
双辊薄带铸轧斜向裂纹形成机理
2024-03-07 05:57李学通张凯帅李耀琛
技术与市场 2024年2期
李学通,吕 征,张凯帅,李耀琛
河北工程大学机械与装备工程学院,河北 邯郸 056038
0 引言
双辊薄带铸轧(TRC)工艺使用一对相对旋转的铸辊作为结晶器,短时间内将液态金属凝固并轧制成金属薄带。但这一过程不够稳定,会出现裂纹、偏析和组织结构不均等缺陷。其中,裂纹对带材的力学性能影响最为严重,引发裂纹的因素较多,例如材质的化学构造、过度的热压、颗粒间的位移累积,还有其他一些复杂且不稳定的因素[1],为此众多研究者对铸轧板带裂纹形成机理展开了大量研究。
Hidero et al.[2]通过研究发现,提升铸造和冷却的速度,可显著降低生产带材时产生的裂纹。但Toshio et al.[3]认为,裂缝的起始点通常位于薄膜表层的晶界处,且会向外延伸。因此,快速冷却的微型晶粒可能会对裂纹的生长产生积极影响。Kim et al.[4]认为熔池半固态区的导热性能较差,导致带坯中心区导热降低,薄带会形成夹层裂纹,并指出应增大轧制力促使半固态区上移,抑制裂纹产生。Hu et al.[5]采用双辊铸轧工艺制备高硅钢,发现带钢表面的纵向和斜向裂纹远比横向裂纹多,且横纵向裂纹均出现了晶界扩展和穿晶断裂,这与上述学者的结论并不一致。此外,Hu et al.[5]指出铸轧过程中传热不均匀是导致铸轧带表面裂纹形成的主要因素。综上所述,铸轧薄带裂纹是个十分复杂的问题。
目前,对于铸轧薄带开裂原理的探究还不够深入,研究人员对于铸轧板开裂原理的理解仍然停留在假设和推测阶段,并未提出实质性的解决方案。在实际的铸轧过程中,铸轧裂纹往往呈现出斜裂纹的形态,这使得在二维平面场上解决裂纹的生成和扩展问题变得困难。本文以三维视角为基础,依据熔池温度场、板带形变以及开裂理论,通过试验和数学模型探讨斜向裂纹的形成原因。
1 铸轧板带裂纹的开裂机理
铸轧带坯裂纹缺陷如图1所示。从图1(a)可见,铸轧板带表面呈现各种斜向裂纹,这些裂纹可能是有规律的分布,也可能是完全连续的,从而构建出一条裂纹带,如图1(b)所示。板坯的表面几乎是裂纹的开口,且他们之间有着明显的夹角,这种倾斜的裂缝的数量十分多,特别是在带有坯体的边缘和流动性差的地方。
