
液相高精度吸附脱除SO2新工艺在混合脱氢装置的工业应用
2024-02-28 01:37巩文博白永涛马健田萍萍王艳
石油与天然气化工 2024年1期
巩文博 白永涛 马健 田萍萍 王艳
陕西延长石油(集团)有限责任公司延安石油化工厂
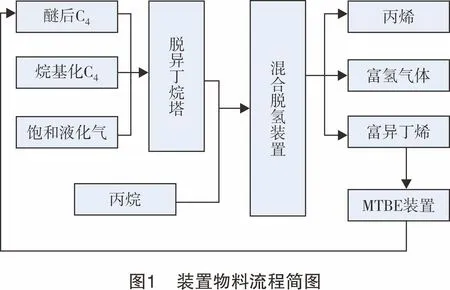
某石油化工厂30×104t/a丙烷/异丁烷混合脱氢装置(以下简称混合脱氢装置)采用UOP公司OLEFLEX脱氢工艺[1],通过连续催化再生脱氢工艺保证催化剂的连续再生,确保催化剂活性相对稳定。装置由原料预处理、OLEFLEX反应、产品回收、选择性加氢(SHP)、催化剂连续再生(CCR)、氧化物脱除、全加氢(CSP)单元及公用工程系统等组成。在OLEFLEX反应单元中,3台反应器使用UOP公司专用的脱氢铂金催化剂,实现丙烷和异丁烷的混合脱氢[2],转化成丙烯、富异丁烯、氢气和其他副产品,从而为下游聚丙烯装置和MTBE装置提供原料。装置物料流程简图如图1所示。
自烷基化装置来的原料烷基化碳四(C4)中SO2体积分数为30×10-6~400×10-6,大于设计值30×10-6。由于混合脱氢装置催化剂对SO2非常敏感,SO2的存在会影响脱氢催化剂的寿命、活性和选择性。若按照原设计进料,催化剂活性将降低30%~40%。为保证催化剂性能,满足丙烷/异丁烷混合脱氢装置原料中硫控制指标的要求,需在原料预处理单元将其中含有的SO2体积分数降至1×10-6以下。目前,气相介质中SO2可通过碱洗直接脱除,但液相烃类中SO2的高精度脱除却是需要解决的行业难题。
液相烃类中脱除SO2的方法主要有碱洗和吸附两种方法。碱洗法采用碱液与SO2反应加以脱除,SO2脱除效率高,通常可将液相烃类中SO2体积分数脱除至10×10-6以下,但难以实现SO2体积分数在1×10-6以下的高精度脱除。而吸附法则可达到更高的脱除精度,且吸附剂可再生。工业上吸附法多应用于吸附H2S、硫醚和硫醇,在液相烃类中脱除SO2方面的应用实例较少。该厂将吸附脱硫工艺应用于脱除液相烃类中的SO2,并取得了良好的应用效果。
1 SO2吸附与再生流程简述
