
具有压接功能高纵横比盲孔的PCB工艺开发
2024-02-27 14:27荀宗献纪瑞琦肖坤红房鹏博黄德业
印制电路信息 2024年1期
荀宗献 纪瑞琦 肖坤红 房鹏博 黄德业
(珠海杰赛科技有限公司,广东 珠海 519170)
0 引言
随着电子产品体积越来越小,器件密度越来越大,印制电路板(printed circuit board,PCB)也在向小型化方向发展。目前,有部分PCB 在顶层高纵横比金属化盲孔上实现器件压接,对称的底层实现其他安装,如球栅阵列(ball grid array,BGA)结构贴装的设计方法,这对PCB 的加工工艺提出新的挑战。目前常用的器件压接孔一般采用通孔而非盲孔的设计,无法实现PCB 同一位置的顶层和底层不同形式的贴装。本文采用现有PCB 工艺,开发了一种新的加工工艺,有效地解决了PCB顶层高纵横比金属化盲孔实现器件压接,对称底层实现其他安装形式上件的设计难题。首先通过正常盲孔金属化工艺,待顶面-底面整体压合后,再通过高精度二次钻孔的工艺实现高纵横比金属化盲孔的器件压接功能,同时对称底层实现其他安装形式上件的设计要求。
1 产品设计要求
PCB 产品设计为双面控深压接孔,总板厚6.0 mm,层数14 层,具体两面压接孔情况见表1。双面控深孔截面示意如图1所示。
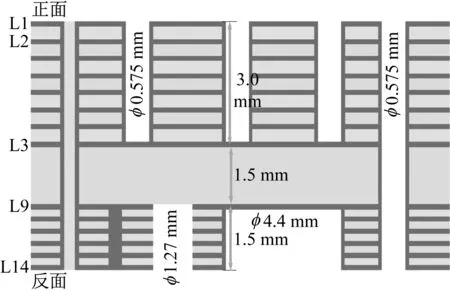
图1 双面控深孔截面示意
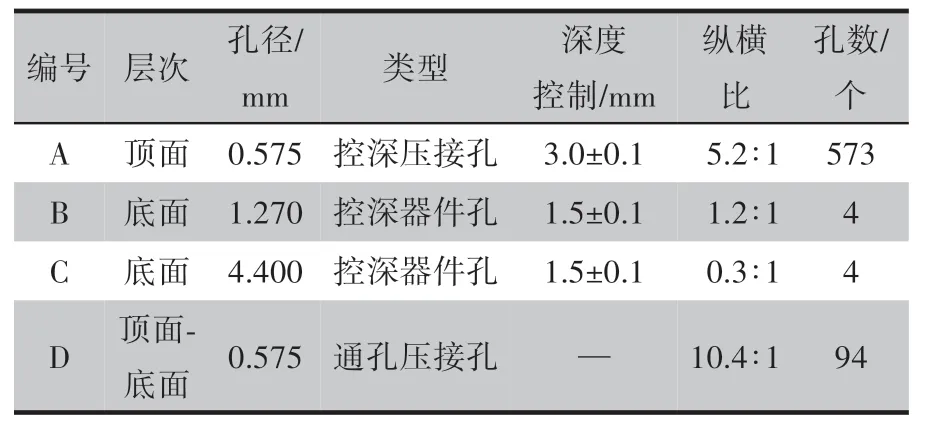
表1 PCB压接孔设计要求
从底面2 组控深器件孔来看,B 和C 2 种控深孔仅各有4个用于零器件固定的孔,且其中B孔为非金属化孔(no plating through hole,N-PTH),C孔为金属化孔(plating through hole,PTH),纵横比为0.3∶1,可以在顶面-底面压合后,从底面控深钻孔,然后再用PTH 的方案来实现,此工艺为目前正常的加工水平。