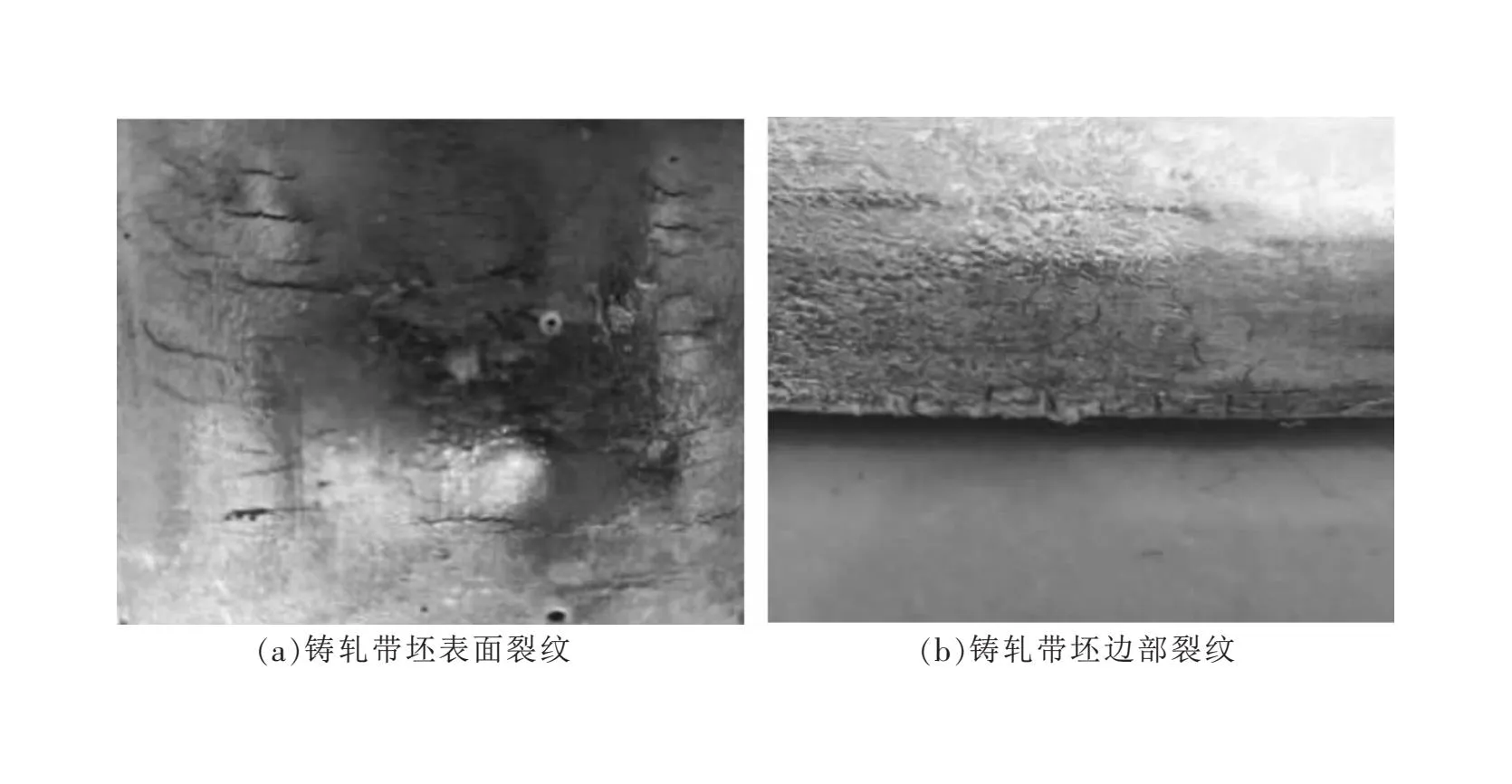
图1 铸轧带坯裂纹缺陷
进一步分析裂纹成因,经过对裂纹观察,得到断口处有氧化层产生,表明该裂纹是在高温条件下轧制凝固的过程中产生的。当材料在高温脆性阶段或强烈的冷却过程中,应力会聚焦在铸造结构缺陷的区域,从而产生裂纹。但不同的是,裂纹的断面变形塑痕呈现出鲜明的方向性,并且在裂纹的边缘可清晰见到物质的流向线,该线条与裂纹的开裂方向保持一致,表明该处的裂纹是由剪切力引起的。当金属板接触到与裂纹表面垂直的剪切力,裂纹在面上不停地浮动并扩张,从而产生周期性或者穿透性的裂纹,该状况称之为滑移裂纹。这种裂纹通常是在强剪切力作用下产生滑移带,当剪切力突破金属材料的塑性极限,在滑移带上,起初会出现大量的微小裂纹,而后随着剪切力度持续提升,这些微裂纹会不断扩大,甚至彼此连接,最终形成完全贯穿的裂纹。
在金属凝固过程中一般不会产生斜向的滑移带,这些斜向裂纹只能在轧制变形时所产生。经分析,在二维平面场中,Kiss点在凝固界面的表现较为清晰平稳;然而,在三维空间场中,由于熔池各部分的流量存在差异,受熔池形态影响,在凝固的最后阶段获取平稳的Kiss线是十分困难的。如图2(a)所示,板带熔池Kiss点位置并不稳定,Kiss点在换热较强或者流量较小的区域位置较高(例如A点),反之则位置较低(例如B点)。轧制区各域的相对压下ΔhN如下。

(a)熔池Kiss曲线示意图 (b)材料流变图 (c)铸轧开裂示意图

(1)
式中:R为结晶辊半径;lN为Kiss点高度。
由此可知,在结晶辊尺寸固定的情况下,铸轧区的相对变形量只取决于Kiss点的高度lN。
以此,本文提出了铸轧板带裂纹开裂机理,如果Kiss曲线的位置在特定位置上升,那么辊缝的出口宽度保持不变,Kiss点的位置上升将引发轧制的变形量上升,而Kiss点位置偏低的地方,其轧制的变形量则相对减少。所以轧制区会产生非协调变形,变形量大的厚区材料横向流动并挤压周边薄区材料,形成复杂剪切带,如图2(b)所示;简单来说铸轧形变模型可简化为厚度不均的板带轧制模型,如图2(c)所示,在厚区与薄区过渡区域的流变界面十分容易产生应力集中,滑移带会产生较多的细小微裂纹,在剪切力的持续提升下,微小的裂纹不断向外延伸,彼此连接,最终产生斜向裂纹。