
硫磺回收装置过程气系统压降的影响因素及控制措施
2024-02-28 03:55金洲陈上访罗双笛
石油与天然气化工 2024年1期
金洲 陈上访 罗双笛
1.中国石化股份有限公司镇海炼化分公司 2.中油国际管道公司
硫磺回收装置处理含H2S酸性气并回收硫磺,目前,大部分石油炼制企业、煤化工企业及高含硫天然气净化企业需处理的酸性气流量大,H2S含量高,配置的硫磺回收装置一般采用克劳斯(Claus)制硫+尾气处理+尾气焚烧工艺,该工艺硫磺回收装置一般由制硫单元、尾气处理单元和尾气焚烧单元等组成。自2015年7月1日GB 31570-2015《石油炼制工业污染物排放标准》实施后[1-2],部分炼厂硫磺回收装置在尾气焚烧单元后增设烟气脱硫单元,以满足更加严格的烟气排放标准[3-6]。
硫磺回收装置处于石油炼制、煤化工企业工厂生产链的末端,所处理的酸性气具有压力低(约50 kPa)、流量大和增压风险高等特点,因此,硫磺回收装置正常运行最基本的条件就是过程气系统畅通[7]。装置过程气系统包括酸性气进装置和空气混合燃烧、过程气换热设备、制硫及加氢反应器、过程气急冷和吸收净化塔等。过程气系统畅通要求酸性气燃烧后产生的过程气能顺利通过各生产设备抵达烟囱,并将废气排放至大气。另外,硫磺回收装置系统低压降运行还可降低装置运行能耗(包括上游溶剂再生能耗和装置主风机运行电耗等)。因此,硫磺回收装置过程气系统保持低压降工况是实现装置高效、长周期运行的关键。结合硫磺回收装置生产实际,装置过程气系统压降上升的可能原因包括:①反应炉烧嘴故障导致通道堵塞;②反应炉配风不足导致烃类燃烧不完全产生系统积炭;③装置生产波动导致加氢反应器硫击穿引起急冷塔单质硫堵塞;④吸收塔溶剂变质(或夹带杂质)导致吸收塔填料堵塞,塔压降升高;⑤装置反应炉烧氨不完全导致过程气低温部位铵盐结晶;⑥装置硫冷器液硫出口管线不畅导致硫冷器积聚液硫引起管束压降上升。
1 硫磺回收装置简介
镇海炼化10×104t/a硫磺回收装置负责处理来自延迟焦化、加氢裂化和蜡油/柴油加氢等装置的高含H2S酸性气,同时处理配套的低压无侧线污水汽提装置的含氨酸性气(氨体积分数约30%)。装置采用二级Claus制硫+尾气加氢还原+尾气焚烧工艺技术,由制硫单元、尾气处理单元、尾气焚烧单元和液硫脱气单元4部分组成。压力为40 kPa的酸性气通过酸性气管网进入硫磺回收装置回收其中的硫,废气净化后得以排放,排放烟气中SO2质量浓度达到GB 31570-2015的要求。
1.1 装置主要工艺技术特点
装置主要工艺技术特点如下:
(1) 装置采用直接注入式烧氨技术,反应炉采用进口高强度专用烧氨烧嘴,含氨酸性气和预热后的清洁酸性气混合后直接进入反应炉,在1 250 ℃以上的炉温环境中实现烧氨;装置采用二级常规克劳斯制硫和加氢还原尾气处理工艺。
(2) 克劳斯部分采用在线加热炉再热工艺,使装置具有较大的操作灵活性;尾气加氢净化加热炉采用专用烧嘴,在次化学当量比工况下燃烧具备产氢功能,可为尾气加氢提供部分氢气。装置采用在线炉再热工艺,同时,具备较低的操作压降。
