无损检测用焊缝试板裂纹缺陷制备技术研究
2024-03-04 05:59程肇君沈芸葛佳棋
金属加工(热加工) 2024年2期
程肇君,沈芸,葛佳棋
中车戚墅堰机车车辆工艺研究所股份有限公司 江苏常州 213011
1 序言
无损检测是把关产品质量的重要技术,是工业发展必不可少的有效工具,在各工业领域的生产制造过程中发挥着巨大的作用。无损检测的实施,离不开具有资质的检测人员,人员技能水平和素质水平的高低,往往也直接影响了无损检测的结果。因此,有效的培训与资质鉴定考核成为确保无损检测人员水平的重要途径[1]。无损检测培训及考核试样是无损检测人员资格鉴定的关键器具,直接影响培训质量和考核的可靠性。当前,国际上通用的无损检测人员资格鉴定与认证标准ISO 9712:2021《无损检测 无损检测人员资格鉴定与认证》与美国无损检测学会ASNT颁布的相关规范已在全球得到广泛推广和应用,我国无损检测学会和众多行业协会也相继颁发了规范无损检测人员培训和考核的标准,这些标准中对无损检测方法以及检测用试块均提出了相应的要求[2,3]。
受设计和加工条件制约,多数培训机构使用的培训及考核试样中缺陷往往为人工缺陷,而非自然缺陷,尤其是裂纹缺陷,工艺中形成的自然裂纹与激光刻蚀产生的人工裂纹差别较大,这对无损检测人员的培训效果产生不良影响。人工缺陷无法真实反映实际检测中的缺陷检测情况,导致无损检测人员通过试样无法认知自然缺陷,极大地降低了无损检测可靠性。部分学者分析了各类裂纹的形成机理,意图在焊缝中通过控制工艺参数制造自然裂纹,从目前已有的文献[4,5]来看,结果往往可控性较差,很难获得所需长度、位置和走向的裂纹。
本文基于当前无损检测培训用焊缝缺陷试板存在的问题,针对自然裂纹加工技术,通过研究焊接裂纹产生的机理并开展工艺试验,采用异种材料预埋的方式,确定最佳裂纹制备辅助材料和工艺。采用无损检测方法验证裂纹制备的效果,最终形成一整套裂纹加工技术方案和实物试样,满足无损检测培训、考核的需要,为提高国内无损检测培训用焊缝试板的缺陷制备技术提供参考。
2 裂纹缺陷试板的制作
试板制作研究分为3个部分。
第一,填充材料研究:针对裂纹产生机理进行初步研究,并分析产生裂纹的方式,确定产生裂纹的做法和目标材料。
第二,填充及焊接过程研究:填充方法研究,焊接过程(打底、预埋、填充及盖面)。
第三,检测试验研究:采用多种无损检测方法对制作的试样进行检测试验,验证裂纹制作效果,确认方法可靠性,具体技术路线如图1所示。

图1 技术路线图
3 填充材料研究
3.1 裂纹制作方法
轨道交通装备中大都使用低碳钢,其塑性储备较好、淬硬倾向低,因此出现延迟裂纹等冷裂纹的概率较小,不易制作焊接冷裂纹。而钢板中S、P等不良杂质元素的控制较好,降低了产生液化裂纹、结晶裂纹等焊接热裂纹的倾向,仅从工艺的角度去考虑,很难将低碳钢焊出裂纹。因此,本文考虑采用填充异种材料的方式制造自然焊接裂纹。
焊接裂纹是在焊接应力及其他致脆因素共同作用下,焊接接头中局部区域的金属原子结合力遭到破坏,形成新界面所产生的缝隙,具有尖锐的缺口和大小的长宽比特征。焊缝中常出现的裂纹主要有热裂纹、冷裂纹、再热裂纹等。热裂纹形成因素主要是焊缝中的杂质、应力、装配质量等。冷裂纹形成因素主要是材料淬硬倾向、氢含量及分布、接头拘束应力状态等。再热裂纹形成因素主要是晶界弱化、晶内强化、应力等。通过在焊缝金属中填入异种材料,使焊缝金属中产生低熔点共晶或增加其淬硬性,可产生上述类型的裂纹缺陷。
3.2 目标填充材料特性及选择
根据上述分析,有针对性地选取了铸铁、高强钢、铜及钨等几种截然不同的材料作为备选目标填充材料,如图2所示。

图2 目标填充材料
铸铁的碳含量较高,硬度大,焊接时容易产生裂纹,以冷裂纹为主,热裂纹倾向不敏感。高强钢塑性储备差、淬硬倾向大,易形成冷裂纹。铜夹杂易引起开裂:铜和钢金属力学性能差异较大,合金中含有钕、铅等元素,易在较低温度下与铜形成低熔点共晶体。焊接过程中,这些低熔点共晶体结晶晚,易使焊缝产生开裂。钨夹杂会恶化焊接接头力学性能。
4 填充工艺研究
4.1 填充方法
填充方法如图3所示。将目标填充材料放置在第二层焊道上:对于内部裂纹,采用机械方式在第二层焊缝加工一定尺寸的凹槽;对于表面裂纹,则无需加工凹槽。采用盖面焊将目标填充材料固定在焊缝内部,焊接过程中,目标填充材料、热源及钢板之间可能产生某些相互作用(如铜和钢的性能差异),导致裂纹产生。而对于某些目标填充材料,由于其性能稳定等原因(如钨棒),不会引起焊缝成形的显著改变。