不均匀的变形量以及变形的动力均将推动滑动裂纹的发展。裂纹的发展也将消耗原本由于坯体变形所蓄积的动力,一旦这2个因素达成均衡,裂纹就会停止扩展。而在轧制过程中,不均衡的形状以及其所释放的能量不断重复堆积,一旦出现新的裂痕,滑移面就会发生破损。因此,试样的斜向裂痕是有规律的,在极端情况下甚至发生彻底贯穿。
需要指出的是,在侧封区域,由于熔池内部流量相对较少,同时侧封板的隔热性能不够完全,这就导致了熔池的边缘温度较低,从而使其Kiss点的位置偏髙,相对压下量较大,且在铸轧过程中侧封摩擦的影响,带坯边部已存在潜在裂纹,因此铸轧带坯的边部区开裂最为明显如图1(b)所示。由于高Kiss点区材料在变形过程中的压缩比和延展性要高于其他区域,该变形持续累积,还会使薄区材料在轧制方向上产生较大的拉应力,严重时还会产生拉伸裂纹。
此外,正常铸轧过程,大多数的金属在液体刚凝固时的主要结构为髙温固溶体。髙温固溶体滑移性不佳且并不稳定,容易随着温度的变化而转化,加剧了工艺的复杂性。Kiss曲线的不平衡性也可能导致各部位的压力和热交换模式的差异,从而对带坯的品质产生负面效果,引发带坯的结构失衡。因此,在轧制过程中,材料的不平衡变化,是导致斜向裂纹的关键因素。
2 铸轧裂纹数学模型
2.1 弹粘塑性材料本构方程
为验证上述理论,构造了铸轧裂纹的数学模型,并确定在高温液体中,金属的形成过程会变得更加复杂,且其温度会稍微偏离固相线,这也意味着该物质的强度会降低,主要呈现弹粘塑性,弹粘塑性材料本构方程如下。
(2)

(3)
式中:R0为塑性区尺寸,η0为材料的临界粘塑性因子。
2.2 裂纹萌生理论
双辊薄带连铸技术的冷却速率属于亚快速冷却,液态金属可能无法及时填充凝固缺陷便已凝固,因而铸态组织相对缺陷较多,由于分子间的位置差异较大,导致裂缝的产生存在某种程度的不确定性,然而,这些裂缝的形成主要发生在厚度和轻量级之间的过渡部分。主要的原因在于,轧制过程中厚薄过渡区的材料不仅会发生纵向的变形,还会产生较大的横向移动,使它们的相对位移量超过了其他区域。但固态材料本身的塑性有限,在过渡区易发生非协调变形,则公式如下。
(4)
应力-应变的关系满足下式。
σij=λδijεkk+2μεij
(5)
