整装置定位使样管中心与轧制中心线重合,但这种方式未必能得到适中的定心偏差范围。事实上,应当寻找生产规格范围内中心样点所对应的外径,这样即可得到最小的偏差范围。通过图5 分析,毛管生产规格范围内样点分布的中心大致位于图中样点连线的交点处,此时对应的管径为242 mm 或474 mm,考虑到生产规格内的综合精度,以这两个管径值的样管进行标定比较合适。
提取液压缸行程结果曲线,导出行程样点并与计算的开口度形成散点图,结果如图6 所示。可以看出液压缸Ⅱ行程与开口度呈较明显线性关系。为了得到更好的拟合效果,在电子表格里进行二次项拟合,得到拟合曲线:y=0.000 6x2-1.997 8x+649.28。其R2=1,表示方程拟合程度很高。在毛管生产规格内,将拟合公式得到的开口度与仿真值进行比较,发现最大差值小于0.6 mm。对应的,若使用一次项拟合,最大差值约3.2 mm,拟合精度明显较低。总之,此二次项拟合公式简单准确,易于程序编写,能够直接用于液压缸Ⅱ位移控制。

图6 液压缸行程与开口度散点示意
3 工程应用情况
三辊定心装置在轧制过程中为芯棒和毛管提供支撑和定心限位。本工程项目为大直径三辊斜轧管机组,采用限动轧制方式,轧机前台配有3 台三辊定心装置。正常生产时,毛管就位后芯棒穿棒,两者由升降输送辊道支撑,之后毛管前进,期间三辊定心装置处于打开位。一旦毛管咬入,三辊定心装置就抱管限位,同时输送辊道下降。在毛管咬入的瞬间,三辊定心装置承受的载荷最多为一半的芯棒重量和整支毛管的重量(3 台装置支撑芯棒,至少2台装置支撑毛管)。在此后的轧制过程,三辊定心装置的主要作用是定心限位,承受毛管高速窜动的冲击力。
现场采用激光对中仪进行标定,有效确保了装置的定位精度。在实际投产应用中,本三辊定心装置开口度控制精准,抱管间隙均匀,结构稳固,毛管轧制晃动幅度较小且晃动均匀,轧制过程稳定。由此,也验证了本文对于该结构定心精度分析准确,行程控制公式可靠。
4 结 语
(1) 介绍了三辊定心装置的工作过程及结构原理,在设定的转角范围内,其内部四连杆的同步性差异是产生定心偏差的主要原因,这也是优化设计的关键方向。
(2) 充分利用现有三辊定心装置三维模型进行SolidWorks 运动仿真,以此得到各抱辊中心在运动过程中的一系列坐标点。推导了抱辊外切圆的圆心坐标公式,在此基础上得到三辊定心装置工作中心的散点图,直观评价了该装置的定心效果,并得到其合理的标定用样管尺寸。
(3) 进一步得到了液压缸行程与开口度拟合公式,公式简单准确,利于PLC 控制编程,并在实际工程应用中得到了很好的验证。
猜你喜欢
华南农业大学学报(2021年4期)2021-07-24 06:02:14
重型机械(2020年2期)2020-07-24 08:16:18
中学语文(2019年33期)2019-12-03 05:43:42
干旱地区农业研究(2019年3期)2019-07-18 07:09:40
制造技术与机床(2018年12期)2018-12-23 02:41:06
制造技术与机床(2018年8期)2018-10-09 08:27:56
制造技术与机床(2017年7期)2018-01-19 02:29:57
山东工业技术(2017年21期)2017-11-04 21:21:04
内蒙古教育·综合版(2017年5期)2017-05-17 19:46:49
制造技术与机床(2015年10期)2015-04-09 07:05:38