来自烷基化装置的液体异丁烷物料中SO2体积分数为30×10-6~400×10-6,进入吸附脱硫单元,采用下进上出的方式通过吸附器D-701A/B床层,经吸附剂脱除SO2杂质后,在吸附器出口过滤器过滤掉可能夹带的吸附剂粉末,送至规模为30×104t/a的丙烷/异丁烷混合脱氢装置脱异丁烷单元,精馏分离出异丁烷和正丁烷。SO2吸附单元共设置2台吸附器,操作期间可以并联方式运行,一开一备,也可以串联方式运行。两台吸附器可实现轮流隔离,以便对饱和后的吸附剂进行单台在线再生[3]。当检测到吸附器出口SO2体积分数超过1×10-6时,将吸附器隔离出来进行吸附剂在线再生。再生后可重新投入运行流程。再生尾气主要接至废酸再生焚烧炉(或反应器)进行废气再利用,生成烷基化装置所需的浓硫酸。同时,在废酸再生单元停车期间,可以引至烷基化装置碱洗塔洗涤去除SO2,塔顶气达标后排放至火炬系统。SO2吸附和再生简要流程图见图2。

2 吸附脱硫机理简述
吸附法常用吸附剂有分子筛、活性炭、活性氧化铝和硅胶,其中,活性炭、活性氧化铝和硅胶SO2吸附容量较低,精度差。分子筛具有较高的比表面积和吸附容量,且表面性质可调,在脱硫过程中表现出较强的物理吸附选择性,可将含硫化合物脱除至非常低的水平,还可同时脱除水及其他极性小分子杂质,因此,得到了广泛的应用[4]。分子筛经过碱金属和碱土金属改性后,可得到有效脱除SO2的吸附剂,其寿命长,抗酸性强,易于再生。
该工艺所采用的吸附剂以分子筛为载体,吸附剂载体中微孔对异丁烷中SO2具有较强的选择吸附性能,将异丁烷中硫化物选择性吸附在吸附剂的表面或内部,固定在吸附剂上,经过碱金属和碱土金属改性后,吸附剂中产生的二次介孔结构更有利于异丁烷中SO2分子通过扩散与吸附剂孔道内的活性中心接触,从而显著提高了吸附剂的吸附容量,达到脱硫的目的。
3 主要技术经济指标
该工艺所采用的吸附剂主要参数及指标见表1[5]。

表1 吸附剂主要参数及指标型号外观堆密度/(kg·m-3)粒度/mm比表面积/(m2·g-1)孔容/(mL·g-1)抗压强度/(N·cm-1)穿透容量①/%使用寿命/年SQ217白色条状550~650Ф3×(5~10)≥250≥0.30≥20≥4.5≥3 注:①以SO2计,可再生。
4 工业应用条件