而对于A 孔,如果将顶面-底面压合后使用控深钻盲孔的工艺,其盲孔的纵横比为5.2∶1,远超目前行业内的盲孔电镀能力(目前行业内盲孔电镀纵横比能力<1∶1),无法实现类似盲槽的加工工艺,需另外开发符合客户设计需求的特殊加工工艺流程。
2 特殊工艺方案设计
针对顶层高纵横比控深压接孔(孔径0.575 mm/深度3.0 mm)设计思路如下。
叠层设计层次L1~L8 板厚为3.0 mm,过程中工艺流程设计如下:L1~L8 钻孔[电荷耦合器件(charge coupled device,CCD)钻 孔]、孔 径0.7 mm)→L1~L8 电镀(孔铜控制65~75 μm)→L1~L8 铜浆塞孔→……至外层阻焊后……→背钻(CCD 背钻、刀径0.575 mm)。如此避免了L1~L14 整体控深钻孔后无法满足盲孔电镀高纵横比能力的问题。
具体过程如图2 所示,高纵横比控深压接孔关键工序及工艺参数见表2。

图2 顶层控深压接孔过程效果示意
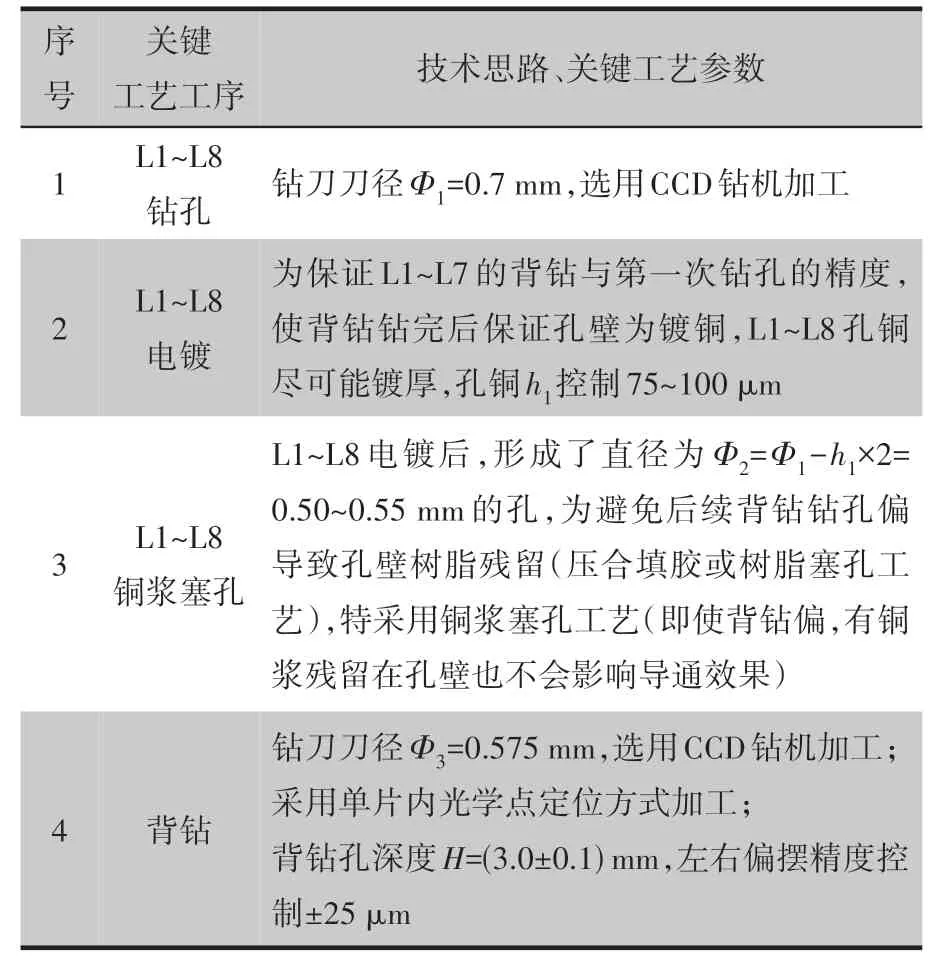
表2 L1~L8高纵横比控深压接孔关键工序及工艺参数
