
20CrMnTi钢齿轮残余奥氏体异常分析及解决方案
2024-02-23 01:52刘洪波芈志杰李红印陈炳欣
热处理技术与装备 2024年1期
刘洪波,高 力,芈志杰,李红印,邹 鹏,陈炳欣
(弗迪动力有限公司齿轮工厂, 河南 安阳 455000)
由于低压真空渗碳和高压气淬热处理在渗碳精度、无晶间氧化和控制零件变形方面较传统气氛渗碳更具优势,使其在汽车零部件制造、机械及航空航天零部件制造领域[1-3]得到广泛应用。新能源汽车传动系统转速相比于传统燃油汽车大幅提高,已高达上万转。因此,对新能源汽车用齿轮和轴承等关键零部件的精度及可靠性也提出了更高的要求。某进口多加热室自动化真空低压渗碳生产线主要用于工厂内部新能源汽车精密齿轮的渗碳热处理生产。其附带的Infracarb工艺模拟系统可以根据所处理工件的材质和有效硬化层深度要求进行模拟强渗和扩散脉冲数目及时长。基于生产工件所用材质淬透性和淬火工艺的不同,有效硬化层深度检测结果与模拟值差异在5%以内。
1 热处理生产及检测
1.1 化学成分
齿轮工件所用材料为20CrMnTiH钢,其化学成分见表1。

表1 20CrMnTiH钢化学成分(质量分数,%)
1.2 热处理技术要求
20CrMnTiH钢齿轮真空低压渗碳热处理技术要求见表2。
1.3 真空低压渗碳+高压气淬热处理工艺
采用真空低压渗碳和高压气淬对20CrMnTiH钢齿轮进行热处理。其中低压渗碳包含多脉冲强渗(通入高纯乙炔)和扩散(平衡气体高纯氮气)。图1为真空低压渗碳热处理工艺示意图。
20CrMnTiH钢齿轮渗碳结束后进行15~20 bar的高压淬火处理。根据工件的不同大小和结构,通过调节风机转速和淬火压力来实现淬火强度的改变。近期生产中发现热处理后工件存在表面局部发白现象。每炉发白工件都集中在工装两端,有一定规律性。通常工件经真空渗碳、高压气体淬火和低温回火后表面为淡黄色。为找出工件发白的原因,保证工件质量,对其发白部位进行金相组织观察和硬度检测。
1.4 硬度检测
图2为20CrMnTiH齿轮工件热处理后抽检的表层硬度分布曲线。其中1#工件淬火温度为950 ℃, 2#工件为淬火温度为870 ℃。
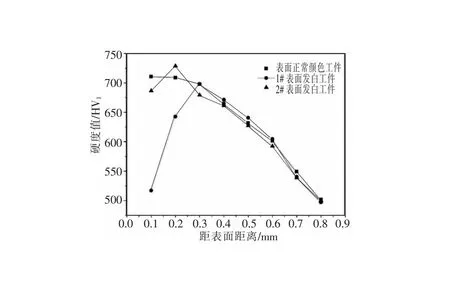
图2 不同淬火条件下表面硬度分布曲线Fig.2 Hardness profiles of the case under different quenching condition
由图2可知,表面颜色正常的齿轮工件,其硬度随距表面距离的增加而逐渐降低,并且硬度降低速度<40 HV1/0.1 mm,距离表面0.05 mm处的硬度为710.5 HV1,转换为洛氏硬度为60.2 HRC,符合技术要求。由1#工件的硬度曲线可知,在距表面不大于0.2 mm时,硬度值在505~640 HV1之间,远低于技术要求值660~750 HV1;距表面大于0.2 mm时,硬度分布与表面颜色正常工件硬度分布趋势很接近。由此可见,发白部位硬度低于正常值只存在于近表层很浅的区域内,即所谓的低头现象。由2#工件的硬度曲线可以看出,在距离表面不大于0.1 mm时,硬度出现低头现象;距离表面大于0.1 mm时,硬度分布表现出正常的硬度梯度。
1.5 显微组织分析
采用蔡司Axio Vert.A1光学显微镜对热处理后20CrMnTiH齿轮进行金相组织观察,表面颜色正常工件的组织为少量残余奥氏体和回火马氏体,如图3所示,按标准GB/T 25744[4]评级为1级,符合技术要求。

