
刚挠板热风整平焊锡时挠性区撕裂改善
2024-02-27 14:27齐国栋陈显正李超谋
印制电路信息 2024年1期
齐国栋 陈显正 李超谋
(1.珠海杰赛科技有限公司,广东 珠海 519170;2.中电科普天科技股份有限公司,广东 广州 510400)
0 引言
为了防止挠性区空腔内的气体在经过热风整平焊锡(hot air solder levelling,HASL)高温流程时,气体受热膨胀导致的刚挠结合印制电路板(rigid flexible printed circuit board,R-FPCB)出现分层异常,现R-FPCB采用了先开盖后HASL的加工流程,但挠性区面积大的产品加工时由于挠性区的支撑力不足,无法承受风刀压力而导致撕裂。
1 试验方案设计
1.1 试验板叠层设计
R-FPCB结构如图1所示。
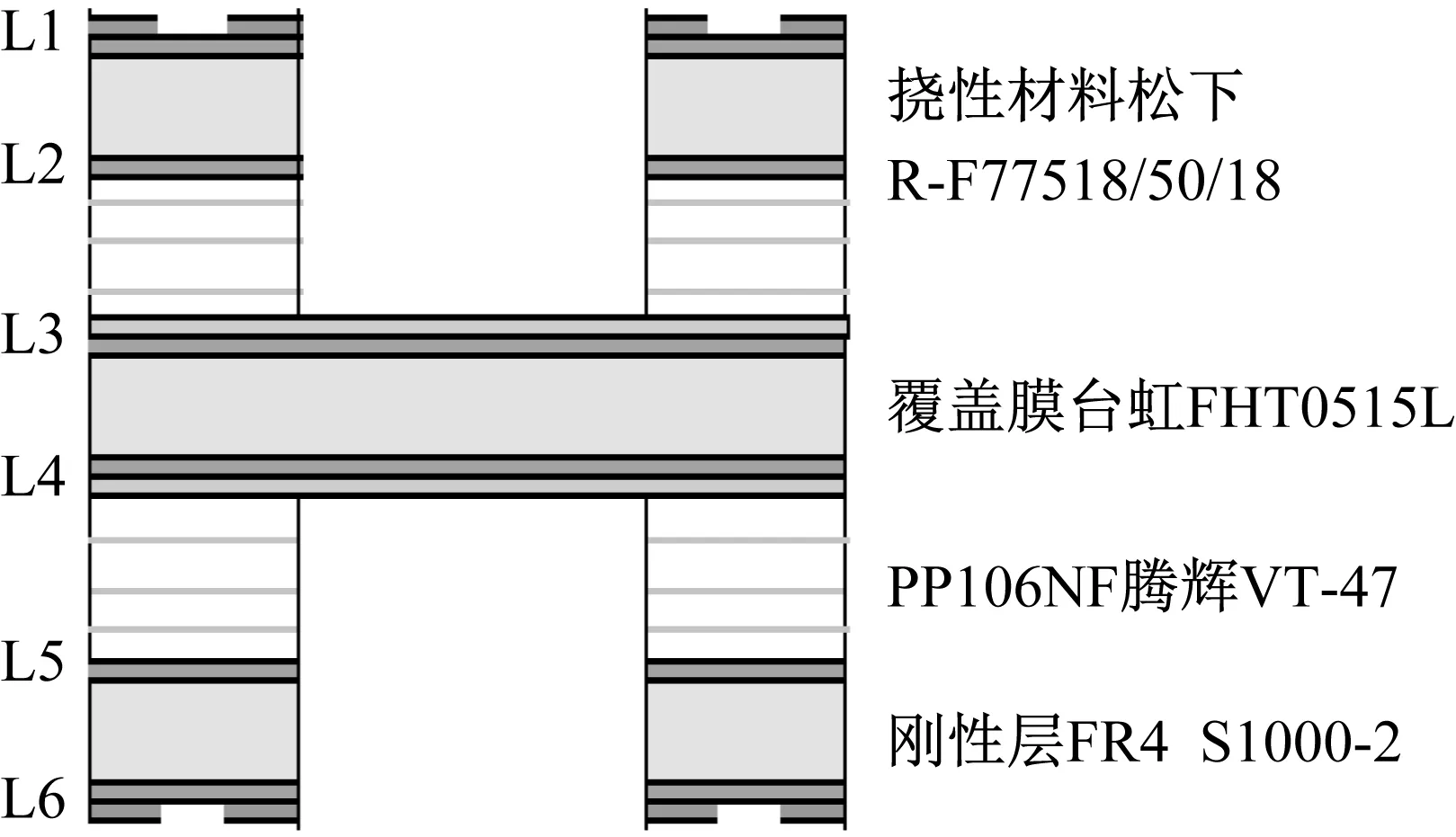
图1 试验R-FPCB结构