该工艺两台SO2吸附器总装填量为34.65 t,其中,吸附罐D701A装填量为17.55 t,D701B装填量为17.10 t。操作参数及原料组成见表2和表3[5]。
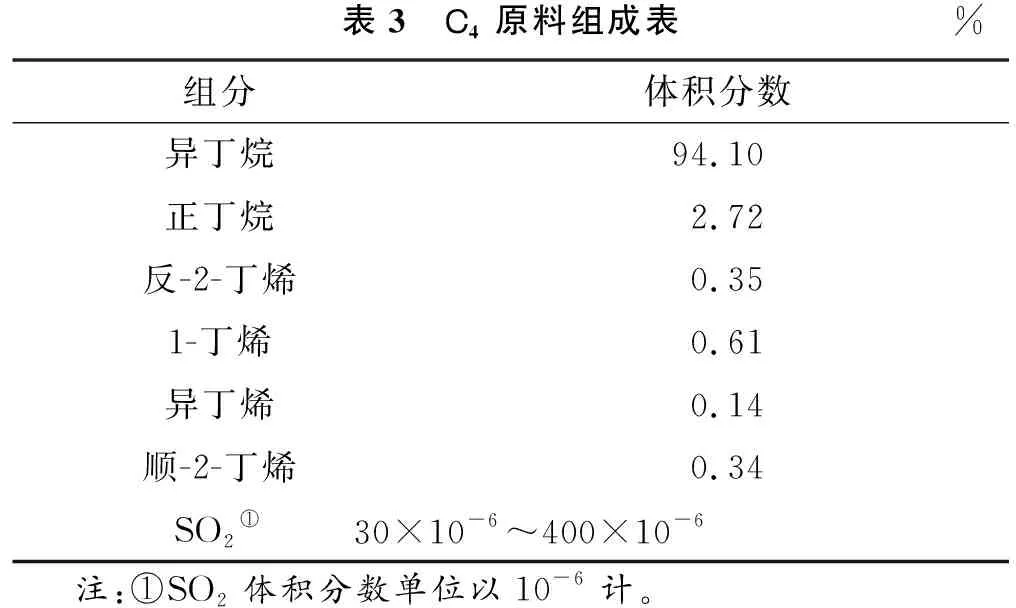
表3 C4原料组成表%组分体积分数异丁烷94.10正丁烷2.72反-2-丁烯0.351-丁烯0.61异丁烯0.14顺-2-丁烯0.34SO2①30×10-6~400×10-6 注:①SO2体积分数单位以10-6计。
5 现场工业应用效果
5.1 吸附效果
混合脱氢装置自2019年11月23日投产,SO2吸附单元投入生产,截至2022年8月25日,累计加工烷基化C4150 860 t。在吸附脱硫单元运行过程中,吸附罐(D701A/B)均能正常吸附,再生后使用正常,表4~表8为具体工业应用效果,出口SO2体积分数>1×10-6表明吸附剂已穿透。
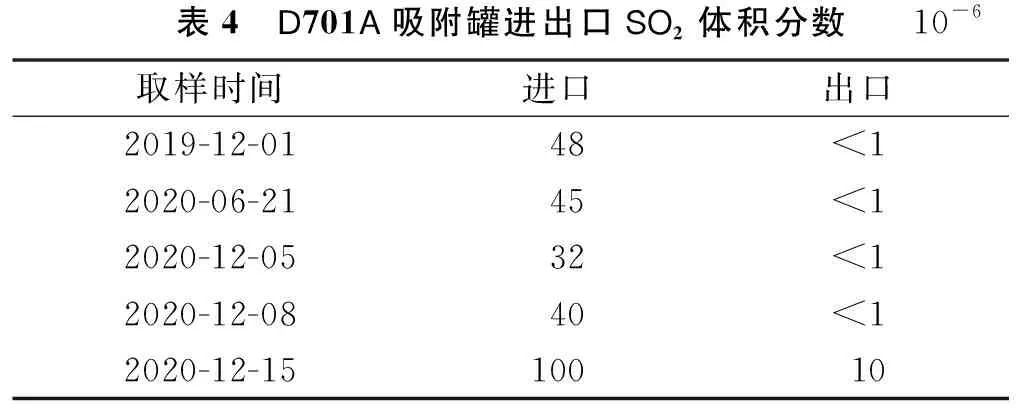
表4 D701A吸附罐进出口SO2体积分数10-6取样时间进口出口2019-12-0148<12020-06-2145<12020-12-0532<12020-12-0840<12020-12-15100 10
由表4可知,自2019年11月装置投产以来至2020年12月,混合脱氢装置SO2吸附罐(D701A)达到切换条件,累计使用1年,共净化液相烷基化C417 270 t。C4中SO2体积分数由45×10-6~100×10-6降至<1×10-6。在吸附剂使用过程中,虽然存在C4中SO2体积分数变化、工艺操作条件变化及单元切换等不利因素,但并未引起出口C4中SO2含量的波动,吸附罐出口C4中SO2体积分数均能达标,脱硫效果较好。
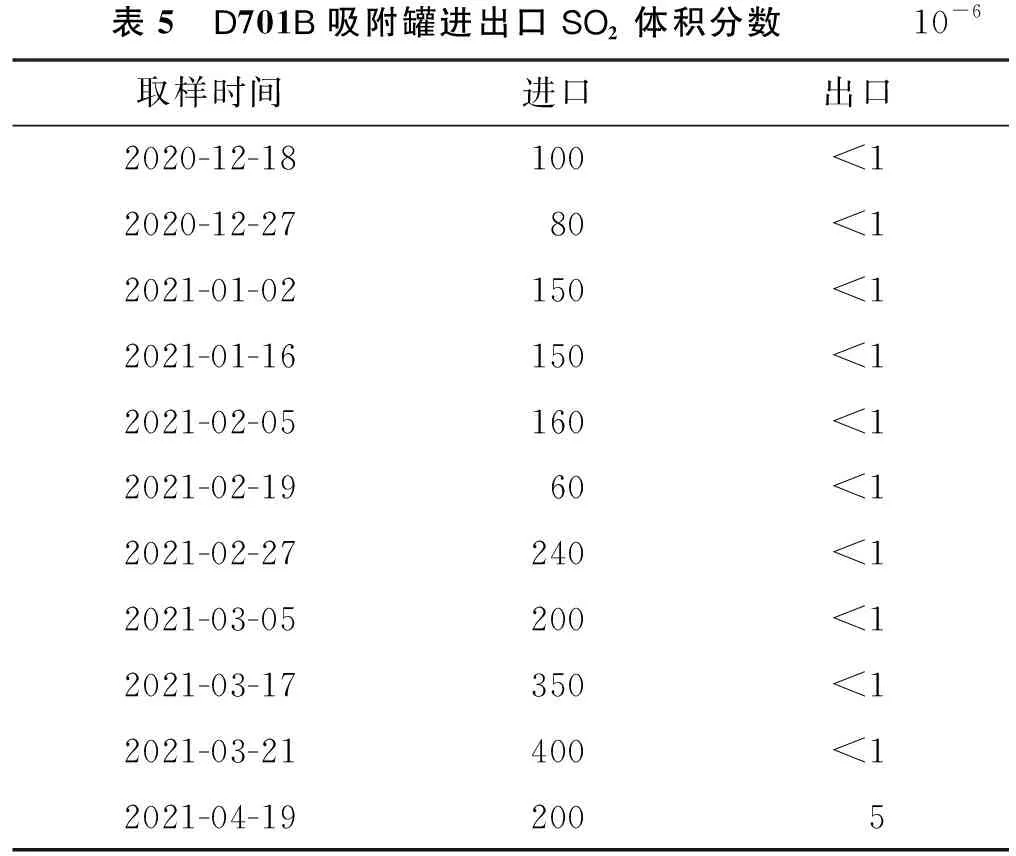
表5 D701B吸附罐进出口SO2体积分数10-6取样时间进口出口2020-12-18100<12020-12-2780 <12021-01-02150<12021-01-16150<12021-02-05160<12021-02-1960 <12021-02-27240<12021-03-05200<12021-03-17350<12021-03-21400<12021-04-192005
