环氧树脂/碳纤维复合材料模压制品力学性能影响因素分析
2024-02-28 07:18赵川涛贾志欣刘立君李继强张臣臣高利珍王少峰
中国塑料 2024年2期
赵川涛,贾志欣,刘立君,李继强,张臣臣,荣 迪,高利珍,3,王少峰
(1.浙江大学机械工程学院,杭州 310012;2.浙大宁波理工学院,浙江 宁波 315100;3.浙江理工大学,杭州 310018;4.宁波益普乐模塑有限公司,浙江 宁波 315615)
0 前言
EP/CF SMC 是一种以碳纤维为增强体,EP 为基体的新型复合材料,在汽车零部件中应用所占比重逐渐提高[1-4]。SMC 复合材料往往采用模压成型工艺,具有生产成本低、材料利用率高、外形稳定性好等优点[5-7];在模压成型过程中,工艺参数对复合材料制品质量有着重要影响[8-10]。
目前有不少专家学者针对模压成型工艺对于制品力学性能开展了研究,罗美兰[11]、Xie[12]、李含宇[13]、Umamheshwar[14]、汪兴[7]等通过实验探究工艺参数对于树脂基复合材料制品力学性能的影响;Yallew 等[15]以天然纤维增强复合材料为对象,研究了工艺参数对于模压成型制品拉伸强度的影响。李欣[16]研究了脂含量对于CF/PEEK 复合材料力学性能的影响。史如静等[16]分析了模压成型温度、压力等对CF/PEEK 复合材料Ⅰ型层间断裂韧性的影响规律。上述研究说明模压成型的工艺参数对于制品力学性能有较大的影响。
本文以EP/CF SMC 模压成型制品的力学性能为研究对象,设计正交实验研究模压温度、模压压力、保压时间、合模速度对模压制品力学性能的影响,并分析了拉伸试样的破坏机理,为改善模压制品力学性能提供一定的理论基础。
1 实验部分
1.1 实验材料
本文实验所采用的EP/CF SMC 材料由常州市萤火虫复合材料有限公司提供,纤维质量分数50%,纤维长度25.4 mm,其成分主要包括EP、短切碳纤维以及各类添加剂等。
1.2 主要设备及仪器
模温机,ADDM-36,苏州奥德机械有限公司;
模具,自行设计,宁波益普乐模塑有限公司。
拉伸试验机,SANS CMT4204,深圳新三思有限公司;
弯曲试验机,SANS CMT6103,深圳新三思有限公司;
场发射扫描电子显微镜(SEM),HITACHI S-4800,日本HITACHI 公司。
1.3 样品制备