式中:λ、μ为lame常数,由此可知应变增大促使薄厚过渡区应力增加,当其超过某一极限值时,就会产生裂纹源。此外,由于铸态组织本身缺陷较多,滑移系的缺陷点均容易成为裂纹源。
3 轧制裂纹试验与数学模型结果分析
3.1 试验准备与建立模型
Kiss曲线分布不均造成熔池各区域变形量不协调,非协调变形致使铸轧带坯产生斜向裂纹。为了证实本文所提出的斜裂纹开裂机制理论,试验中使用图2(c)轧制模型进行研究,利用厚度不均的铸态铝合金板进行轧制试验,具体试验参数见表1。

表1 轧制裂纹试验参数
为进一步研究铸轧裂纹,本文建立了与试验条件相应的等比例数学模型(见图3),并在模型厚薄过渡区等关键位置进行网格加密处理。针对轧制区开裂的准静态问题,采用了显式算法进行求解,分析残余应力分布,推导裂纹的开裂趋势和变化。

图3 数值仿真的网络模型
3.2 试验结果与分析
轧制薄板试验如图4所示,试验结果显示,轧制后的金属板从原本的矩形形状转变为长多边形,且厚度区域的扩展变形十分显著,并有明显宽展趋势。而薄区的相对压下量较小,薄区与厚区变形严重不匹配,薄区材料受到拉伸作用,由边部缺陷开裂向中心延伸,但该类拉伸裂纹通常只存在于低Kiss点区,延展至厚区附近停止,这是由于裂纹释放了非协调变形产生的拉应力,而在厚区非协调变形不再明显,拉伸应力减小,裂纹难以继续扩展,这与本文提出的理论相符。
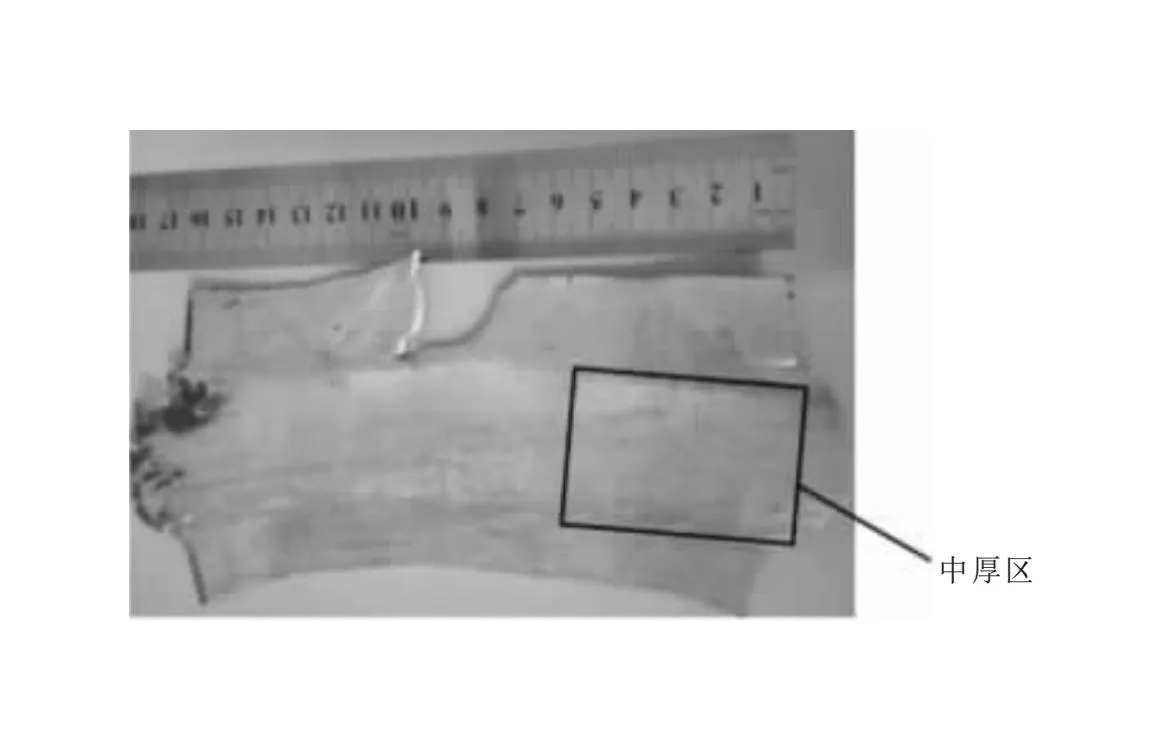
图4 试验轧制薄板
此外,由图4可知,金属板厚区两翼过渡位置从宏观上显现出了显著的斜向裂纹,这些裂纹呈现出周期性或完全贯穿的特征,数学模型结果与试验结果基本相符(见图5)。当厚度不均的材料进入变形区时,轧制引起的不均匀变形挤压材料横向流动,压力较高的地方,材料只能在滑动系统中进行单向运动,并在带坯厚区两翼堆积,该区应力强度因子(KⅡ)迅速增加,当超出材料的极限值(Kc),滑动表面会产生颈缩现象,并在接下来的剪切变形过程中加快破裂产生裂纹,并进一步扩大。当剪切裂纹产生后,变形区的应力释放,应力强度因子减小,当KⅡ小于Kc时,裂纹停止扩展,并移出变形区,与此同时,新进入变形区的材料非协调变形势能会重新累积,直到KⅡ大于Kc产生新的裂纹,如此往复,带坯出现波浪形状的剪切应力,并在厚区两翼成V形分布,因而试验带坯的斜裂纹可能为周期性分布的。且剪切应力过大时,裂纹扩展可能会贯穿已产生的裂纹,形成贯穿型长裂纹(见图4)。