由表5可知,吸附罐D701B自2020年12月18日投用至2021年4月19日切出,共使用123天,净化烷基化C413 758 t。
由表6可知,D701A吸附剂经过再生后再次投用后,自2021年4月22日投用至2021年8月24日结束期间,共使用125天,净化烷基化C424 283 t。经过吸附后,C4中SO2体积分数仍<1×10-6,表明该吸附剂吸附性能相对稳定。
由表7可知,D701B吸附剂再生后,自2021年8月25日至2021年11月4日期间,共使用72天,净化烷基化C413 782 t。经过再生后的吸附剂仍能将液相C4中SO2体积分数脱至1×10-6以下,满足了工业装置长周期运行的要求。
吸附剂饱和切出后,需要再生使其恢复吸附活性,具体步骤见表8。

表6 D701A吸附罐再生后进出口SO2体积分数10-6取样时间进口出口2021-04-22200<12021-04-30380<12021-05-18180<12021-06-15120<12021-06-20180<12021-07-17120<12021-07-2070<12021-07-2763<12021-08-06160<12021-08-07110<12021-08-24803
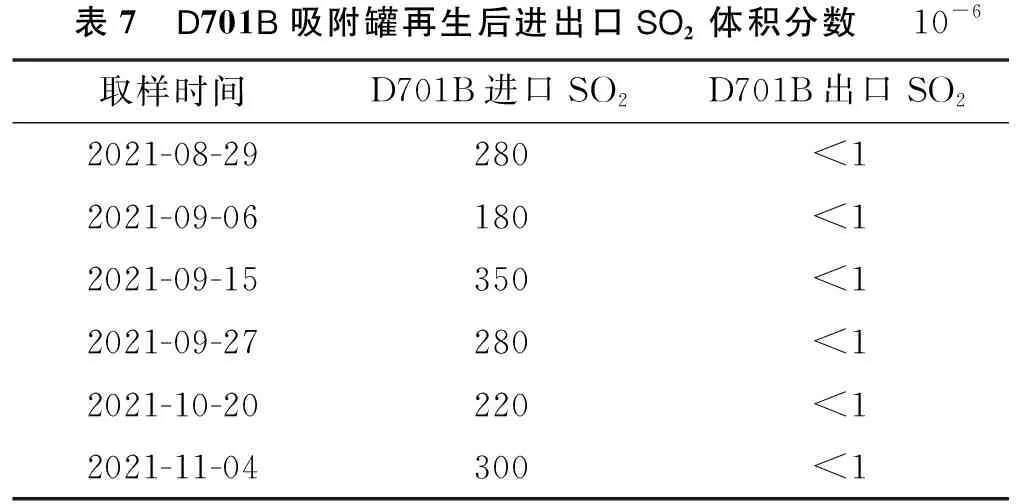
表7 D701B吸附罐再生后进出口SO2体积分数10-6取样时间D701B进口SO2D701B出口SO22021-08-29280<12021-09-06180<12021-09-15350<12021-09-27280<12021-10-20220<12021-11-04300<1

表8 SO2吸附罐饱和后切出后再生步骤序号再生步骤耗时①/h温度/℃出口φ(SO2)/10-6出口φ(H2S)/10-6出口φ(CO2)/10-61切换122盲板隔离243置换244循环吹扫置换1220~50105高温吹扫置换16850→300→460②20→2 500→<1②2 4006烧焦再生72460~5005200→40→0②23 000→180②7冷却置换48500→30②00180注:①指氮气/工业风供给充足条件下的耗时,共计用时360 h(15 d)。②“→”指参数的变化情况。