选定模压温度、模压压力、保压时间、合模速度4个工艺参数设计正交实验,每个因素设置4个水平并增设1 列空列,用于方差分析事后检验;故选用L16(45)正交表,其因素水平如表1所示。将剪切好的SMC 放置于模具中,按照正交实验设置模压工艺参数,制备16组工艺参数下的平板制件。
由图2可知,无事件状态下出血的效用值的变化对于结果的影响最大,其他效用值的变化对于结果的影响可以忽略不计。因此,对于无事件状态下出血的效用值进行单因素敏感性分析,结果见表7。
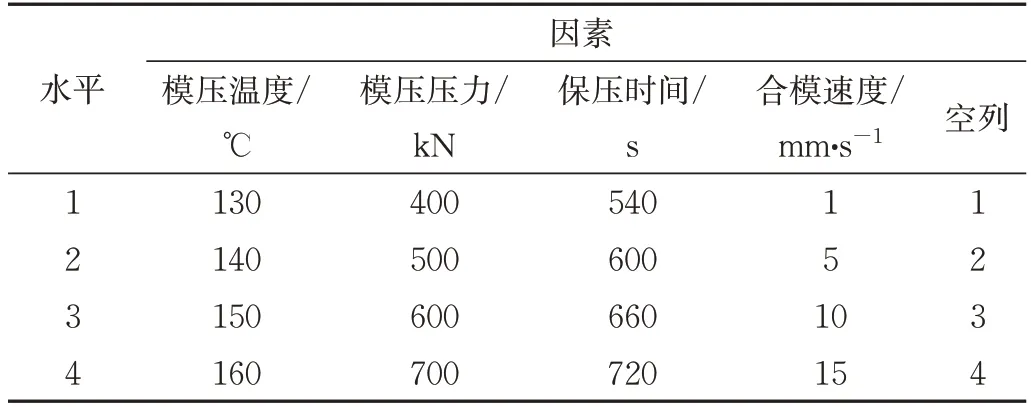
表1 正交实验因素水平表Tab.1 Factor level table of the orthogonal test
1.4 性能测试与结构表征
拉伸强度测试:拉伸强度测试按照正交实验16 组工艺参数制备平板制品,每组参数制备2块,标记为A、B板,共计32块,拉伸试样水平切割方案如图1(a);拉伸性能按照GB/T 1447—2005测试,环境温度为20 ℃,湿度为40%~60%,设置拉伸测试速度为10 mm/min;
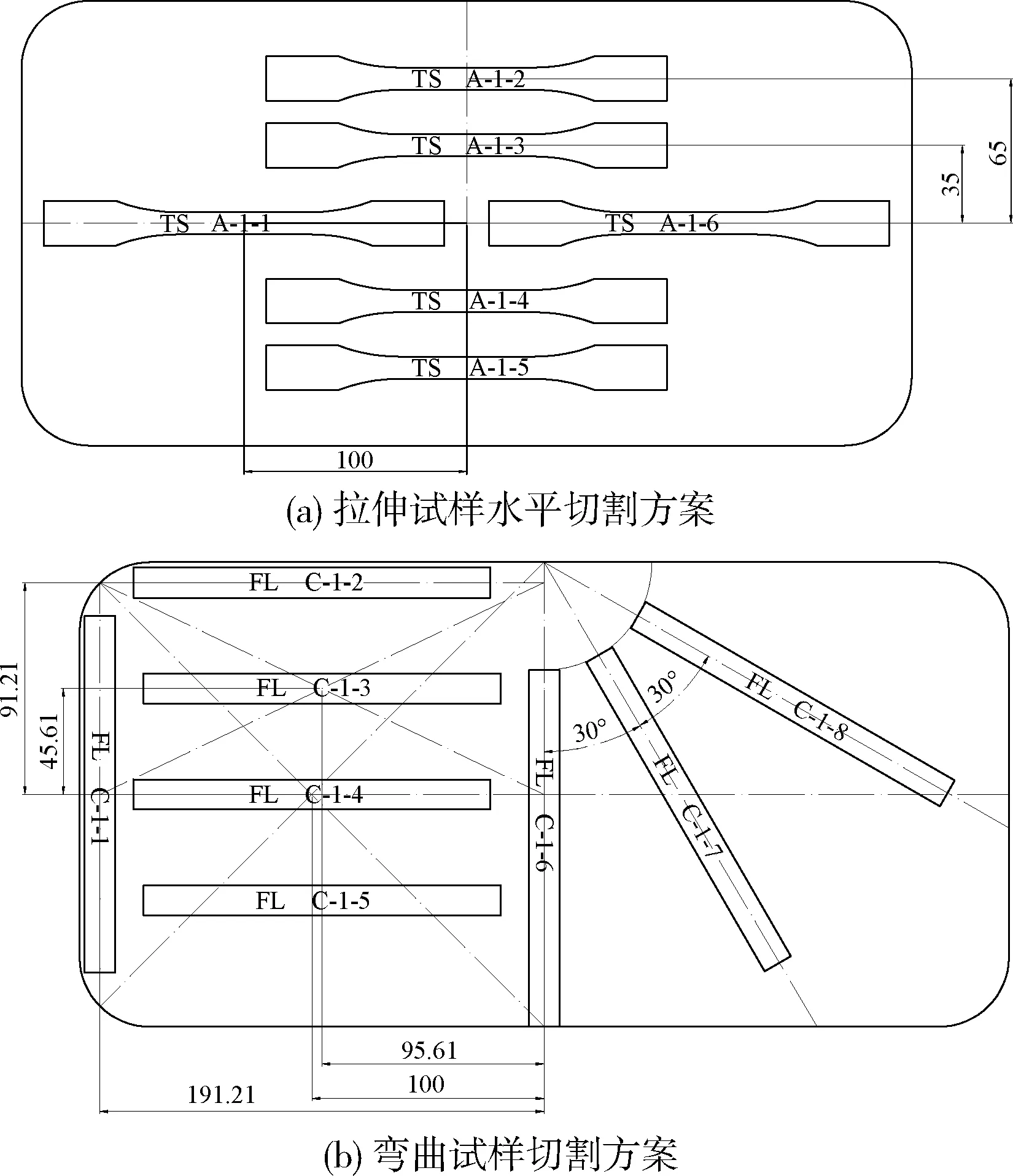
图1 试样切割方案Fig.1 Specimen cutting scheme
弯曲强度测试:弯曲强度测试按照正交实验16组工艺参数制备平板制品,每组参数制备3块,标记为C、D、E板,共计48块,试样切割方案如图1(b);弯曲性能按照GB/T 1449—2005测试,环境温度为20 ℃,湿度为40%~60%,设置弯曲测试速度为10 mm/min,跨距为80 mm;
孔隙率及纤维含量测定:按照GB/T 3365—2008制备金相试样,采用图像分析方法计算孔隙和纤维面积与整个图片面积的比值,得到试样的孔隙率和纤维含量。
2 工艺参数对EP/CF SMC 模压制品力学性能影响分析
2.1 正交实验结果
根据正交实验表设计一共是16 组工艺参数,每组工艺参数取A 板6 个水平试样和B 板6 个垂直试样上共12 个试样强度的平均值作为其拉伸强度(σt),Rt表示每组工艺参数下拉伸强度的标准差;每组工艺参数取C、D、E 3 块板各取8 个试样共24 个试样,将24 个试样弯曲强度的平均值作为其弯曲强度(σf),Rf表示每组工艺参数下弯曲强度的标准差;正交实验方案以及测试结果如表2所示。

表2 正交实验方案及结果Tab.2 Orthogonal experimental protocol and results