(3) 尾气加氢还原工艺采用质量分数为35%的高效吸收剂,采用两级吸收、两段再生技术,可使处理后尾气中H2S质量浓度≤20 mg/m3;尾气吸收塔后增设尾气碱洗塔,应急工况时采用碱液吸收深度脱硫,而正常工况时碱洗塔停运。
(4) 装置设置H2S/SO2比值分析仪、H2含量分析仪、急冷水pH值分析仪、烟气中O2含量分析仪、烟气CEMS分析仪及VOCs分析仪等,确保装置的安全平稳运行和烟气达标排放。
(5) 反应炉余热锅炉及后部过程气管线、硫冷凝器在安装时,均向液硫流出口侧倾斜1°,消除管线中液硫的积聚和凝结;采用地下液硫储槽,实现液硫由高往低顺流。
(6) 酸性气进料设预热器,避免产生铵盐结晶堵塞管道与设备;装置采用三合一冷凝器及二合一反应器,可在减少系统流程管路长度的同时减少占地面积。
1.2 装置标定工况
在10×104t/a硫磺回收装置标定期间,酸性气流量为9 745~12 332 kg/h,平均流量为11 045 kg/h,平均负荷为72.33%(以装置硫磺产量计算),装置标定物料平衡数据见表1。
装置加工损失为219 kg/h,分析其主要原因是装置各流量计测量偏差。
标定期间装置系统压降数据见表2。
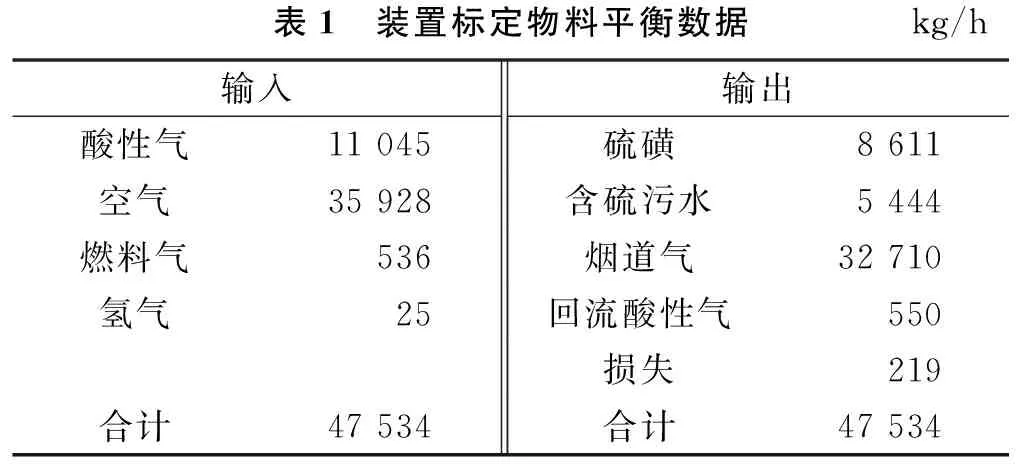
表1 装置标定物料平衡数据kg/h输入酸性气11 045空气35 928燃料气536氢气25合计47 534输出硫磺8 611含硫污水5 444烟道气32 710回流酸性气550损失219合计47 534

表2 装置标定期间过程气系统压降kPa设备名称设备入口压力设备压降备注酸性气进装置边界阀前31.010.0压力为测量值酸性气预热器21.01.5压力为测量值反应炉烧嘴19.51.5压降为测量值反应炉18.0-压力为计算值制硫单元-4.8压降为计算值加氢炉13.2-压力为测量值加氢反应器、蒸汽发生器-1.5压降为测量值急冷塔11.71.5压降为测量值尾气吸收塔10.22.2压降为测量值尾气吸收塔塔顶控制阀8.07.2压降为测量值焚烧炉0.81.2压降为计算值烟囱出口-0.4-烟囱抽力计算值 注:酸性气进装置边界阀压降达到10.0 kPa,主要是边界阀开度较小截流酸性气引起的压降;吸收塔塔顶控制阀压降为7.2 kPa,主要是塔顶控制阀开度较小截流引起的压降。
由表2可知,不考虑吸收塔塔顶控制阀截流引起的压降,本装置在本次标定期间,反应炉烧嘴后至烟囱过程气系统(包括:制硫单元、加氢反应器、蒸汽发生器、急冷塔、尾气吸收塔、焚烧炉)的总压降为11.2 kPa[7]。
2 装置系统压降分析
2.1 硫磺回收装置系统压降控制原则
硫磺回收装置正常运行最基本的条件是系统畅通,要求气相和液相均保持畅通,即要求酸性气燃烧后的过程气能畅通地到达烟囱排放,反应产生的液相硫磺能畅通地到达液硫池,是硫磺回收装置长周期运行的关键。由于硫磺回收装置处于炼油装置生产链的末端,酸性气原料压力低,同时,装置生产过程中伴随着气相降温和液相冷凝回收,装置过程气系统流程的布置和优化很重要,目前,炼厂硫磺回收装置进料压力一般控制在50 kPa以下,装置过程气系统压降一般要求在30 kPa以下。