5.2 再生过程
5.2.1切换
将需要再生的SO2吸附罐切至离线,即将进出料管线切断,并加盲板隔离。打通吸附罐底部排放管线,利用N2升压的方法,使残留液排放至C4中间罐(V702)。
5.2.2循环N2常温吹扫置换
建立N2循环,启动N2压缩机(C701),当循环气量达到额定流量6 000 m3/h(20 ℃,101.325 kPa,下同)时进行放空。当尾气中SO2体积分数<10×10-6时,常温吹扫结束。
5.2.3吹扫、升温
启动N2加热器(EH701),以30~40 ℃/h的升温速率分阶段升温(吸附罐床层温度),同时观察吸附剂床层温度。当吸附剂床层温度达到400 ℃时,保持恒温吹扫,待吸附剂中SO2体积分数<10×10-6、同时尾气中可燃气体(即C4)体积分数<200×10-6时,吹扫结束。
5.2.4烧焦再生
维持吸附塔床层温度为400~420 ℃,通过调整空气量,分阶段对吸附剂进行氧化再生,直至尾气中SO2体积分数<10×10-6时为止。
当吸附剂床层最高点温度靠近出口处时,以10 ℃/h的升温速度提高吸附剂床层温度,使其达到490~500 ℃(床层温度应控制在520 ℃以内),保持吸附剂床层温度为500 ℃,恒温4 h。
5.2.5N2置换并冷却
当检测到烧硫、烧焦尾气中SO2体积分数<1×10-6,同时CO2体积分数与入口仪表风中CO2基本相等后,缓慢打开N2阀,逐步关闭空气。以40 ℃/h的升温速率降低床层温度,直至常温状态后备用。
5.3 再生效果
根据现场工业应用可知,吸附饱和的SO2吸附罐通过吸附剂再生将SO2、H2S等脱除后重新恢复吸附活性,再生过程尾气分析数据见表9。
由表9可知,在一定的N2流量及相同的温度条件下,SO2相比H2S先一步脱除。在二者几近脱除(实际控制体积分数在10×10-6以下)的条件下,更改流程并通入氧气烧焦,将CO2体积分数控制在400×10-6以下后,证明吸附剂再生结束,即吸附容量恢复初始条件,可以再次循环使用。