2.2 正交实验方差分析结果
拉伸强度的正交实验方差分析如表3所示,结果表明模压温度、模压压力、合模速度的显著性水平均小于0.05,表明这3 个因素对EP/CF 拉伸强度均有显著性影响;保压时间的显著性水平为0.133 大于0.05,说明保压时间对其拉伸强度的实验结果影响不显著。各因素的F值为:FT=10.665,FP=10.144,Ft=4.246,Fv=26.922;根据F值判断各因素对拉伸强度影响的主次顺序为:合模速度>模压温度>模压压力>保压时间。
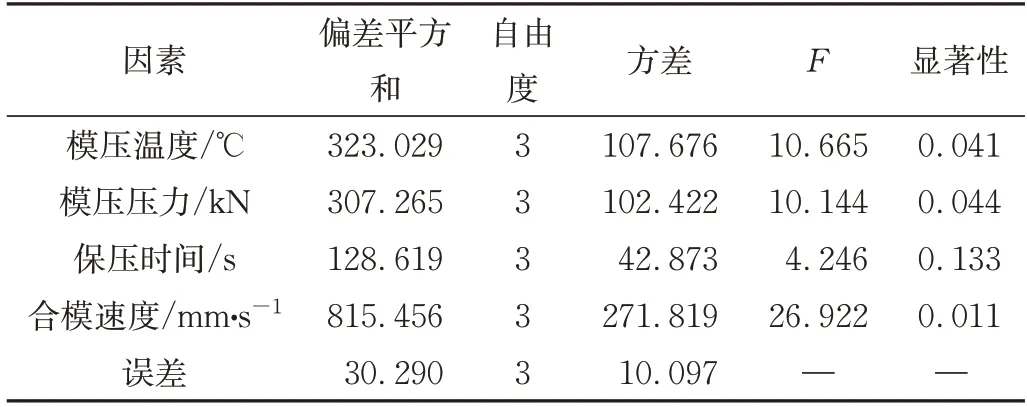
表3 拉伸强度的正交实验方差分析表Tab.3 Analysis of variance of orthogonal experiments on tensile strength
弯曲强度的正交实验方差分析如表4所示。结果显示合模速度的显著性水平为0.049,为显著性因素。模压压力的显著性水平为0.095,在0.1 水平下显著。而模压温度和保压时间显著性水平均大于0.1,对弯曲强度实验结果的影响不显著。各因素的F值为:FT=2.147,FP=5.614,Ft=1.694,Fv=9.396;根据F值大小可判断各因素对弯曲强度影响的顺序为:合模速度>模压压力>模压温度>保压时间。
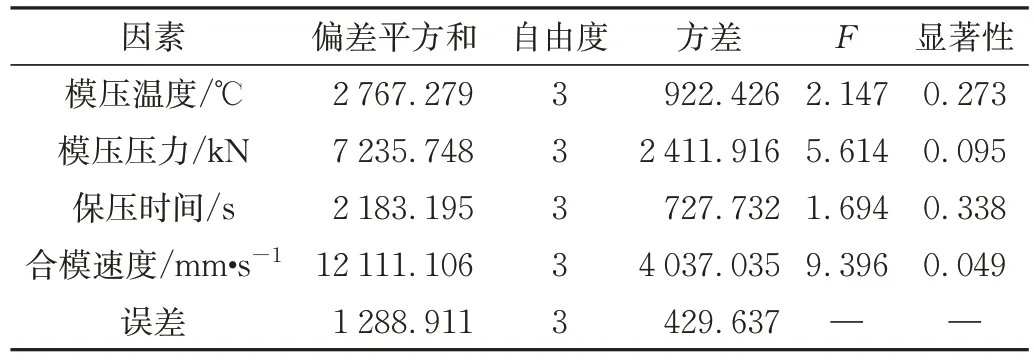
表4 弯曲强度正交实验方差分析表Tab.4 Analysis of variance for orthogonal experiments on flexural strength
2.3 工艺参数对制品力学性能的影响
采用邓肯法分析各工艺参数对制品力学性能的影响如表5所示。对于模压温度对拉力学性能的影响,由A 可知,当模压温度为140 ℃时,平板制品的拉伸强度最高为175.39 MPa,第一水平与第二、第三水平之间存在显著性差异;由B可知,当模压温度为140 ℃时,模压制品弯曲强度最大为353.15 MPa,4 个水平之间的差异在0.1 水平下显著。对于模压压力对力学性能的影响,由A 可知,当模压压力为400 kN 时,平板制品的拉伸强度最大为177.92 MPa,第二、第三、第四水平之间没有显著性差异,但都与第一水平存在显著性差异;由B可知,当模压压力为500 kN时,平板制品的弯曲强度最大为363.75 MPa,第一、四水平与第二水平之间存在显著性差异。