硫磺回收装置单位处理量所对应的系统压降计算公式见式(1)[8]。
A=p/(Q1+Q2)
(1)
式中 :A为单位处理量所对应的系统压降,kPa/(t·h-1);p为系统压降,kPa;Q1为酸性气总量,t/h;Q2为消耗空气总量,t/h。
计算固定频率(以天或周为单位)进程的参数A,可以形成一条相对稳定的曲线,曲线出现大幅度的波动或持续的上升、降低均表明整个系统存在一定的隐患,需要及时检查分析并处理。同理,对装置反应器、硫冷器、塔设备等压降进行定期监测,也能及时发现系统压降存在的问题[8]。
2.2 装置反应炉烧嘴压降计算
硫磺回收装置反应炉烧嘴是酸性气进入过程气系统的第1台减压设备,对烧嘴设备而言,适当的高压降可使烧嘴出口酸性气和空气混合更加充分,有利于提高燃烧效果,且压降过低也会导致烧嘴回火,设备被烧坏。烧嘴压降是设备的特有属性,在烧嘴出厂时厂家就进行了标定,并绘制出降压性能曲线,本装置反应炉烧嘴压降性能曲线见图1。
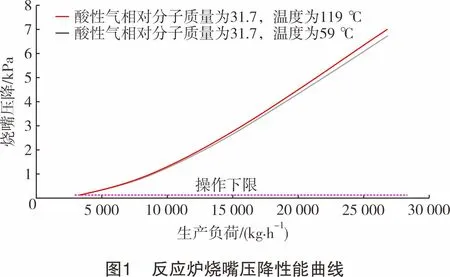
根据表1中的装置标定工况,在酸性气负荷为11 045 kg/h时,由图1可知,该工况装置烧嘴压降为1.4 kPa,实际标定期间的装置反应炉烧嘴压降测量值为1.5 kPa,基本符合烧嘴压降性能曲线。
2.3 硫磺回收装置典型设备压降核算
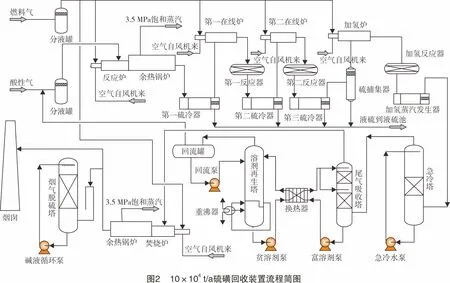
10×104t/a硫磺回收装置流程简图见图2。由图2可知,本装置正常工况下过程气系统主要设备包括反应炉、反应炉余热锅炉、2台在线加热炉、2台制硫反应器、3台硫冷凝器、硫捕集器、加氢炉、加氢反应器、加氢蒸汽发生器、急冷塔、尾气吸收塔、焚烧炉及其余热锅炉、烟囱等,其中,反应炉、在线加热炉、加氢炉和焚烧炉等设备均为中空筒式结构,类似于管道系统,压降很低,反应炉余热锅炉、3台硫冷凝器、加氢蒸汽发生器和焚烧炉/余热锅炉等均为固定管板换热器结构,2台制硫反应器、加氢反应器均为卧式固定床反应器,急冷塔、尾气吸收塔均为规整填料塔。下面选择部分典型设备进行标定工况压降核算。
2.3.1换热设备压降核算
以硫磺回收装置反应炉余热锅炉为例进行装置换热设备压降核算。硫磺回收装置反应炉余热锅炉主要是回收反应炉高温克劳斯反应产生的热量,生产3.5 MPa饱和蒸汽,并降低过程气温度,满足后续生产需求。1 290 ℃的高温过程气经过反应炉余热锅炉管束后,被冷却至350 ℃,不考虑高温气体降温过程的化学反应,简化为气体组分经过固定管板换热器管束,可参考管壳式换热器管束压降的计算方法。本装置反应炉余热锅炉管束为1 925根、长度为6.122 m的Ф38 mm×5 mm管道,管束迎火面设置陶瓷保护套管,计算压降时忽略陶瓷套管压降。
根据《化工工艺设计手册》[9],管壳式换热器直管段压降公式见式(2)。
(2)
式中:Δp为管束压降,Pa;f为摩擦系数;Gi为管内流速,m/s;Ls为管束长度,m;ntpass为管程数;ρ为流体密度,kg/m3;di为管束内径,m;Φt为黏度校正系数。
当雷诺数Ret>2 100时:
(3)
当Ret<2 100时:
(4)