表9 再生过程尾气分析数据10-6取样时间再生尾气中φ(SO2)再生尾气中φ(H2S)再生尾气中φ(CO2)2022-01-091 0002022-01-102 0002022-01-114 0002022-01-1215 0002022-01-143 0002022-01-155002022-01-2020025 0002022-01-22<1<128 0002022-01-23<1<12 0002022-01-25<1<11802022-02-184002022-02-204 2002022-02-251 2002022-02-2855025 0002022-03-01<1<130 0002022-03-04<1<11 1002022-03-05<1<1200 注:表中分析数据以两次SO2吸附罐再生过程为例。
6 工业应用的经济效益
6.1 建设投资及运行成本
目前,有关国内外液相烃类中SO2高精度吸附脱除的相关报道较少,常规方法如碱洗法或催化加氢法无法达到SO2体积分数<1×10-6的脱除效果。
采用气相脱硫工艺也可将液相C4中SO2体积分数脱除至1×10-6以下[6]。此方法首先将液相C4进行升温气化,再进入碱洗/水洗塔,保证C4净化脱除SO2后的产品气中SO2体积分数在1×10-6以下。其主要原理是通过碱洗反应脱除气相中的SO2,再通过水洗脱掉气相中夹带的碱液,塔顶气体通过冷凝后产生液相物料,进一步通过干燥器脱除水分后,进入下游反应器进行深加工。工艺原理流程图见图3。
该脱除方法存在以下风险:
(1) C4容易冷凝成液相进入塔釜碱液系统,碱液排至污水处理场,不仅会造成物料的损耗,还具有一定的安全隐患。

(2) 碱洗/水洗塔塔顶气中容易夹带碱液,碱液中的Na+会导致脱氢催化剂的活性降低。
吸附脱硫与气相脱硫的经济投资、运行成本及产生效益,见表10及表11。
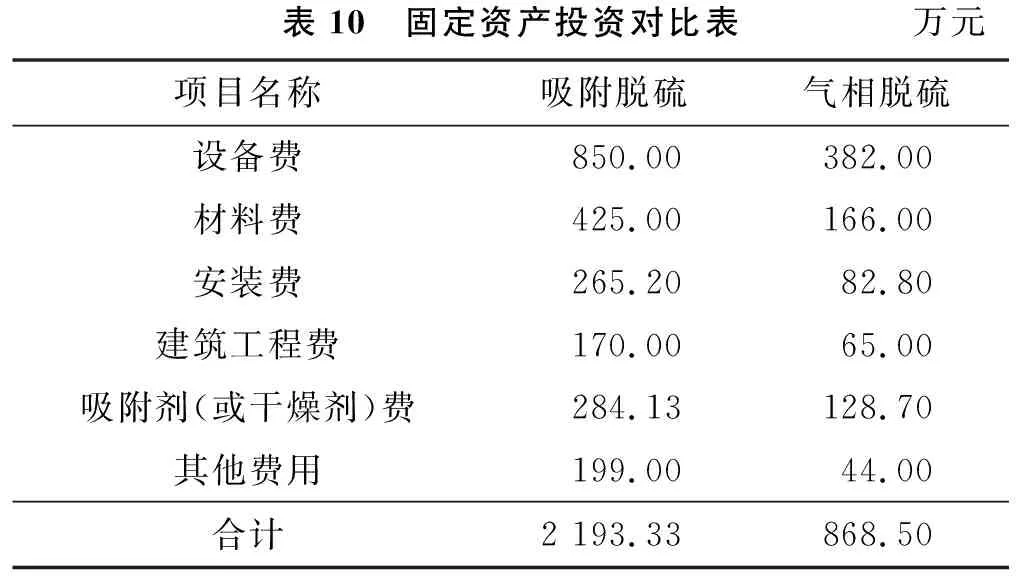
表10 固定资产投资对比表万元项目名称吸附脱硫气相脱硫设备费850.00382.00材料费425.00166.00安装费265.2082.80建筑工程费170.0065.00吸附剂(或干燥剂)费284.13128.70其他费用199.0044.00合计2 193.33868.50
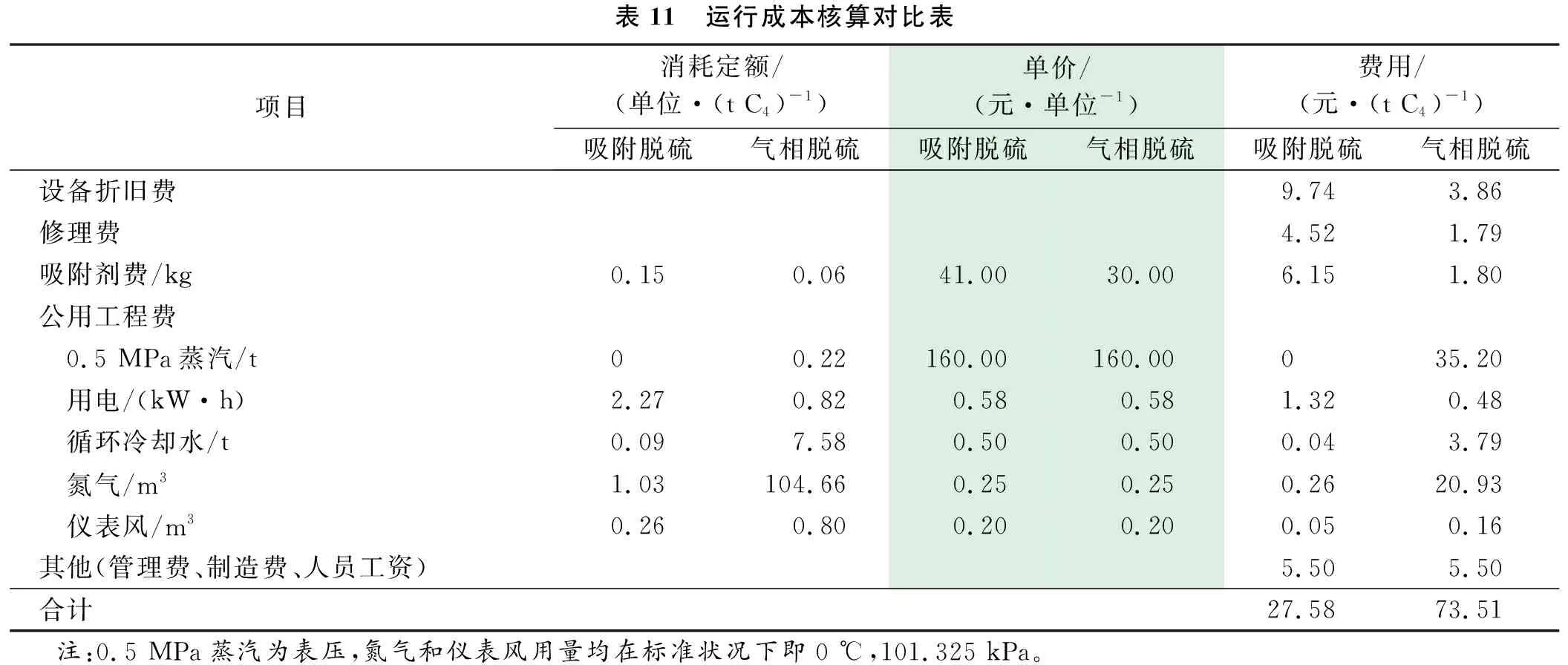