从技术思路上来看,关键需控制L1~L8 面盲孔第一次钻孔和最后背钻的对位精度。按盲孔第一次钻孔刀径Φ1=0.7 mm,背钻刀径Φ3=0.575 mm,同时保证孔铜厚度h=25 μm 的前提下,2 次钻孔对位偏移量需控制Δ=(Φ1-Φ3-2×h)÷2=(0.7-0.575-0.05)÷2=0.037 5 mm(1.5 mil)以内。具体关键工艺参数如图3所示。
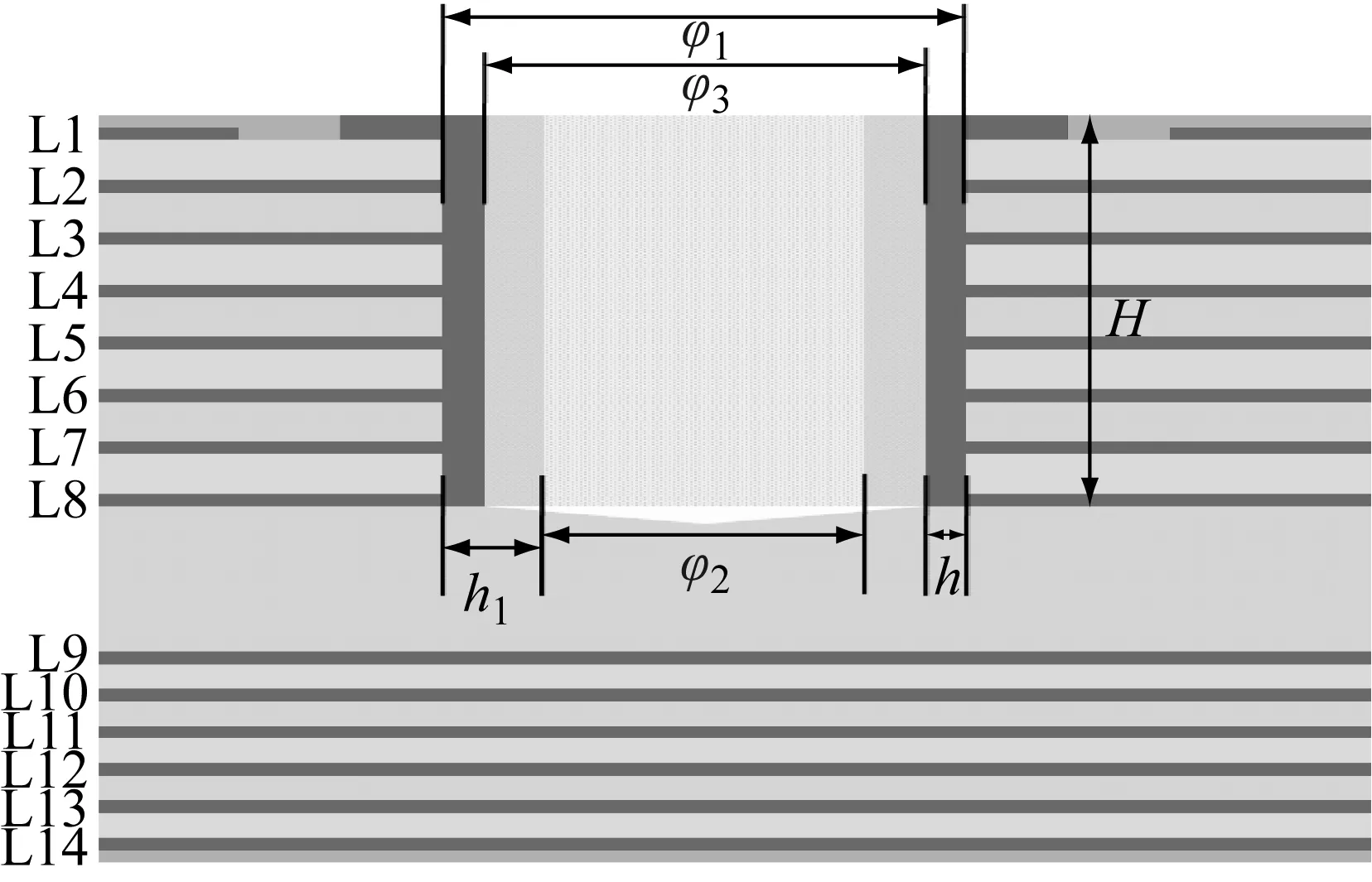
图3 L1~L8高纵横比控深压接孔工艺参数示意
图3 中,Φ1为L1~L8 钻孔孔径,0.7 mm;Φ2为铜浆塞孔孔径,0.50~0.55 mm;Φ3为背钻孔径,0.575 mm;h1为孔镀厚度,75~100 μm;h为最终孔壁铜厚,25 μm;H为背钻深度,(3.0±0.1)mm。
3 加工过程及效果确认
L1~L8 盲孔钻孔和控深背钻都使用CCD 钻铣一体机,首先确认CCD 钻孔机设备能力。