
空调电机定子自动防锈、按印制造装备的研究
2024-03-03 09:50:18熊立贵蔡昭华谢波陈娃蕊李壮志何波
轻工标准与质量 2024年1期
熊立贵 蔡昭华 谢波 * 陈娃蕊 李壮志 何波
(1.广东开放大学(广东理工职业学院),广东广州 528428;2.中山市格林曼光电科技有限公司,广东中山 528400;3.中山德力森自动化设备有限公司,广东中山 528400)
空调器已成为大众化的电器,且中国是全球空调研发和生产的最大基地,国内空调产销量占全球80%的份额[1]。其中塑封电机是空调器的主要元器件,它的质量决定空调产品的风量大小,直接影响空调器的制冷量或制热量的能力。目前市场上对塑封电机防锈处理的大都是半自动作业制造生产,表面除防锈油不均匀,且作业时人为因素导致除油偏少或偏多。然而塑封电机定子是铁芯材料,易生锈,每个电机定子进行塑封后要进行防锈处理工序,目前大都是人工作业。此外,塑封电机每日生产的订单种类多,企业为了生产订单批次跟踪管理,采用不干胶透明贴纸,不仅效率低,还增加成本。当前国家的工业化进程逐步向科技化、数字化、智能化的方向转变,装备制造行业也跟进发展步伐,迈进智能化工厂,实现制造系统“无人化”生产[2]。为促进智能制造行业高质量发展,进行对空调电机定子自动防锈、按印制造装备的研发势在必行。因此,本文针对塑封电机定子铁芯防锈处理和生产订单批次号跟踪管理面临的自动化难题,开发一体式自动化制造装备,提高产品的生产效率,同时解决电机定子生锈问题,对空调送风装置的耐用性具有现实意义。
1 塑封电机定子产品结构
塑封电机结构主要由定子部分、转子部分、支撑部分的端按和轴承三大部分组成。本文主要是研究塑封电机的定子结构中的自动化铁芯防锈处理技术和塑封料外壳按印订单批次号技术。定子部分是由定子铁芯、定子绕组、机壳(塑封料)等组成[3]。
1.1 铁芯结构
铁芯部分是0.2 mm 至0.6 mm 之间的硅钢片作为原材料进行冲压叠片组成,由于铁的成分容易与空气中的氧气发生化学反应,生成氧化铁和四氧化三铁的混合物铁锈。
1.2 定子绕组结构
定子绕组常规材料为包有耐温绝缘漆的漆包线,其由漆包线、绝缘骨架、热保护器、引出线、端子、插件组成。
1.3 塑封定子结构
半定子绕线、BMC 材料封装定子,具有体积小、噪声低等优点,主要用于空调、除湿机、空气净化器等电器。定子在铁芯上组装绝缘骨架、绕线后进行塑封,塑封料采用热固性BMC,以不饱和聚酯树脂为基体,以玻璃纤维为增强材料,并加入固化剂及各种填料,均匀混合而成的一种模塑预成型材料。对每批次订单生产定子进行按印,可以跟踪管理,方便解决产品售后问题溯源。
2 塑封电机定子防锈、按印制造装备结构研究
塑封电机定子防锈、按印装备,其结构由方管焊接的机架,在机架上设有加工工作台,机架侧装有控制箱,在基座上设有塑封电机定子防锈部分、定子按印部分和定子排出部分机构,以及操作控制面板,如图1 所示。
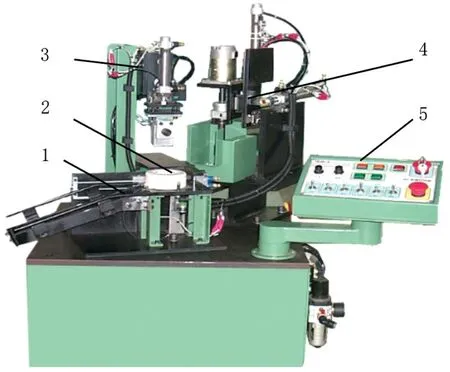
图1 塑封定子防锈按印装备