表11 运行成本核算对比表项目消耗定额/(单位·(t C4)-1)单价/(元·单位-1)费用/(元·(t C4)-1)吸附脱硫气相脱硫吸附脱硫气相脱硫吸附脱硫气相脱硫设备折旧费9.743.86修理费4.521.79吸附剂费/kg0.150.0641.0030.006.151.80公用工程费 0.5 MPa蒸汽/t00.22160.00160.00035.20 用电/(kW·h)2.270.820.580.581.320.48 循环冷却水/t0.097.580.500.500.043.79 氮气/m31.03104.660.250.250.2620.93 仪表风/m30.260.800.200.200.050.16其他(管理费、制造费、人员工资)5.505.50合计27.5873.51 注:0.5 MPa蒸汽为表压,氮气和仪表风用量均在标准状况下即0 ℃,101.325 kPa。
由表10和表11可知,装置工业设计使用寿命按15年估算,则吸附脱硫工艺相比传统的气相脱硫工艺,装置运行以来(约3年)可创造的直接经济效益见式(1)。
10-4×150 860 ×(73.51-27.58)-
(2 193.33-868.5)/15×3=427.933 98万元 (1)
根据能耗实际工况可知,25×104t/a MTBE装置加工能耗为79 kg标准油/t MTBE(1 kg标准油为10 000 kcal或41 800 kJ),30×104丙烷/异丁烷混合脱氢装置为400 kg标准油/t烯烃。其中,生产1 t MTBE约需0.636 t异丁烯和0.364 t甲醇。另外,按照相关财务报表统计的3年平均价格,甲醇价格为2 300元/t,MTBE价格(2022年1月—2023年3月统计均值)为7 326.59 元/t,外购异丁烷价格为6 800.37 元/t。
6.2 间接经济效益
吸附脱硫工艺可将混合脱氢进料液相C4中SO2体积分数有效地控制在1×10-6以下,避免了脱氢反应铂金催化剂的快速失活。按催化剂装填量为91.885 t 计算,共节约费用约9 000万元,长周期运行效益可观。与气相脱硫工艺相比,不仅避免了产生大量废碱液,还降低了碱液携带的可燃气体造成重大安全隐患的可能性,也避免了C4物料的损耗。
6.3 其他
(1) C4原料通过烷基化反应将其中的1-丁烯反应