对于保压时间对力学性能的影响,由A 可知,当保压时间为720 s 时,拉伸强度最大为174.89 MPa,4个水平之间在0.1水平上存在显著性差异;由B 可知,当保压时间为660 s 时,制品的弯曲强度最大为349.64 MPa;结果显示4 个水平之间没有显著性差异。对于合模速度对力学性能的影响,由A 可知,当合模速度为1 mm/s 时,平板制品的拉伸强度最大为182.53 MPa;合模速度的第二、第三、第四水平之间没有显著性差异,与第一水平存在显著性差异;由B 可知,当合模速度为5 mm/s 时,平板制品的弯曲性能最大为381.25 MPa;第一、第三、第四水平之间没有显著性差异,但是与第二水平之间存在显著性差异。
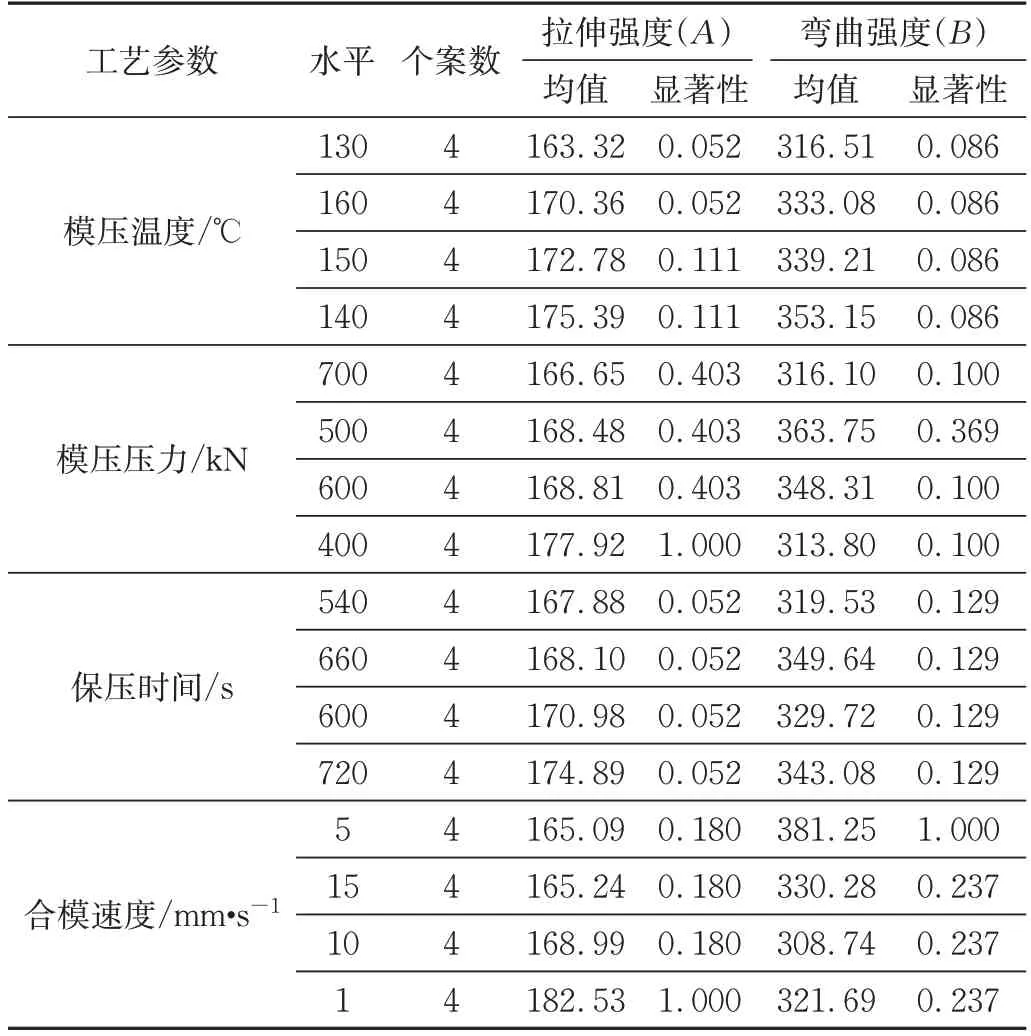
表5 各工艺参数对拉伸强度和弯曲强度影响的邓肯多重比较结果Tab.5 Duncan multiple comparisons of effects of each process parameter on tensile and flexural strength
模压温度对力学性能的变化趋势如图2(a)所示,随着模压温度的增加,平板制品的弯曲强度和拉伸强度均呈现先增加后降低的趋势。随着温度的升高,树脂固化反应速度加快,固化程度提高,有利于提高制品的力学性能;然而过高的温度可能导致树脂固化过快,无法充分浸润碳纤维形成较稳定的界面结构,从而降低制品的弯曲强度;随着模压温度的升高,过高的模压温度可能导致内部应力增加,从而降低制品的弯曲强度。综上分析,模压温度的升高在一定程度上有利于提高制品的拉伸强度和弯曲强度,但过高的温度也会导致树脂与纤维界面浸润性较差,内部应力增大等问题,反而降低制品的力学性能。
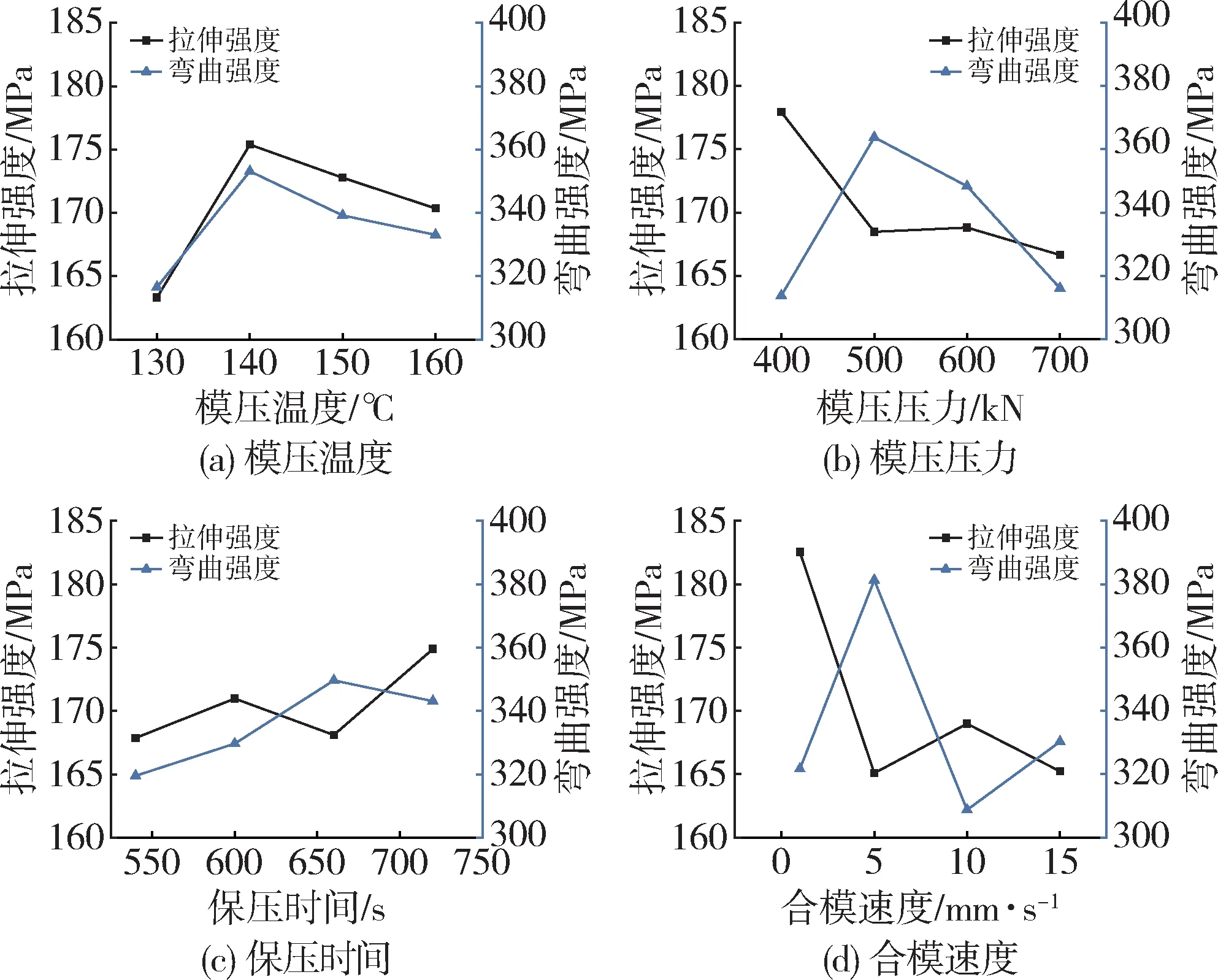
图2 拉伸强度和弯曲强度随各工艺参数的变化Fig.2 Variation of tensile strength and bending strength with each process parameter
模压压力对力学性能的变化趋势如图2(b)所示,随着模压压力的增加,平板制品的拉伸强度呈现逐渐减小的趋势,弯曲力学性能呈现出先增加后下降的趋势。模压压力的增加有助于提高EP 的流动性,使其更容易填充模具并浸润CF;良好的树脂浸润性有利于提高CF 与树脂之间的界面结合,从而提高制品的弯曲力学性能。然而,过高的模压压力可能导致CF 受到过大的挤压,导致局部应力增加,从而使纤维断裂或脱离基体,同时纤维束内部富脂区域增多,导致材料的弯曲强度降低。