图3 正常表面组织Fig.3 Normal surface microstructure
图4为870 ℃淬火处理后20CrMnTiH齿轮工件发白部位的金相组织。由图4(a)可知,表层发白的组织与内层有明显的分界线,残余奥氏体层深约为46 μm;由图4(b)可知,白层为粗大残余奥氏体组织,按标准评级达6级以上,严重超差。

(a)100×;(b)500×
图5为950 ℃淬火后20CrMnTiH齿轮工件发白部位的金相组织。由图5(a)可知,表层发白组织与内层有明显的分界线,层深约为179 μm,较870 ℃淬火工件表面白层深得多。由此可见,高温下真空渗碳工件吸收活性碳原子能力远高于低温,这也是满足同等硬化层深度要求下高温真空低压渗碳时间较短的主要原因。由图5(b)可知,齿轮工件表面白层为粗大残余奥氏体组织,且表面存在大尺寸碳化物,按标准评级达6级以上,严重超差。

(a)100×;(b)500×
众所周知,残余奥氏体数量的多少能够反映出材料硬度的高低,而金相检测残余奥氏体层深度分布与图2所示硬度曲线正好吻合。由此可见,工件发白部位表面硬度低主要是表层残余奥氏体量过多造成的。通常单相奥氏体耐腐蚀性能高于回火马氏体,工件表层由于大量残余奥氏体的存在,导致这些区域的耐腐蚀性和抗氧化性高于金相组织正常的区域,从而使这些区域在回火后出现发白现象。
2 生产过程异常分析与讨论
通过多炉次观察20CrMnTiH齿轮工件发白位置,发现工件发白部位朝向工装外侧。齿轮的齿顶角和齿面残余奥氏体量过多是饱和碳浓度过高造成的。为找出造成工装两端产品出现齿面局部碳浓度过高的原因,我们分析相关炉次的工艺参数及渗碳淬火过程记录曲线均未发现异常。推测可能是设备原因导致产品局部发白。工件进出加热室由转运通道内的转运料车来完成,料车上安装一个两端敞开的隔热屏。渗碳工艺结束后,内部转运料车自动开启移动到相应的加热室将工件搬出,随后转运至气淬室。因各加热室到气淬室距离不同,转运时间需要9~12 s。对加热室内胆与加热室水冷壁之间的乙炔工艺管道进行检漏,发现多处漏气点。当多个加热室工作时,乙炔进入加热室之前会通过漏点进入转运通道。由于通道内压力和温度均低于加热室,因此泄漏的乙炔会积存在通道里。
由于通道内积存有乙炔,在出炉后转运至气淬室过程中工装两端的工件最先和通道内积存的乙炔接触,高温工件在转运过程中表面会吸附乙炔分解出的活性碳原子,在短时间内形成二次强渗碳。因物料进入气淬室后6 s以内开始高压气淬,导致表面因二次渗碳吸收的大量碳原子来不及扩散而仅固溶于表层很浅的区域内。同时由于淬火温度高,淬火后表层高度饱和的碳使表层产生大量残余奥氏体,这也是造成图4和图5中显示的残余奥氏体层与次表层正常组织有明显的分界线,而不是随深度的增加组织呈现出渐变趋势的原因。
工件表层存在大量残余奥氏体导致齿面硬度降低和齿轮接触疲劳强度降低。齿面产生大量残余奥氏体,在磨齿过程中残余奥氏体在砂轮磨削热和磨削力作用下发生转变,导致齿面产生磨削裂纹造成重大质量风险[5-6]。因此,为保证产品质量,避免乙炔通过管道泄漏进入转运通道尤为必要。通过修复乙炔漏气点,经过多炉次生产观察,未发现发白现象。对工装两端工件进行金相组织观察和硬度检验跟踪亦未发现异常,保证了产品质量,降低报废率,为企业创造良好的经济效益。
3 结论与建议
二次渗碳淬火后20CrMnTiH齿轮工件表面产生大量残余奥氏体是导致其局部发白和表面硬度偏低的主要原因。
通过对设备乙炔管道接口检漏和修复改善,避免了较多的乙炔泄漏进入转运通道,解决了工件淬火后表面残余奥氏体超标的问题。
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30
中国特种设备安全(2021年11期)2021-05-05
科技风(2019年23期)2019-10-21
科普创作(2018年1期)2018-11-30
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
中南大学学报(自然科学版)(2016年2期)2017-01-19
电源技术(2016年9期)2016-02-27
凿岩机械气动工具(2015年3期)2015-11-11
自动化博览(2014年8期)2014-02-28