图5 试验与仿真结果
此外,铸轧裂纹的产生是多因素的,而变形量增大还会反作用影响Kiss点位置,Kiss点位置的提升将导致变形范围扩大,接触压力上升,从而提高了界面的热交换能力,最终导致Kiss曲线的进一步上升。一旦Kiss曲线在铸轧过程中出现不稳定状况,带坯将会产生大量的裂痕,这将直接对铸轧工艺的稳定性和连续性产生影响。由此可知,裂纹的产生与熔池的布流情况息息相关,通过带坯的裂纹也可反映出熔池布流状况的优劣。
轧制的速度可能导致带坯各部分应力分布不平衡,特别在受到较高压力的部分,可能出现物质堆积的情况。材料的塑性特征在高应变速率下会受到影响,轧制速度的增加将导致应力更加集中,从而使裂纹的扩展趋势更加明显。试验结果表明,温度场分布、铸轧速度、压下量等因素均与斜向裂纹的形态和分布有关,而其影响规律还需要进一步探究。
4 解决方案及试验验证
4.1 抑制斜向裂纹产生的解决方案
通过前文对双辊薄带铸轧板带斜向裂纹形成机理的研究,总结其本质原因为铸轧过程中Kiss线不平稳,导致熔池中凝固坯壳啮合形成的初级板坯出现明显薄厚不均的现象,经由两侧结晶辊的轧制作用,对板坯产生一定的轧制变形量,进而在薄厚过渡区的流变界面产生应力集中,最终形成多个微小裂纹,并随轧制过程中所产生的剪切力提升而不断向外扩展,成为斜向裂纹。
为抑制双辊薄带铸轧过程中斜向裂纹的产生,可从铸轧工艺和试验设备的优化2个方面考虑。
1)通过提高金属液的浇铸温度并降低铸轧速度,可有效地降低材料的粘度,使金属液在熔池中表现得更加活跃。这样一来,在产生厚薄差异时,金属液可为薄区材料提供更多的反应时间,从而有效抑制厚薄过渡区的形成。同时,通过调整铸轧工艺并采取相应的配合措施,内部熔池温度场发生变化,导致Kiss线整体高度下降。这种改变还会减小铸轧过程中的压下量,具体的铸轧参数如表2所示。
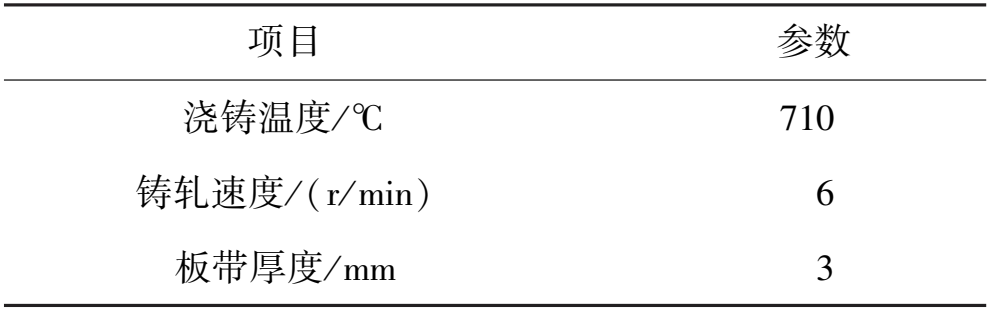
表2 试验主要铸轧参数
2)针对试验设备优化方面,主要将布流器高度降低,使熔池缩小,并使布流器两侧与结晶辊相切,减少浇铸对熔池内部的冲击影响。同时两侧采用硅酸铝板做侧封板,在阻止金属液外溢的同时确保隔热性能。铸轧过程中需要控制两结晶辊之间的平行度。