完成后,剩余的异丁烷用作混合脱氢装置异丁烷脱氢原料,开辟了炼厂C4深加工的新模式。相比传统的精馏分离,能耗降低了26%,投资降低了约5%。同时,解决了20×104t/a烷基化装置过剩的液相异丁烷中SO2的高精度脱除问题,贯通了整个项目的工艺总流程。
(2) 目前,脱除SO2的工业应用多采用气相脱硫工艺,能耗相对较高。本装置采用液相直接高精度脱除SO2工艺,无需前置预处理单元,能耗较低。
(3) 目前,脱除SO2的工业应用均采用固定床不可再生工艺,本装置采用的`吸附剂不仅具有良好的活性和较高的吸附容量(硫容大于4.5%,w),还能够再生,可保证装置的安全平稳长周期运行。
7 结论
(1) 液相烃类吸附脱硫工艺对烷基化C4中SO2含量的适应范围较大,不仅能将SO2体积分数由400×10-6以下进行高精度吸附脱除至1×10-6以下,还可以同时脱除H2S。
(2) 吸附饱和后的吸附剂再生期间,高温吹扫解吸硫杂质相对容易。但是,优化调整再生低温阶段步骤,不仅能保证高温(460~500 ℃)烧焦时间充裕,还可以将整个再生周期缩短至15天左右,确保了装置的安全平稳长周期运行。
(3) 该工艺在切出吸附饱和罐后对低压烷基化C4物料进行回收,不仅能节省物料损耗,还可以送至低压燃料气系统用作燃料。
(4) 再生后的尾气可以回收并用于生产工业硫酸,形成合理的闭路循环,具有良好的经济和生态环保意义。
(5) 参考液相烃类吸附脱硫工艺工业应用的经验,可研发出不同类型的吸附剂,如甲烷脱硫、汽柴油脱硫、烟气脱硫及VOCs等重点领域[7],其研发和应用的行业借鉴度较高。
猜你喜欢
天津大学学报(自然科学与工程技术版)(2024年3期)2024-01-20
新疆大学学报(自然科学版)(中英文)(2022年5期)2022-12-07
炼油与化工(2021年3期)2021-07-06
化工管理(2020年19期)2020-07-28
四川化工(2020年2期)2020-05-20
兵工学报(2019年6期)2019-08-06
石油石化绿色低碳(2018年5期)2018-03-20
石油炼制与化工(2016年6期)2016-04-06
合成化学(2015年2期)2016-01-17
化学工业与工程(2015年1期)2015-02-10