式中:μ为流体平均温度下的黏度,Pa·s;μw为流体管壁温度下的黏度,Pa·s。
工业设计时,摩擦系数可分别取为[9]:
当Ret<2 100时:
(5)
当Ret>2 100时:
(6)
(7)
式中:d为管束内径,m;u为管束内流速,m/s。
根据管束尺寸,单根管束截面积A单为:

(8)
管束总横截面积:
A=615.44×1 925=1 184 722 mm2≈1.184 7 m2
(9)
高温过程气进入管束后,温度快速下降,同时,管束外壁温度为250 ℃(3.5 MPa饱和蒸汽温度),简化计算,管束内部中心平均温度按500 ℃计算,管束边缘温度按280 ℃计算。根据标定工况数据,可进行如下计算:

(10)

(11)

管壁温度按300 ℃计算,查询得到,μw=0.025 mPa·s。
(12)
(13)

(14)
则Δp=996 Pa
由计算可得,本装置标定工况下反应炉余热锅炉压降为996 Pa,考虑锅炉管束陶瓷套管,反应炉余热锅炉压降可按1.0 kPa考虑。装置过程气系统其余换热设备,包括3台硫冷凝器、加氢蒸汽发生器、焚烧炉余热锅炉压降也可按此进行计算,即每台换热设备压降约1.0 kPa,过程气系统换热设备总压降约6.0 kPa。
2.3.2反应器压降计算
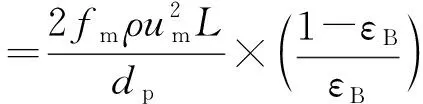
过程气进入反应器后,在催化剂作用下发生反应并穿过反应器床层,根据《化工工艺设计手册》,固定床反应器压降计算公式见式(15)[9]。
(15)
式中:Δp为压降,Pa;fm为摩擦系数,无量纲;ρ为流体密度,kg/m3;um为床层平均流速,m/s;L为床层高度,m;dp为催化剂粒径,m;εB为反应器床层体积空隙率。
根据反应器结构,反应器床层按最小流通面积计算平均速度。最小流通面积为:A=4.08×12.5=51 m2,则反应器平均气相流速为:

(16)

(17)
查询文献[10]可知,气体黏度为0.025 mPa·s。
计算反应器内雷诺数(Re),见式(18)。
(18)
根据《化工工艺设计手册》[9],摩擦系数fm为:
(19)
式中:a、b系数采用Ergun提出的数值,a=1.75,b=150,查询《化工工艺设计手册》,本反应器床层空隙率εB为0.5[9],计算可得:
(20)
(21)
由计算可知,硫磺回收装置采用大型卧式反应器,可最大限度地降低反应器床层压降。在本装置标定工况下,反应器床层压降计算值仅74 Pa,具备很好的低压降性能,考虑到反应器入口管道有气体分布器,会产生一定的压降,正常工况下反应器总压降按100 Pa计,第二制硫反应器、加氢反应器压降参考第一制硫反应器压降。
2.3.3填料塔压降计算
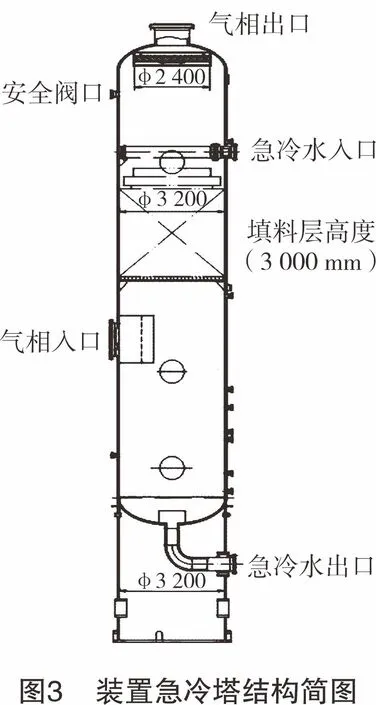
装置急冷塔为规整填料塔,尺寸为DN3 200 mm,L=19 400 mm。气相进口在塔下部往上6 m高的位置,管径1 000 mm,塔内设气相进口分布器,塔内装填不锈钢孔板波纹规整填料,单层填料高度为3 000 mm,填料上设置二级槽式液体分布器,塔顶设置丝网除雾器,减少出口过程气中液体夹带。具体结构见图3。规整填料具有以下特点:①具有明确的几何结构,并且按一定方式排列;②人为规定的气相通道,改善了沟流和壁流现象;③改善了填料层内气液流体的分布状况;④具有更好的水力学性能和传质性能。金属板波纹填料塔具有通量大、压降低、分离效率高等特性。