保压时间对力学性能的变化趋势如图2(c)所示,随着保压时间的增加,拉伸强度和弯曲强度总体上呈现出逐渐增加的趋势。保压时间的增加有助于EP 基体充分固化,提高树脂与CF 之间的界面结合性能,改善由于温度不均而产生的内应力,从而提高制品的拉伸强度和弯曲强度;然而,过长的保压时间会降低生产效率、增大生产成本,树脂也会发生氧化分解等给产品质量带来不利影响。
合模速度对力学性能的变化趋势如图2(d)所示,随着合模速度的增加,制品的拉伸强度呈现出逐渐降低的趋势,而弯曲强度呈现出先增加后下降的趋势。过慢的合模速度会导致树脂在模具内流动过程中发生固化,树脂无法充分地浸润CF,使得树脂与碳纤维之间的界面结合不良,导致制品的力学性能下降。适当的合模速度有助于提高树脂的流动性,使其更容易填充模具并浸润CF,同时也有助于将模具内的空气和挥发物排出,减少制品内部缺陷,从而提高制品的弯曲性能。但是当合模速度过快时,会导致制品内部应力分布不均匀,制品内部裂纹、孔隙等缺陷增多,从而降低制品的力学性能。
3 基于K-均值的拉伸失效机理分析
3.1 K-均值聚类模型评价方法
由于样本数量庞大,逐一观察分析微观形貌将耗费时间和成本。因此,采用K-均值聚类方法,以正交实验的拉伸强度结果为聚类目标,以16 组不同的模压工艺参数为样本,以A板和B板的平均拉;强度建立K-均值聚类模型,选择代表性试样进行微观形貌观察,这有助于揭示微观结构对力学性能的影响机理。为确定最佳的聚类数,采用平均轮廓系数来评估聚类效果。轮廓系数衡量了数据点与其所属聚类内其他点的距离与数据点到其他簇内点的距离之间的差异,而平均轮廓系数则提供了聚类模型整体质量的评估指标。
3.2 K值选择和聚类结果
不同K值下的平均轮廓系数如图3所示,随着K值的增加,平均轮廓系数出现先降低再增加的趋势。在K值较小时,平均轮廓系数为0.671 8,随后出现波动,但都小于K值为2时的值。这是因为聚类过细时,一些本应属于同一类的数据点被划分到了不同的簇,从而影响了轮廓系数的计算。当K值为7时,轮廓系数增大到0.677 2,当K值继续增大至样本总数16 时,平均轮廓系数为1,这时划分的16 个簇中,每一个均包含1 个样本点。但是聚类的目的是选出有代表性的试样,在尽可能小的K值下获得较高的平均轮廓系数,最终选K值为2对样本进行分类。