CCD 钻铣一体机同时具备通孔钻孔、控深背钻、机械铣、控深盲铣等功能,其每个主轴具有独立电机、独立工作台、独立的CCD 对位系统,能对产品进行孔/图形对位、分区自动对位补偿加工。该产品在L1~L8 压合后和成品控深背钻均使用CCD 钻铣一体机加工,具体L1~L8 层钻通孔时使用CCD 抓内层靶孔(马仕兰孔)定位,自动涨缩钻孔,L1~L8 控深钻孔时从顶面背钻,每个轴单轴使用CCD 单个单元抓顶面光学对位点(Mark),自动涨缩控深钻孔,深度设定为(3.0±0.1)mm,实际效果见表3。
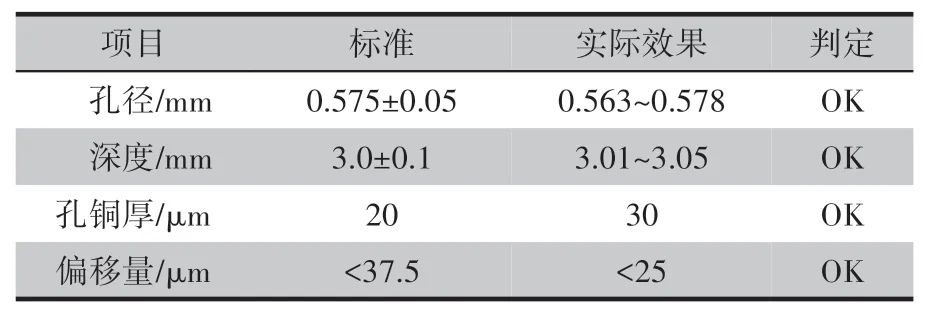
表3 L1~L8控深背钻实际效果
具体产品实际效果如图4和图5所示。最终成品切片效果如图6和图7所示。
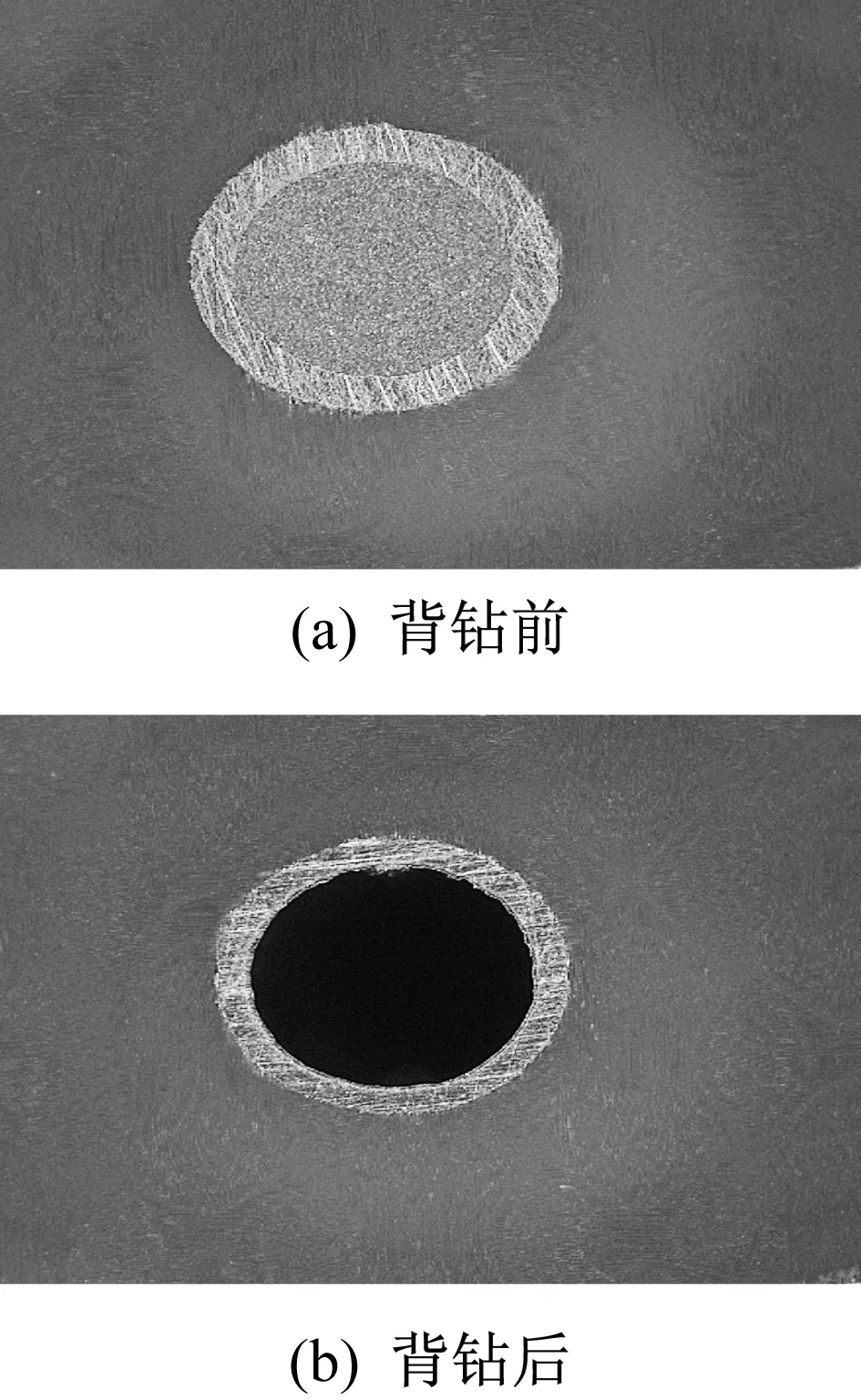
图4 背钻前后平磨切片
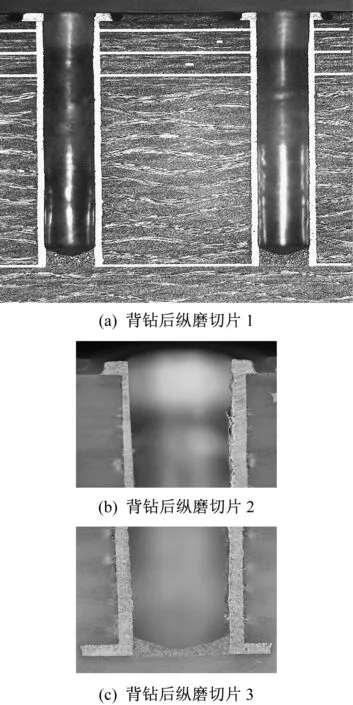
图5 CS-L7控深背钻切片

图6 成品切片