当检测到工作台上有塑封电机定子时,防锈机构竖向下降运动,刷头进行蘸油后,上升,再由横向水平运动,到达定子处时,竖直向下运动,同时刷头进入定子中并由驱动系统转动涂油防锈,使防锈剂覆盖于定子的铁芯件上,定子涂防锈剂工艺完成。按印运动驱动系统得到指令后进行工作,同理按印机构组件中设有竖向升降部分及横向水平伸、缩运动装置,印头先进行竖向下降运动蘸印泥,上升,再横向水平运动,到达定子处时,竖直向下降运动,进行按印订单批次号码,上升后进行横向复位,定子排出部分用于将治具拨出加工工作台。
2.1 塑封电机定子防锈制造装置
塑封电机定子防锈机构装置主要是用于对电机定子进行防锈加工,其结构由支撑架座、导轨、水平横向气缸、横向运行导板、垂直竖向气缸、旋转电机、万向接头、轴承座、旋转杆、夹头、油毛刷、小油箱等构件组成。其工作原理是:防锈剂储存件、可旋转防锈件以及驱使可旋转防锈件横向水平运动、竖向升降运动以使可旋转防锈件靠向电机定子进行防锈工作或在完成防锈工作后离开定子并使得可旋转防锈件进入防锈剂储存件中的防锈运动驱动系统,可旋转防锈件在进入防锈剂储存件中以使防锈剂覆盖于可旋转防锈件上。达到电机定子的铁芯覆盖防锈油,不易生锈的目的[3]。
2.2 塑封电机定子按印制造装置
塑封电机定子按印机构装置用于对定子进行按印加工,其结构由印泥台、支撑架、水平横向气缸、导杆、直线轴承座、垂直竖向气缸、弹簧复位装置、压紧固定结构、印章头、印泥盒组成。塑封电机定子按印机构部分工作原理是:按印头,以及驱使按印头横向水平运动、竖向升降运动以使按印头靠向塑封定子进行按印工作,在完成按印工作后离开治具的按印运动驱动系统,按印运动驱动系统包括有竖直设置的送印气缸,送印气缸的下端连接有导轨,导轨的下端固定有按印气缸,在按印气缸的下端固定连接有按印头,按印气缸可驱使按印头作用于治具上或离开定子,送印气缸可驱使导柱作竖直升降运动以使按印气缸接近定子或远离定子。按印运动驱动系统还包括有竖直安装于基座上的油箱支柱,在油箱支柱上设有油箱,在油箱中横向设置有水平气缸,水平气缸的端部通过支架与送印气缸连接,水平气缸可驱使送印气缸在水平方向上运动。按印机构作用是在生产中,生产订单每批次码直接按印在产品上,无需以前采用不干胶标贴纸粘贴,节省了材料人工费用,还可以进行产品分类以及产品售后跟踪,达到便于管理的目的[4,5]。
2.3 电机定子放置、排出装置
塑封电机定子送料定位装置是在防锈、按印加工之前的工序,同时也是加工完后排出回料机构。其结构是由定位架工作台、斜托条、接近开关、无杆气缸、排出杆、接料槽、缓冲橡胶垫等组成。工作原理是:塑封电机定子在进入工作台上时,在电机定子被按印、防锈序加工完成后,得到信号指令,有一个拔料的无杆气缸将定子从定位处向下拔回,而塑封电机定子会顺着斜托系滑下,即完成定子加工完成后排出工序,然后进行包装入库。
3 塑封电机定子防锈、按印装备控制研究
塑封电机定子防锈、按印装备控制系统由旋转伺服电机、PLC 控制器、人机界面控制屏、急停按钮、指示灯、启动按钮、电位器、交流调速器、电源整流板等组成。气路组件部分主要是由储气罐、滑块双杆气缸、圆柱形缸、电磁阀、消音器、三联体、管接头、气管等组成。在电气控制方面的关键技术是要解决塑封电机定子的防锈、按印工序,两个工序的先后工作顺序,以及工作水平横向伸出相同点定位中心。人机界面操作为手动及自动两种操作模式,手动操作主要是在第一次加工时进行调试运行,在调试、设定好后,系统就会保存记忆,以便下一次同规格型号的产品加工。