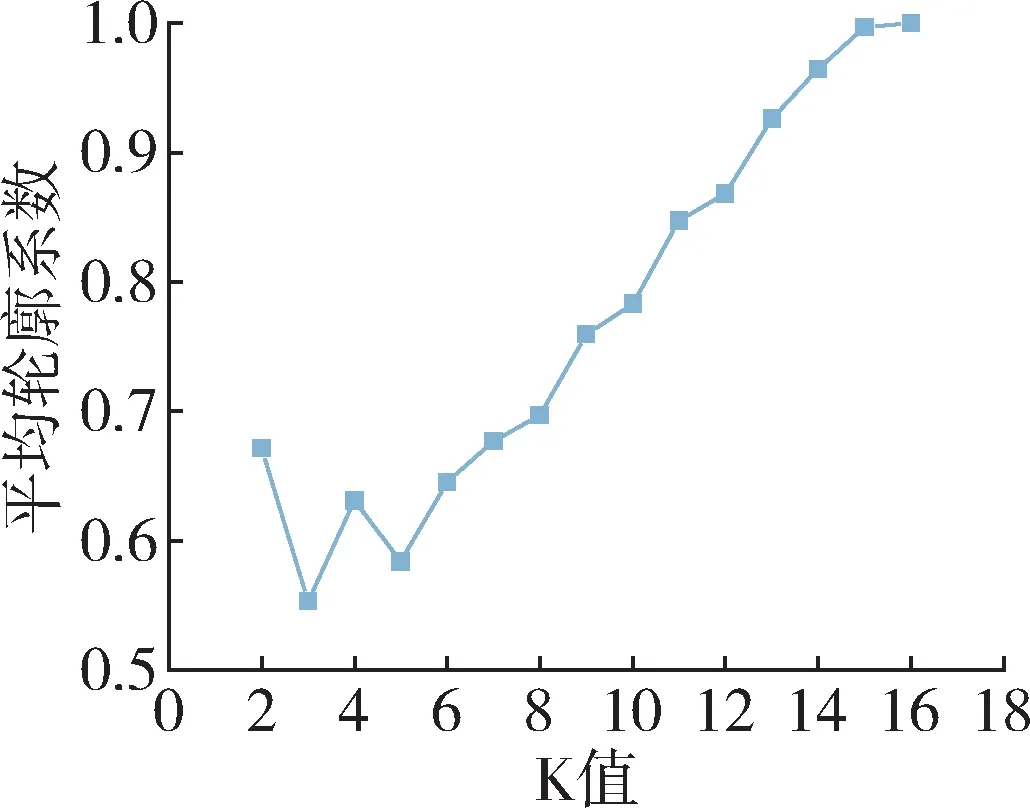
图3 不同K值下的平均轮廓系数Fig.3 Average profile coefficient under different K values
聚类后样本的轮廓值如图4所示,发现大部分样本点轮廓系数大于0.7,表明与其所属聚类内的其他样本点相似性较高,同时与其他聚类的样本点相似性较低,说明聚类效果较好。但是也有4 个样本点小于0.5,其中还有1个为负值,这些样本点与其所属聚类内的其他样本点和与其他聚类的样本点之间的相似性差不多,聚类边界不够明显。聚类结果发现有7 组样本点被分为簇Ⅰ,9 组样本点被分为簇Ⅱ,两簇中的样本点分布较为均匀,尽管样本的分散程度较大,但是聚类中心附近的样本点仍然具有一定的代表性。
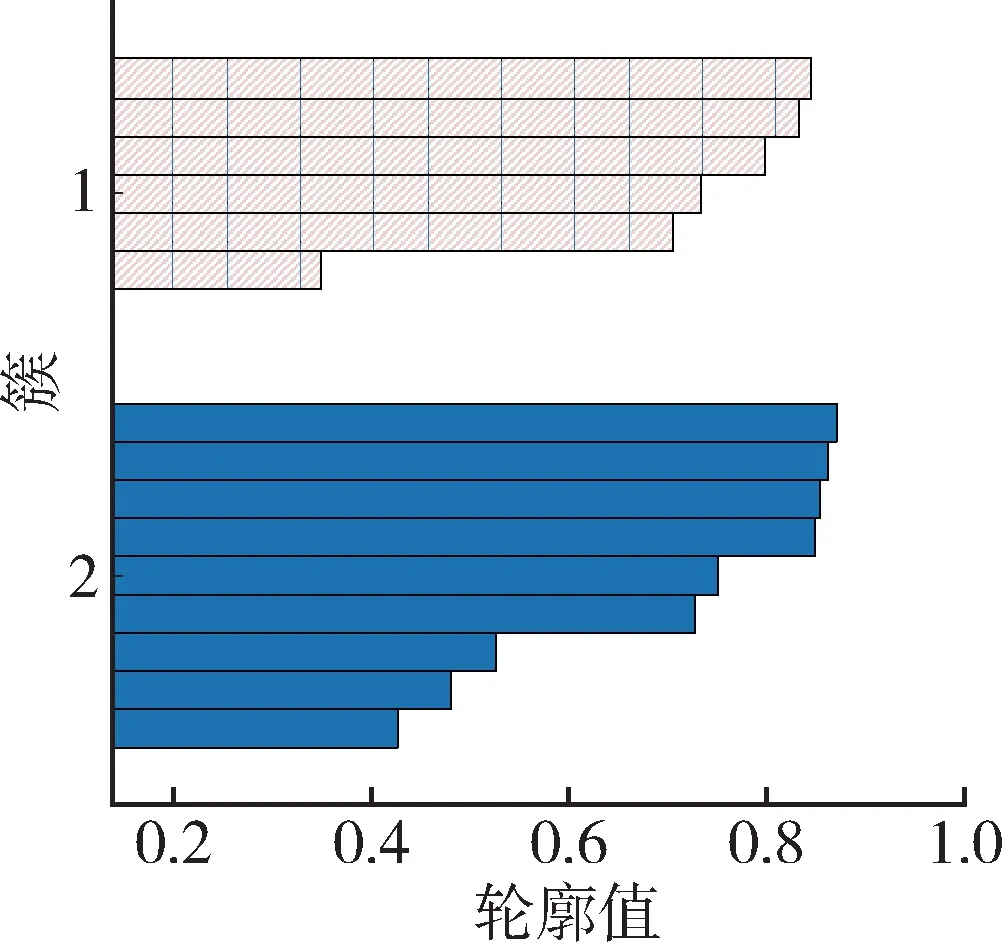
图4 不同簇下样本的轮廓值Fig.4 Profile values of the samples under different clusters
EP/CF 拉伸强度样本点的聚类效果如图5所示。每个簇的质心用带圆圈的X 表示。簇Ⅰ的质心为(133.49,190.11),簇内的A 板和B 板的拉伸强度均值比较接近,簇Ⅱ的质心为(169.53,182.57),簇内的A板和B 板的拉伸强度均值差异较大。通过计算各个样本点与质心的距离,样本4、样本10 距离各自聚类中心较近,能够较好地代表聚类的特征,其对应的工艺参数和拉伸强度如表6所示。

图5 聚类分析结果Fig.5 Cluster analysis results

表6 聚类样本的工艺参数和拉伸强度Tab.6 Process parameters and tensile strength of the clustered samples
3.3 EP/CF SMC拉伸力学行为分析
由于聚类结果中样本4 的A 板与B 板的工艺参数相同,但是其力学性能相差较大,因此选取第四组工艺参数下A 板和B 板中典型拉伸试样,绘制其拉伸应力-应变曲线,如图6所示,图中A4-1试样数据缺失。可以看到,A板的平均拉伸强度要小于B板,其中A4-6的拉伸强度最小,仅为91.81 MPa,B4-1 试样的拉伸强度最大,达到219.44 MPa。
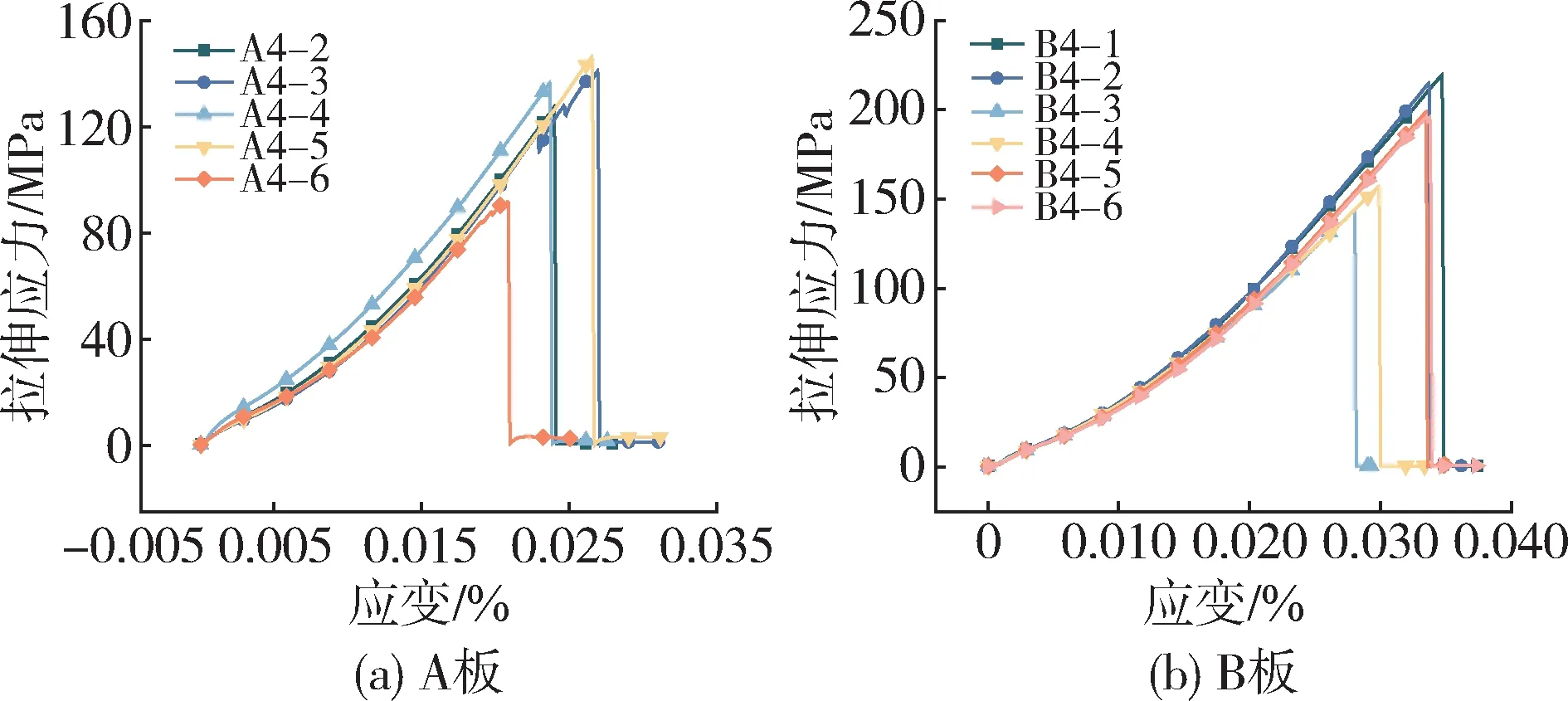