规整填料压降的计算方法较多,如:卢励生公式、Brova公式、Speigel公式、Billet公式和Kister关联图等,这些计算方法均是在一定的工艺条件下根据实验条件导出的近似公式,存在一定的偏差[7]。本装置急冷塔为金属板波纹填料250Y/250X型号,采用Rocha模型核算、实验数据关联式核算和通用压降关联式核算3种方式,发现通用压降关联式核算的计算结果更符合本装置的实际工况。因此,本装置急冷塔填料压降采用通用压降关联式进行核算。
根据天津大学精馏技术国家工程研究中心提供的资料,通用压降关联式见式(22)。
(22)
式中:Δp/H为单位填料层的压降,Pa/m;μL为液相黏度,mPa·s;ρG为气体密度,kg/m3;ρL为液体密度,kg/m3[11];UG为空塔气速,m/s;UL为液体喷淋密度,m3/(m2·s);a、b、m为填料常数,无量纲。
由前可知:;μL=0.632 1 mPa·s;ρG=0.97 kg/m3;ρL=991.3 kg/m3;UG=0.78 m;UL=48.022 m3/(m2·h)=0.013 34 m3/(m2·s)。同时,参考常用填料的压降常数,本装置急冷塔填料常数a、b、m可分别取值0.143 65、0.109 18和0.939,计算过程见式(23)。
0.939×0.013 340.5]}1/0.109 18=253 Pa/m
(23)
本装置急冷塔填料高度为3 m,因此,装置急冷塔填料湿塔压降为760 Pa,即0.8 kPa。同理,可以计算得到吸收塔填料压降为2.3 kPa。
2.3.4过程气系统丝网除沫器压降测算
本装置过程气系统共有6个丝网除沫器,分别安装在第一、二、三级硫冷却器、硫捕集器上部、急冷塔塔顶、吸收塔塔顶,其中,硫捕集器上部丝网厚度为正常除沫器厚度的2倍,合计有7层丝网除沫器,均为DP高效型丝网除沫器。根据经验公式和标定数据,可以计算得到1个丝网除沫器的压降为164 Pa,本装置共有7层丝网除沫器,总压降为1 148 Pa,约1.1 kPa。
2.3.5装置过程气管道压降计算
在正常工况下,硫磺回收装置过程气系统主体管道采用一个流程走到底的方式,很少存在分支的情况。因此,管道压降计算相对简单,中间管件主要是一些弯头和切断蝶阀。本装置过程气系统管道从反应炉余热锅炉出口到焚烧炉入口,装置管道长度约220 m,不考虑过程气流程阀门未全开产生的压降,装置过程气管道当量长度可以按2倍的管道长度计算,即当量长度为440 m。过程气管道压降参考SH/T 3035-2018《石油化工工艺装置管径选择导则》,根据范宁(Fanning)公式进行计算,见式(24)[7]。
(24)
式中:Δpf为过程气管道压降,kPa;λ为摩擦系数,无量纲;l为管长,m;d为管径,m;ρ为密度,kg/m3;u为流速,m/s。