图2 挠性区形状设计

图3 铣孔方式设计

图4 热风吹锡方向设计
1.2 常规生产流程
(1)挠性印制电路板(flexible printed circuit board,FPCB)生产流程:开料→光成像→蚀刻检验→棕化→嫁接覆盖膜→棕化。
(2)刚性印制电路板(rigid printed circuit board,RPCB)生产流程:开料→光成像→蚀刻检验→铣盲槽→棕化。
(3)FPCB+RPCB 生产流程:层压→钻孔→沉铜→光成像→蚀刻检验→印阻焊→铣孔+铣盲槽→HASL(有铅)→后制程。
1.3 试验板试验方案
刚挠板采用先开盖后HASL 的加工流程。综合多种影响因素,分别从挠性区面积大小、挠性区形状、铣孔方式、吹锡方向,制定多种测试方案,见表1。

表1 试验方案
1.4 验收标准
HASL 后,挠性区的质量情况验证标准主要是目视观察挠性区外观状态判定,理想状态下是无折皱、无撕裂、无变形为最优,无折皱、无撕裂、边缘轻微变形为合格。
2 试验结果与分析
2.1 铣孔方式:与挠性区平行
与挠性区平行铣孔的HASL结果见表2。

表2 与挠性区平行铣孔的HASL结果
(1)对比同尺寸、不同外形的挠性区图形,挠性区为一字型的未出现折皱或撕裂的异常问题,L、C、S 字型均出现折皱情况,严重者可致挠性区边缘撕裂。说明在HASL 过程中,挠性区的形状越复杂,支撑力越差,越容易出现折皱/撕裂问题。
(2)对比同外形、不同尺寸的挠性区图形,发现挠性区尺寸小的异常情况较轻微,而更大尺寸的挠性区,均出现较为严重的撕裂。说明HASL 过程中,挠性区尺寸越大,支撑力越差,越容易出现折皱/撕裂问题。
2.2 铣孔方式:铣孔两端拐角
挠性区平行+两端拐角铣孔的HASL 结果见表3。
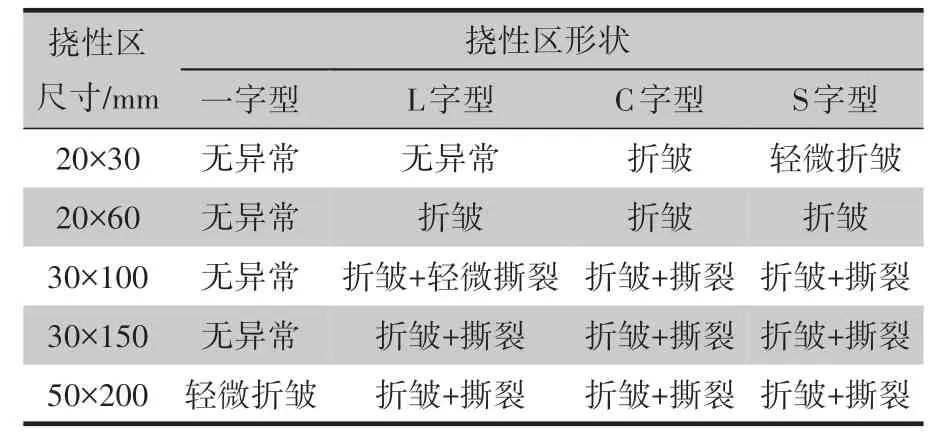
表3 与挠性区平行+两端拐角铣孔的HASL结果
(1)对比不同方案的挠性区撕裂情况发现,挠性区出现折皱、撕裂的情况与第一种铣孔方式的结果基本相同。
(2)在挠性区末端外形增加铣孔两端拐角后,挠性区边缘可用来支撑的部分面积更小,支撑情况更差,在HASL 过程中受风摆动情况更严重,报废比例升高。