图6 拉伸试样应力-应变曲线Fig.6 Stress-strain curves of the tensile specimens
拉伸应力-应变曲线大致可以分为3 个阶段:第一阶段试样应力约为0~10 MPa,在加载初期,应力-应变曲线表现为线性增加,试样在该阶段发生弹性变形,基体中尚未产生裂纹等缺陷;第二阶段的试样应力约为10~50 MPa,随着载荷继续增加,曲线斜率相比第一阶段较低,此时主要由制品内部的树脂基体承受载荷,基体内部逐渐出现损伤,裂纹沿着孔隙、分层等缺陷逐渐扩展,材料抵抗应变的能力降低;第三阶段为试样承受的载荷大于50 MPa 之后,应力-应变曲线斜率进一步增加并呈现出准线性特征,这是因为CF 作为增强体开始承受载荷抵抗变形,当达到最大破坏载荷之后,应力突然下降,呈脆性断裂特征。
对于A4-3 试样,其应力-应变曲线较为特殊,第三阶段中,在接近材料的最大破坏载荷前,曲线斜率并不是线性上升,而是出现了锯齿状抖动。这是因为材料在第二阶段裂纹拓展出现了分层,一部分CF 受力发生断裂或从基体拔出,另一部分仍在抵抗变形,直至到达最大破坏载荷。
3.4 EP/CF SMC拉伸破坏模式分析
A4-3、A4-6 和B4-1 拉伸试样的断口如图7所示。对于A4-3 试样,可以观察到试样断裂面并不整齐,随着载荷的增加,试样的两侧最先受力断裂,其失效机理是由于纤维或树脂基体不能够抵抗载荷而发生拉伸断裂;而此时试样的中间部分仍然能够抵抗载荷引起的形变,但随着载荷进一步增加,在剪切力的作用下界面中的裂纹扩展,最终使CF与树脂基体分离发生断裂。
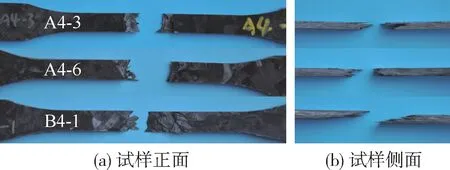
图7 典型拉伸试样断口Fig.7 Typical tensile specimen break section
对于A4-6 试样,其拉伸强度最小,其断口基本沿着试样宽度方向拓展,试样的失效原因主要是由于受到拉伸载荷而导致树脂或纤维发生脆性断裂;对于B4-1 试样,可以看到其断口沿着试样长度方向拓展,失效原因主要是由于在剪切力的作用下界面发生了分离。因此,选取的3 个典型试样很好地解释了EP/CF SMC的拉伸断裂失效机理。