根据标定工况计算得到装置过程气系统管道压降约3.0 kPa,可认为实际每增加1 m管道,系统压降会增加15 Pa。
通过以上计算,硫磺回收装置自反应炉余热锅炉到烟囱的过程气系统总压降为:6台换热器压降、3台反应器压降、2台填料塔压降、6个丝网除沫器压降和220 m管道压降之和,即6.0+0.3+(0.8+2.3)+ 1.1+3.0=13.5 kPa,而表2所分析的标定工况下反应炉烧嘴后至烟囱过程气系统总压降为11.2 kPa,计算值和实际测定值接近。
3 装置过程气系统压降分析
3.1 过程气总量的影响
由式(1)可知,硫磺回收装置过程气系统压降和装置过程气总量成正比,而过程气总量的影响因素有酸性气中H2S、烃及氨含量和燃烧空气中氧含量等。如酸性气中H2S含量高,惰性组分少,可以降低过程气总气量;如酸性气中烃及氨含量低,燃烧相同负荷酸性气所需的空气量少,且产生的惰性组分(如H2O、CO2等)也少,可以降低过程气总量。此外,提高燃烧空气中氧含量可降低燃烧空气中氮气含量,也可降低过程气总量,从而降低过程气系统压降、提高装置运行负荷。某公司7×104t/a硫磺回收装置实施富氧工艺改造后,控制反应炉温度最高为1 300 ℃,燃烧空气中氧体积分数从20.5%提升至26.0%,使得过程气系统中氮气含量降低,同等负荷下系统压力呈现下降趋势。通过标定,共增加酸性气处理量(0 ℃,101.325 kPa下)2 800 m3/h,硫磺总产能提升2.5×104t/a,装置负荷提升15%以上。
3.2 反应炉烧嘴压降的影响
烧嘴压降是设备的特有属性,在正常工况下,烧嘴压降只和装置过程气总量相关,但如果反应炉烧嘴由于故障损坏,或由于异物积聚导致烧嘴流道堵塞,均会导致烧嘴压降增加,进而影响装置处理能力。如某硫磺回收装置在实施液硫池废气回收改造时,将液硫池废气引至反应炉烧嘴的空气管道中,和低温空气混合后进入反应炉烧嘴,经过一段时间的运行后,发现反应炉烧嘴压降逐步增加,最后装置只能停工处理。其原因是液硫池废气夹带的硫蒸气和低温空气混合后,导致硫蒸气析出并凝结在烧嘴空气流道上,引起流道堵塞,进而影响装置正常运行。装置反应炉烧嘴压降可以通过设备压差计进行观察,同步对比装置反应炉烧嘴压降性能曲线图进行跟踪。
3.3 换热设备压降的影响
根据式(2)~式(7)可知,装置换热设备压降的影响因素包括:介质密度、黏度、流速及换热设备管束长度、管束管径和管束总数(流通总面积)等。在特定装置的某个生产工况下,设备参数不变,介质密度、黏度也根据运行工况确定,介质流速只和装置过程气总量相关,见第3.1节所分析内容。在实际生产过程中,换热设备管束会出现结垢堵塞、腐蚀泄漏等故障,导致管束流通面积减少,或管束内流通介质突然增加,进而影响装置系统压降。如某硫磺回收装置因原料中携带烃类,反应炉无法将原料中的烃类全部燃烧为CO2,部分烃类组分直接转化为炭粉,导致废热锅炉管束积炭,锅炉管束流通面积减小,装置反应炉炉头压力上升至49 kPa,装置无法正常运行。
3.4 反应器压降的影响