在启动自动模式时,检测到工作台有工件,装备就开始运行并进行加工,按印气缸下降蘸油墨,随之上升。同时毛刷气缸下降浸防锈液。压印气缸上升后,水平横向传送气缸伸出,按印气缸下降在工件上按印。按印结束后,压印气缸上升,水平伸出传送气缸退回原位置。毛刷机构气缸上升后,毛刷高速运转,将毛刷上多余的防锈液甩下,传送水平横向气缸退回原位置后,防锈装置的水平伸出传送气缸出,毛刷低速运转,毛刷气缸下降在工件内涂防锈液。涂防锈液结束后,毛刷气缸上升,水平伸出传送气缸退回原位置。卸料气缸出,将工件推出工作台,卸料气缸回,即完成了一个工作循环过程[6]。
3.1 电路控制设计
空调电机定子智能制造装备采用了PCL 可编程控制器进行控制。电路控制图设计,可指导工人对研发装备进行按线组装,同时对今后查找问题和维修也起到作用。
3.2 气路图控制设计
智能装备的按印部分、毛刷上下运动部件、工件排出部件、按印送出装置、毛刷水平方向运行部件全部采用气缸作为动力,其气路控制中采用三联体、电磁阀等组成。
在加工工作台上检测到定子工件时,根据控制程序依次进行定子按印加工工序、定子防锈加工工序,在按印、防锈工序加工完成后,通过塑封定子排出机构将塑封定子卸料排出加工工作台,整个过程自动化控制,连续不间断地完成作业,快速、高效,大大降低了生产成本和人力强度。
4 装备研发流程、运行调试实验、保养维护
4.1 装备研发流程
非标设备开发一般适合以下装备研发制造流程,可以为新型装备研发流程提供参考价值:
4.2 装备运行、调试实验
装备在全部组装及布线完成后,接下来就是调试运行,测试装备是否能满足技术要求进行产品加工,并验证其可靠性。
在运行调试时,先进入手动操作模式,即开机状态为手动状态,手动运行前,要确认【原位置】灯是否亮。如果不亮,即传送1、传送2 气缸没在初始位置,这时要使【原位置】按钮开关ON,即确认【原位置】灯亮。然后,根据操作面板的示意,进行手动运行。毛刷的高、低速度由操作面板的高、低速度调节旋钮来确定。
以下是控制操作面板上对应的各操作开关按钮功能:
(1)压印:上升/下降(压印气缸的上/下);(2)传送1:送出/退回(压印气缸的出/退);(3)传送2:松出/退回(毛刷气缸的出/退);(4)毛刷:上升/下降(毛刷气缸的上/下);(5)卸料:送出/退回(卸料气缸的出/退);(6)启动:自动/脚踏(启动方式的选择)。
在手动模式进行试运行后,一切正常情况下,把模式设置为自动运转状态模式。根据操作面板的【操作模式】按钮开关,把手动运行方式转换成自动运行方式。自动运行前,要确认【原位置】灯是否亮。如果不亮,要使自动运行方式转换成手动运行方式,再使【原位置】按钮开关ON,即确认【原位置】灯亮根据操作面板的启动方式选择开关,确认是自动启动还是脚踏启动。在自动启动方式下,工作台一放置工件,机器就开始运行。在脚踏启动方式下,工件放置工作台上,然后使脚踏开关ON,机器才开始运行。启动后,压印气缸下降沾油墨,随之上升。同时毛刷气缸下降浸防锈液。压印气缸上升后,传送1 气缸出,压印气缸下降在工件上按印。按印结束后,压印气缸上升,传送1 退回原位置。毛刷气缸上升后,毛刷高速运转,将毛刷上多余的防锈液甩下,传送1 气缸退回原位置后。传送2 气缸出,毛刷低速运转,毛刷气缸下降在工件内涂防锈液。涂防锈液结束后,毛刷气缸上升,传送2 气缸退回原位置。卸料气缸出,将工件推出工作台,卸料气缸回。然后再放置工件,进行下一个循环过程。在空运行一切正常情况下,放入定子加工工件,踩一下脚踏开关,装备进行防锈、按印、排料的工序加工过程。为了验证设备的可靠性,设置塑料电机定子防锈按印装备完成一个循环,自动进入下一个循环,不断地运行加工,经过调试运行一切符合技术协议要求,才可以发货给客户使用。