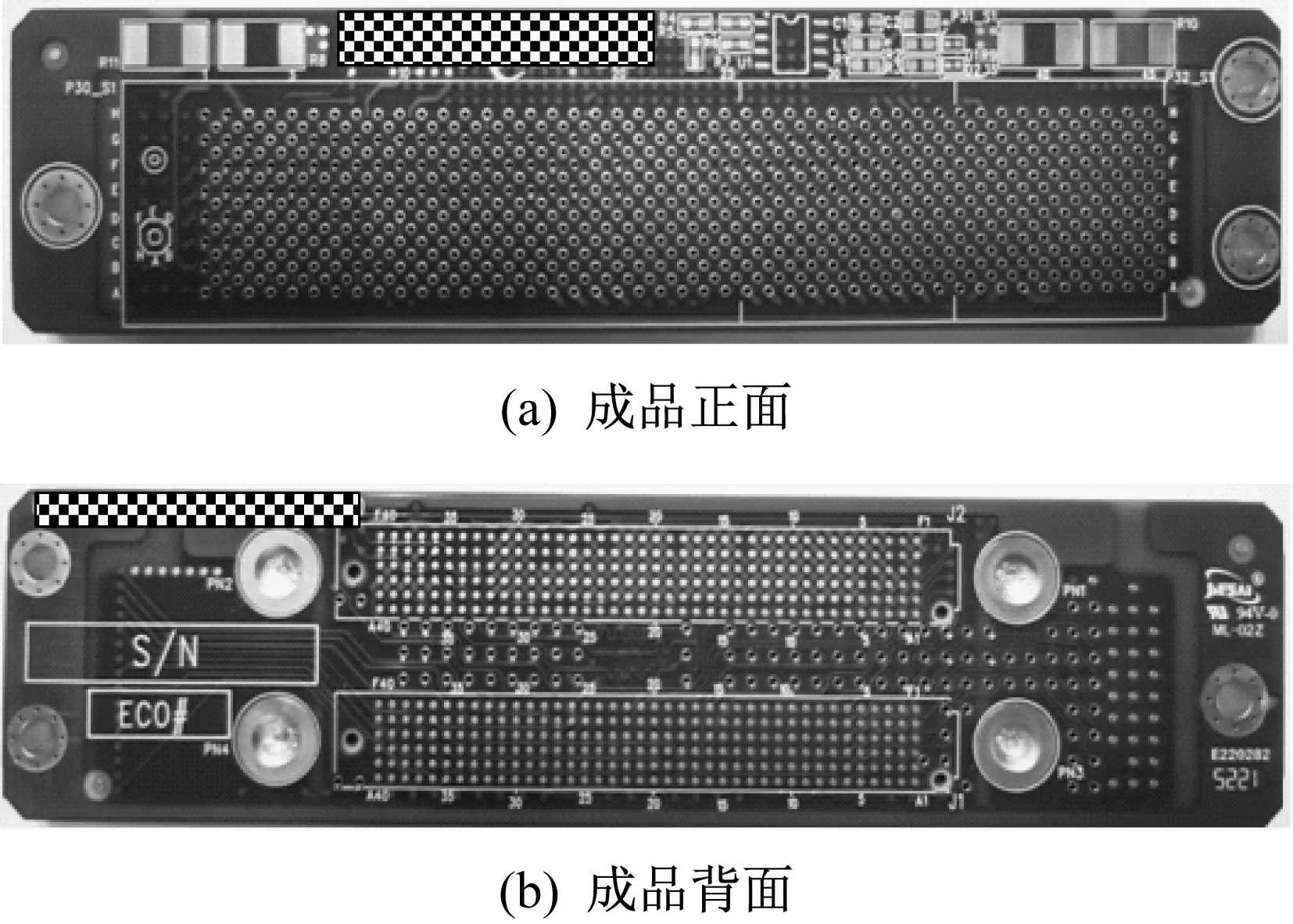
图7 成品实物
4 结语
综上,通过2 次CCD 钻孔实现了高纵横比金属化压接盲孔工艺,实现盲孔器件压接的功能,同时对称底层实现其他安装形式上件的设计要求。有效提升了线路板的插件密度,减少了线路板的尺寸,推动了此类设计产品的开发,达到了高纵横比金属化盲孔实现器件压接功能的要求。
猜你喜欢
天津音乐学院学报(2022年2期)2022-07-28
装备制造技术(2020年4期)2020-12-25
测井技术(2019年4期)2019-12-25
有色金属材料与工程(2017年2期)2017-05-31
材料科学与工程学报(2016年5期)2016-02-27
化学工业与工程(2016年3期)2016-02-04
印制电路信息(2015年6期)2015-12-30
当代音乐(下旬刊)(2015年5期)2015-05-30
印制电路信息(2015年3期)2015-02-05
印制电路信息(2014年4期)2014-05-04