图3 填充方法示意
4.2 焊接工艺
焊接裂纹的制造先后采用打底、预埋材料、填充及盖面4个过程制备。
焊前准备材料及设备如下:母材为Q235B碳素结构钢板,尺寸为250mm×200mm×10mm,V形坡口,坡口角度50°,采用的焊丝为φ1.2mm的ER50-6,保护气为80%Ar+20%CO2混合气。
施焊前,采用打磨等机械方式清理焊接装配区域附近20mm范围内的杂物,直至露出母材金属光泽,并采用丙酮清洗板材表面的油污,达到表面清洁的效果。
(1)定位焊 预留间隙3.0~3.5mm,查看上下前后是否对齐,两头定位焊长度应为10~20mm,磨成斜坡,便于焊接时两点背面成形更好。预留反变形(根据焊接顺序和焊接层数可留、可不留)。
(2)打底焊 采用锯齿运条法焊接,也可采用月牙运条法焊接。焊枪角度与焊接方向呈70°~80°,与焊缝两边的母材呈90°。根据熔孔大小决定焊接速度。
(3)填充层 用钢丝刷将打底焊的焊接杂质刷掉,采用锯齿运条法焊接,也可采用月牙运条法焊接,焊接到两边时稍作停留,注意两边的熔合情况。焊接角度和打底焊一样。单面焊接完第一层填充后,用磨光机加工两个30mm×8mm×3mm的凹槽,分别在两块试样上放入4种目标填充材料,如图4所示。然后焊接第二层填充焊,把缺欠盖住。填充到距离坡口边缘线1mm左右。

图4 目标填充材料放置
(4)盖面焊 采用锯齿运条法焊接,也可采用月牙运条法焊接。焊接角度同打底焊。焊接时以坡口两边的边缘线为基准,焊枪摆到一边的边缘线时稍微停留,使铁液与坡口边缘线充分熔合,这样也不易产生咬边现象,以此类推来回摆动直至结尾。根据熔池高度控制焊接速度,收尾时由于熔池温度过高,产生的弧坑会较大,因此要用反复收弧法来填满结尾的弧坑。
焊接完成后先用钢丝刷将焊接后的杂质清理掉,然后用錾子清理焊接飞溅。清理时注意焊缝附近的焊渣,以免破坏焊缝;然后再线切割焊缝起弧和收弧区域,避免有焊接产生的缺欠存在。实物试样成形状态如图5所示。

图5 实物试样成形状态
试验用焊接参数见表2,组装间隙为2~3mm。

表2 试验用焊接参数
5 检测试验研究
分别采用超声波检测和射线检测对填充铜片、钨棒、铸铁和高强钢的区域进行检测,确定填充后的效果。超声波和射线检测结果分别如图6~图9所示。图6~图9结果显示,采用铜片作目标填充材料的试样区域,产生了明显的裂纹:超声波检测的缺陷反射信号明显,射线底片的影像中裂纹形态清晰可辨,呈现明显的尖端和曲折特征。并且,裂纹的形貌与填充的铜片形状不同,说明裂纹是焊接产生的。

图6 铜片填充区域检测结果
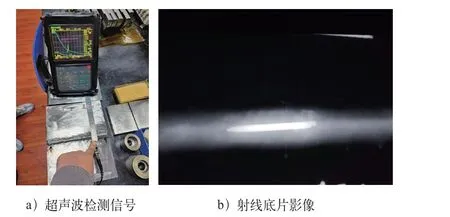
图7 钨棒填充区域检测结果
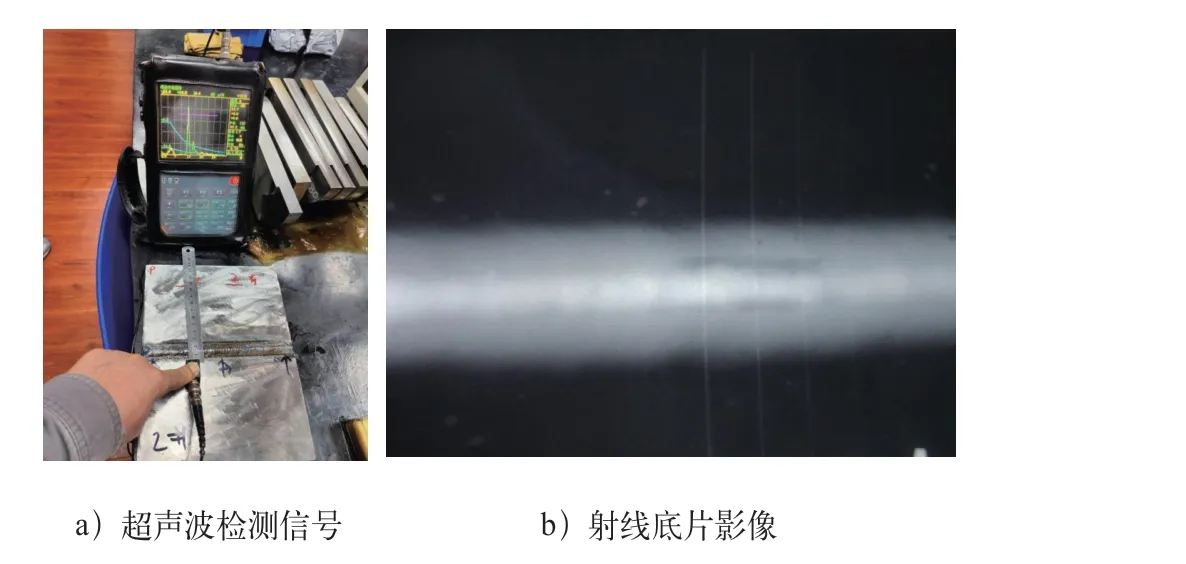
图8 铸铁填充区域检测结果