2.3 铣孔方式:分段铣孔(桥连点设计)
根据挠性区外形情况,控制挠性区域铣孔长度在30~80 mm之间,结果见表4。
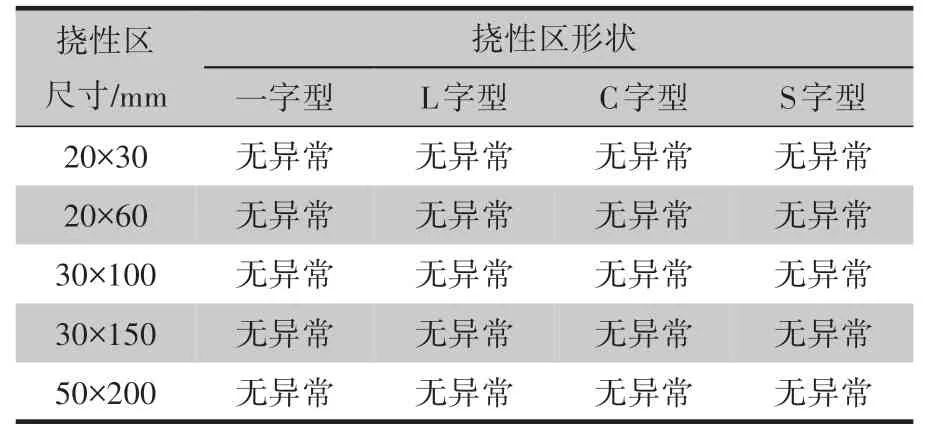
表4 分段(桥连点)铣孔的HASL结果
(1)各尺寸、各形状挠性区均未出现异常。即增加挠性区铣孔桥连点,可以有效控制铣孔的长度,且通过桥连点支撑,挠性区更稳定,不会在HASL过程中出现折皱、撕裂等异常问题。
(2)当挠性区尺寸设计得较大,铣孔长度≥60 mm 时,桥连点支撑效果会相对变差,桥连两端出现变形,有折皱撕裂的前期迹象;当铣孔长度≤50 mm 时,不论尺寸及外形,挠性区外观均表现良好,桥连点支撑效果较优,可定义为安全范围。
2.4 喷锡方向:横向竖向对比
对比HASL时横方向/竖方向入板的生产结果,可以看出不同方向挠性区受风面积差异较大,折皱、撕裂风险差异较大。即在挠性区铣孔方式相同的情况下,HASL 方向的影响也在折皱、撕裂异常中占据较大比重。
3 结语
通过对挠性区的大小、形状、开盖前铣孔方式,以及吹锡方向等因素进行测试,分别确认了各项因素对挠性区撕裂情况的影响。对各试验方案进行对比发现,挠性区铣孔段增加桥连点设计,控制铣孔区长度,可以有效地增强挠性区支撑力,且当铣孔设计长度≤50 mm 时,桥连点对挠性区的支撑力效果最好,可以保证产品质量。最终找到了一种合适的方案解决此类异常,改善了挠性区撕裂的问题。
猜你喜欢
煤矿机电(2020年6期)2020-12-28
教育周报·教研版(2019年21期)2019-09-10
阅读与作文(英语高中版)(2019年12期)2019-09-10
科学与财富(2018年30期)2018-12-28
课程教育研究·学法教法研究(2018年31期)2018-10-13
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
课程教育研究·新教师教学(2016年15期)2017-04-12
纺织学报(2016年11期)2016-05-17
空间控制技术与应用(2015年1期)2015-06-05