硫磺回收装置采用大型卧式反应器,可最大限度地降低反应器床层压降,本装置在标定工况下反应器床层压降计算值只有37 Pa,具备很好的低压降性能。根据式(15)~式(18)可知,硫磺回收装置反应器压降的影响因素包括:介质密度、黏度、流速、反应器床层高度、催化剂粒径及反应器床层空隙率等,在特定装置的某个生产工况下,反应器介质、催化剂高度、粒径及床层空隙率等均为恒定参数。但在异常工况下,如因酸性气中携带烃类或开工升温期间燃料气/空气配比异常,导致催化剂床层积炭,反应器床层空隙率下降;反应器床层超温导致催化剂出现热老化或热崩,催化剂粒径变小,甚至粉化;反应器床层温度低于反应介质露点温度,导致反应器积硫(催化剂表面和孔洞出现液硫),改变催化剂床层空隙率,同时也改变了介质黏度。以上异常工况均会改变反应器床层性能参数,导致反应器压降上升。某硫磺回收装置短期停工改造,装置在开工升温过程中,由于燃料气组分变化、反应炉出现严重欠氧配风工况,经过24 h升温操作,导致反应炉产生大量炭黑并带至第一反应器,第一反应器进出口压降达到10.5 kPa,装置反应炉炉头压力升高至28 kPa,装置负荷只能维持在70%以下运行。该装置低负荷运行6个月后,再次安排短期停工,进行第一制硫反应器催化剂撇头操作。打开反应器后,发现催化剂上部积聚炭粉厚度达5 mm,催化剂撇头200 mm后,装置恢复正常生产。在正常生产过程中,随着运行时间的延长,硫磺回收装置反应器压降会呈逐步上升趋势,在装置满负荷运行的工况下,只要反应炉空气进料压力控制在工艺指标内(一般装置为不高于40 kPa),则不影响装置长周期运行。
3.5 塔设备压降的影响
鉴于金属板波纹填料塔具有通量大、压降低和分离效率高等特性,目前大型硫磺回收装置的急冷塔、吸收塔大都采用金属板波纹填料塔。根据式(22)可知,填料塔压降与空塔气速、填料常数、液体喷淋密度、液相黏度、气体和液体密度等相关,在塔设备规格、填料结构、液相和气相物料特性一定的情况下,装置塔设备压降与气相负荷、液相负荷和填料层是否畅通相关。因此,在装置负荷工况一定的情况下,填料层是否存在异物堵塞是影响装置塔设备压降的关键因素。如果加氢反应器内加氢反应不完全,SO2会穿透加氢反应器床层,导致部分SO2和H2S在反应器后续的管道设备中反应产生硫蒸气,甚至出现硫蒸气直接穿透加氢反应器床层的现象,当含硫蒸气的过程气到急冷塔冷却时,会在急冷塔填料底部产生硫磺凝结,凝结的硫磺会积聚在急冷塔填料下部,堵塞填料通道,导致急冷塔压降上升。同时,急冷塔的循环急冷水如果夹带炭黑等杂质,也会导致急冷塔填料通道堵塞,引起急冷塔压降上升。对于吸收塔而言,循环溶剂夹带杂质或者溶剂发泡,也会引起吸收塔压降上升,进而影响装置过程气系统整体压降。如某硫磺回收装置兼顾处理油制氢装置低含量酸性气,因油制氢装置工况波动,导致酸性气中H2S含量大幅度降低(H2S体积分数低于30%),装置制硫工况出现配风过量,进而引起加氢反应器SO2穿透,在急冷塔填料下部产生硫磺凝结并堵塞填料通道,导致急冷塔压降由1.3 kPa急剧上升至5.2 kPa,影响装置负荷的提升,后通过降低装置负荷和调整急冷塔工况,采用大量急冷水冲洗后,急冷塔压降降至2.8 kPa,装置逐步恢复正常工况。
3.6 丝网除沫器及系统管路压降的影响