图9 高强钢填充区域检测结果
而钨棒、铸铁和高强钢作目标填充材料的试样区域,呈现了截然不同的特征:①预埋钨棒、铸铁和高强钢的区域,超声波检测的缺陷反射信号较高,尤其是铸铁和高强钢。②预埋钨棒的焊缝区域,钨棒的显示发亮,呈现典型的夹钨影像特征(钨的原子序数与密度均高于铁及铁碳合金,因此经射线透照后得到的影像发亮),而预埋铸铁和高强钢的焊缝区域,较为暗淡。结合影像学原理,评定出现该现象的原因为铸铁的密度通常低于Q235B碳素结构钢(前者为7.2×103~7.35×103kg/m3,后者为7.85×103kg/m3),且填充区域在焊接后存在一定间隙;高强钢的密度与Q235B碳素结构钢相当,由于凹槽的存在,填充区域后有一定间隙。
由此初步确定了铜片作为填充材料产生焊接裂纹的有效性。进一步开展不加工凹槽的填充试验,目的是制作表面或近表面裂纹。如图10所示,直接将铜片放置在焊道上并进行盖面焊。

图10 铜片填充(不加工凹槽)
分别采用荧光湿法磁粉检测和着色渗透检测对填充区域进行表面检测。检测结果分别如图11、图12所示。由图11、图12可知,裂纹磁痕显示和渗透显示清晰可辨、特征明显。铜片填充的效果再次得到验证,其作用直接导致近表面和表面区域产生裂纹。

图11 荧光湿法磁粉检测结果(裂纹显示)

图12 着色渗透检测结果
为了进一步确定铜制材料的致裂效果,选用铜丝作为目标填充材料,按照前述的填充方法填充并焊接。经非荧光湿法磁粉检测后发现,裂纹十分明显(见图13)。由此证明,铜片、铜丝等铜制材料均可有效制作焊接裂纹。

图13 铜丝填充后表面磁粉检测显示
研究分析显示,铜的热导率比碳素钢大7~11倍,当采用的工艺参数与焊接同厚度碳素钢相近时,则铜材很难熔化,填充金属和母材也不能很好地熔合。铜和钢焊接时,熔池内铜与其中的杂质形成低熔点共晶物,使铜及铜合金具有明显的热脆性,产生热裂纹。同时,铜焊接时产生气孔的缺陷较多,铜在高温时吸收氢的能力比铁大得多,而铜的热导率大,熔池凝固速度快,因此氢气不容易析出,在焊缝中形成氢气孔。另外,Cu2O在熔池中与H2或CO反应,生成的水蒸气或CO2不易析出,在焊缝中形成反应型气孔。焊接接头晶粒易粗化,导致塑性下降。因此,铜的填充及后续的焊接过程,共同导致裂纹的产生。
6 结束语
1)通过对目标填充材料及填充过程进行研究,结合不同材料特性及焊接性能,获得了自然裂纹焊缝试板的制备方法。
2)通过多种无损检测方法试验的开展,验证了目标填充材料及填充过程的效果,确定了铜片、铜丝填充材料导致焊接裂纹的有效性,为综合开展其他焊接和无损检测研究提供了经验基础。
猜你喜欢
文史月刊(2023年10期)2023-11-22
江苏水利(2022年2期)2022-03-04
装备制造技术(2020年4期)2020-12-25
童话世界(2018年8期)2018-05-19
传媒评论(2017年10期)2017-03-01
现代制造技术与装备(2015年4期)2015-12-23
发明与创新(2015年3期)2015-04-17
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10
河南科技(2014年8期)2014-02-27
汽车与新动力(2014年4期)2014-02-27