4.3 装备维护与保养
在使用设备工作前应检查各紧固件有无松动,机器有无安放平稳,设备在工作时如有异常,应立即停车,以免损坏,工作完毕后,清除杂物,擦拭干净设备。定期检查气压系统中的油量,不足时就及时补充液压油。定期检查气动部分过滤器中的水,及时排水,检查油雾池中是否仍有机油,不够时就及时补充。检查各滑块、铰链,使其行走顺畅,定期加润滑油[7]。
5 应用实例
塑封电机在家用电器中应用比较广泛,其具有噪声较低、体积小的优势,因此是壁挂式空调器室内机风扇系统首选原因。该装备已在电机生产商得到推广应用,该设备的加工塑封定子防锈效果均匀,手工涂覆时作业的防锈漆均匀性效果不佳。对内部进行除锈可以提高电机的使用寿命,减少转子的摩擦。
6 结束语
本文针对塑封电机后工序处理制造,研发出一种适合于空调器、移动空调、除湿机、空气净化器等电器的塑封电机防锈、按印智能制造装备。
(1)制造装备加工工作台上放置工件,然后先后通过工件按印部分、工件除锈部分对工件进行按印加工和除锈加工,并在加工完成后,通过工件排出部分将工件排出加工工作台,整个过程自动控制,连续不间断地完成作业,采用防锈、按印为一体化塑封电机后工序智能制造的结构,一机实现防锈、按印两工位制造加工功能;
(2)除锈运动驱动系统包括有毛刷气缸,所述毛刷气缸的下端与旋转电机固定连接并驱使旋转电机下降进行旋转除锈作业/旋转沾除锈剂,并进行旋转,使塑封电机内部除油均匀;
(3)工件排出部分包括有排出斜道和旋转拨动装置,排出斜道的上端与加工工作台抵接以承接工件落入其中,旋转拨动装置包括有拨动电机和与拨动电机连接的拨杆,拨杆与放置在加工工作台上的工件平齐并可在拨动电机的驱动下将加工工作台上的工件拨入至排出斜道,实现自动卸料功能。
其在控制方面的不足是该系统虽然选用了PLC 与触摸屏完成了设计,但产品的性价比不是最佳的,在以后的设计改进中,准备利用ARM 嵌入式系统替代目前的系统,这样成本会大大下降,提高该产品的市场竞争能力。
猜你喜欢
装备制造技术(2021年1期)2021-05-21 07:55:14
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
模具制造(2019年4期)2019-06-24 03:36:42
制造技术与机床(2017年8期)2017-11-27 02:10:01
科技创新导报(2016年9期)2016-05-14 09:12:16
邢台学院学报(2016年4期)2016-02-28 19:54:41
电源技术(2015年7期)2015-08-22 08:48:32
国外科技新书评介(2014年3期)2014-12-17 17:26:53
印刷技术·包装装潢(2014年5期)2014-08-27 16:56:19