在一定工况下,硫磺回收装置丝网除沫器压降主要受丝网杂质结垢的影响,导致压降上升。而丝网除沫器杂质结垢的原因也是多方面的,比如某硫磺回收装置通过注氨水控制急冷水pH值在7~9的范围内,由于急冷水在线pH分析仪出现负偏差,所注氨水流量长时间高于正常流量,导致部分NH3组分被带入过程气系统中,冬季低温期间在吸收塔塔顶丝网除沫器层产生铵盐结晶(NH4HS),吸收塔塔顶丝网除沫器压降升至8.0 kPa左右,限制了装置负荷的提升,后通过接入临时流程引除氧水冲洗丝网除沫器,降低填料层压降至1.0 kPa左右,装置恢复正常生产工况。
对于硫磺回收装置过程气管道压降,如果不考虑管道杂物堵塞的情况,由式(24)可知,管道压降主要受到管道长度、管径、过程气介质密度及管道介质流速等因素的影响。对于某固定装置,其过程气密度及管道介质流速是一定的,故管道长度成为主要影响因素。优化装置设备布置,尽量减少管道长度,可降低系统管道压降。因此,在设计硫磺回收装置时应充分考虑到酸性气压力较低的因素,按物流顺序布置设备,克服系统阻力余量小的问题,与过程气有关的设备尽可能按流程靠近布置,减少管道长度,从而降低系统压力损失。
4 结论
硫磺回收装置处于石油炼制、煤化工企业工厂生产链的末端,降低过程气系统压降是保持装置长周期运行的关键,具体可采取以下措施:
(1) 在一定的设计工况下,降低硫磺回收装置酸性气中烃类气体及氨含量,提高H2S含量,或采用富氧工艺降低过程气中N2含量,可降低过程气中惰性气体组分含量,从而减少过程气系统中的无效组分,降低装置过程气系统的运行压降。另外,采用蒸汽加热、气气换热、高温掺和和管式炉加热等方式,可消除在线炉加热方案额外引入的惰性气体组分,从而减少过程气系统中的无效组分。
(2) 保持进硫磺回收装置酸性气的组成和流量平稳,并保持反应炉正常配风工况,避免装置因燃烧不足产生炭黑,或者烧氨不完全导致后续低温部位产生铵盐结晶,可减少过程气中的杂质夹带,保持装置过程气系统低压降工况。
(3) 保持硫磺回收装置平稳生产,合理控制各反应器床层温度,避免出现反应器催化剂热老化、热崩现象,或因催化剂床层温度低于露点温度导致反应器积硫,从而引起反应器压降上升。
(4) 大型硫磺回收装置急冷塔、吸收塔尽量采用金属板波纹填料塔,装置运行两个周期后,对板波纹填料进行拆卸,并清除填料间隙堵塞的杂质,保持填料层流道畅通。
(5) 在进行大型硫磺回收装置的设计时,应合理规划设备布置,减少过程气管道的绕行,尽量缩短管道长度。同时,在进行过程气管道的配管设计时严禁出现管道“袋形”。
猜你喜欢
装备制造技术(2020年2期)2020-12-14
硫酸工业(2020年8期)2020-09-28
广州化工(2020年9期)2020-05-31
海峡姐妹(2019年6期)2019-06-26
上海化工(2019年5期)2019-06-03
山东化工(2019年4期)2019-02-16
中国特种设备安全(2018年11期)2019-01-08
中国特种设备安全(2018年10期)2018-12-18
中小企业管理与科技(2018年2期)2018-11-06