为了进一步揭示EP/CF SMC 的拉伸损伤机制,使用SEM 观察A4-6 和B4-1 拉伸试样断面形貌,试样的1 000 倍和2 000 倍的SEM 照片如图8所示,从图中可以看出,两者的形貌有较大的差异。由图8(a)可知,树脂出现了剥离,出现了一片片的纹理状树脂,这说明树脂的固化交联程度较低,在拉伸应力的作用下很容易被剥离。图8(b)相比于图8(d),可以观察到断裂的纤维表面更加光滑,残余的树脂较少,说明纤维与纤维之间的结合程度较低。B4-1 试样上的CF 表面残留较多树脂,纤维与纤维之间由EP 基体紧紧黏连在一起。可以发现试样A4-6 与B4-1 的拉伸强度存在较大差异性的原因是CF 与EP 的结合程度不同,界面结合强度的差异性是影响制品拉伸强度的根本原因。
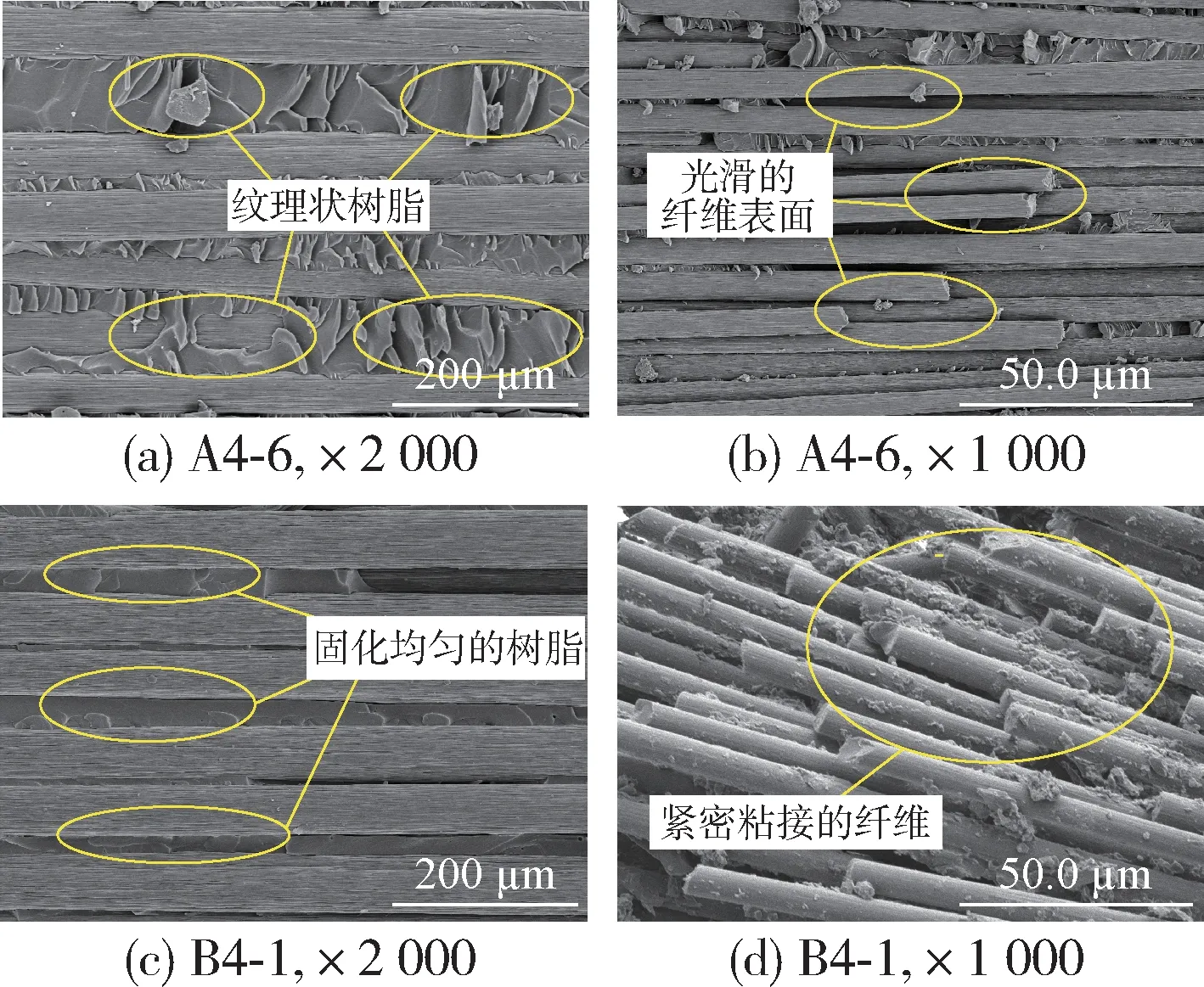
图8 断面形貌对比Fig.8 Comparison of the section topography
4 结论
(1)工艺参数对于拉伸强度的影响大小为合模速度>模压温度>模压压力>保压时间,工艺参数对于弯曲强度的影响大小为合模速度>模压压力>模压温度>保压时间;影响拉伸强度的显著性因素为合模速度、模压温度和模压压力,影响弯曲强度的显著性因素是合模速度;
(2)适当提高模压温度和模压压力有助于提高制品的力学性能,但过高的温度可能导致树脂浸润不良和内部应力增加,保压时间的增加总体上有利于提高制品的拉伸强度和弯曲强度,因为它有助于树脂基体充分固化和改善界面结合性能;合模速度的过快或过慢都可能降低制品的力学性能,适当的合模速度有助于树脂的流动性和排除内部缺陷,提高制品的性能;
(3)分析了拉伸破坏试样的失效机理,其断口存在2种破坏形式,一种主要是由于纤维或基体不能够承受拉伸应力发生断裂,其纤维表面更加光滑,残留树脂较少;另一种主要是由于在剪切应力的作用下界面中裂纹扩展发生剪切破坏,纤维表面残留更多树脂,纤维之间结合程度更高,2种反映了界面结合强度的差异性是影响制品拉伸强度的本质原因。
猜你喜欢
食品安全导刊(2021年21期)2021-08-30
合成材料老化与应用(2020年1期)2020-03-16
四川冶金(2019年5期)2019-12-23
山东化工(2019年9期)2019-05-31
中成药(2017年6期)2017-06-13
中国塑料(2016年6期)2016-06-27
中国塑料(2016年9期)2016-06-13
中国塑料(2016年1期)2016-05-17
中国塑料(2015年11期)2015-10-14
机电产品开发与创新(2014年6期)2014-03-11