4.2 试验验证
参照4.1节方案,对铝合金材料进行了双辊薄带铸轧试验,验证抑制斜向裂纹方案的可行性。图6为改进后双辊铸轧板带的表面宏观特征。由图6可知,板带整体表面平整,未见宏微观斜向裂纹出现,板带两侧无周期性摩擦所致的周期性裂纹。由此可得,抑制双辊薄带铸轧工艺的斜向裂纹产生,需要综合考量铸轧过程中熔池温度场、铸轧速度、铸轧过程中结晶辊对板带的压下量以及熔池布流和侧封装置的选材与设计。

图6 板带表面宏观特征
5 结论
1)Kiss曲线的不稳定性可能导致各区域的压力下降量和换热模式的差异,这将对带坯的品质产生影响,可能引发带坯的组织不均匀、裂纹甚至报废。在铸造过程中,需要精确调整Kiss曲线的位置以保证与辊缝平行,同时,在铸造过程中应避免使用过高的轧制速度和过大的轧制力。
2)在带坯穿过辊缝的过程中,由于各区域的形状不均匀,压力较大的区域周围会出现材料堆积,而单向的持续滑动会导致该区域的应力集中,如果超过了铸造物质的塑性极限,滑动区域会显露较多微裂纹源。随着剪切力的持续提升,这些微裂纹会不断扩大彼此连接,最终构建起完全贯穿的裂纹区域,进一步引发斜向裂纹。
3)通过提高铸轧过程中的初始浇铸温度和降低铸轧速度来改变熔池内部温度场的分布,间接降低铸轧板带过程中的压下量,保证Kiss线始终处于同一水平线上,抑制铸轧板带出现薄厚不均的现象,杜绝斜向裂纹的产生。同时改变双辊薄带铸轧过程中布流情况以及侧缝保温装置,对抑制裂纹的产生和维持熔池内部温度场有积极影响。
猜你喜欢
电子技术应用(2022年11期)2022-11-28
一重技术(2021年5期)2022-01-18
军事文摘·科学少年(2020年3期)2020-03-26
有色金属材料与工程(2018年4期)2018-11-25
西安理工大学学报(2018年3期)2018-10-29
水利规划与设计(2017年12期)2017-02-06
故事作文·低年级(2016年11期)2016-11-29
上海金属(2015年5期)2015-11-29
上海金属(2015年4期)2015-11-29
上海金属(2014年6期)2014-12-20
