汽车平头螺柱焊生产过程虚焊的非工艺因素研究分析
2024-02-23 01:38刘兵崔晓峰曹伟国孟海麟
汽车与驾驶维修(维修版) 2024年1期
刘兵、崔晓峰、曹伟国、孟海麟
(山西吉利汽车部件有限公司,榆次 030600)
0 引言
螺柱焊是指通过电弧热将金属螺柱与金属结构件形成可靠连接的焊接工艺。目前,螺柱焊已经广泛应用到汽车、高速列车、锅炉压力容器、电站、钢结构以及建筑桥梁等诸多行业[1]。在汽车的生产制造过程中,车身上的内饰件、外部的装饰件也经常采用螺柱与车身连接,如车身高低压线束、隔热垫和内外饰等受力较小零部件的固定。由于平头螺柱焊只需单面焊接无需开孔,且具有焊接变形小、焊接时间短和生产效率高等优点,所以目前螺柱在轿车制造中的应用依然很大。以吉利汽车的几何车型为例,几何A的螺柱使用量是72个,EV pro车型的螺柱使用量为64个,几何C的螺柱使用量为85个。
螺柱焊焊接工艺虽然已经在汽车工艺中大量应用,但是在汽车生产过程中会出现满足工艺参数要求条件下的虚焊问题。鉴于此,本文以汽车焊装生产过程中常用平面螺柱焊为研究对象,综合生产实际情况,从焊接过程中的多个影响方面入手,经过具体的实验验证,详细阐述了非工艺因素对螺柱焊焊接质量的影响。
1 试验设备及方法
平头螺柱焊是一种加压熔焊,具备压焊和熔焊的特征,是在金属螺柱或类似的工作端面与另一金属表面之间产生电弧。电弧所产生的热量即为螺柱焊的焊接热源,当接合面开始熔化时,迅速施加压力完成焊接。在焊接完成后,要求螺柱无歪斜、穿孔和熔合不良等问题;螺纹无明显损伤、裂纹和焊接飞溅等缺陷;螺母能顺利拧入,达到使用要求标准。
平头螺柱焊焊接具体操作流程为:①先将螺柱放入焊枪的夹头里并套上套圈,使螺柱端与工件(母材)接触,然后按下开关接通电源;②焊枪中的电磁线圈会有电流通过,将螺柱从工件拉起,同时会击穿空气产生电弧;③产生的电弧热量会使两者接触的位置熔化形成熔池,电弧的燃烧时间由螺柱焊机自动控制;④在断弧的同时,线圈也会断电,靠压紧弹簧把螺柱压入母材熔池即完成焊接,最后形成焊接接头(图1)。

图1 螺柱焊焊接操作流程
焊接时的电压、电流及时间3个参数共同决定了螺柱焊焊接时能量的大小,其中影响最大的为焊接时间和焊接电流,此二者共同决定了焊接时的工件熔化量。焊接参数的选择是根据螺柱的直径大小来确定,根据生产现场实际情况,实验使用相同的M6×20螺柱,母材选用汽车前围下主板(厚度为1.20 mm)进行验证。定义焊接参数如表1所示。

表1 螺柱焊焊接参数
2 研究分析与讨论
2.1 焊材表面油污对可焊性的影响
车身所用材料主要为低碳钢,零部件经过冲压加工后,表面会存在防锈油、清洗油等。采用上述同样的焊接参数进行验证,选取2块母材,一块擦拭干净无油污,另一块涂防锈油。分别在2块母材上焊接10个螺柱观察焊接过程及焊缝质量。在相同的焊接参数规范下,实验结果如下。
(1)当零件的表面存在油污,在焊接过程中会产生飞溅,焊缝处有气孔[2]。这是因为绝大多数油污都是有机化合物,在高温下会分解出水和氢等。水和氢易使焊缝间产生气孔与裂纹,会降低了螺柱接头的承载能力,容易导致螺柱发生脆断,影响装配(图2)。

图2 存在油污接头断裂面气孔状态
(2)当零件的表面无油污,焊接过程较稳定,焊缝质量满足要求。故在实际生产过程中,焊接时零部件的表面油污需要擦除。
2.2 螺柱凸出长度的影响
已经有学者理论研究表明,螺柱在焊枪上的凸出长度也会影响焊接质量。因为螺柱凸出长度越短,导致产生的电弧越长,热输入会减少,母材熔化金属量不够,影响焊缝成形质量;伸出长度过长,电弧太短,不稳定,会造成飞溅、夹杂等焊接缺陷[3]。螺柱的凸出长度会直接影响螺柱的提升高度,而螺柱的提升高度决定了焊接过程的电弧长度[4],也就决定了焊接电弧的稳定性,进而影响焊接热输入及焊接缝隙的成型状态。
为了验证螺柱在焊枪上的凸出长度的合理范围,以下通过调节焊枪使得凸出长度分别在小于1.00 mm、1.00~2.00 mm、2.00~3.00 mm、3.00~4.00 mm和4.00~5.00 mm这5个区间范围,分别焊接5个螺柱验证焊缝质量。其他条件保持不变,实验结果如下。
(1)当凸出长度小于2.00 mm时,螺柱的扭矩值均小于12.00 N·m,无法达到15.00 N·m的标准。原因为螺柱上升高,焊接电弧呈现伞状,热输入密度下降,周围没有保护气体的情况下导致外界气体也相应增加,气孔也会相应增加。同时,螺柱在压入母材熔池时会出现浸入太短,使焊接质量变差。
(2)当凸出长度大于4.00 mm时,螺柱均出现不同程度的烧穿、焊缝处螺纹过热变形等缺陷。在焊枪提升高度一定时,焊接时产生的电弧就会太短,造成电弧的不稳定,电弧的热输入密度也会集中,很容易把工件烧穿,造成虚焊,影响焊接质量(图3)。

图3 螺柱焊烧穿
(3)当凸出长度在2.00~4.00 mm时,焊缝满足要求,无焊接缺陷。
2.3 螺柱垂直度影响
当螺柱与工件焊接熔化时,焊接螺柱需与工件保持垂直。若螺柱发生歪斜,就会导致焊接断面处一侧出现未熔合,而另一侧熔液被挤出,导致端面焊缝质量不良(图4)。
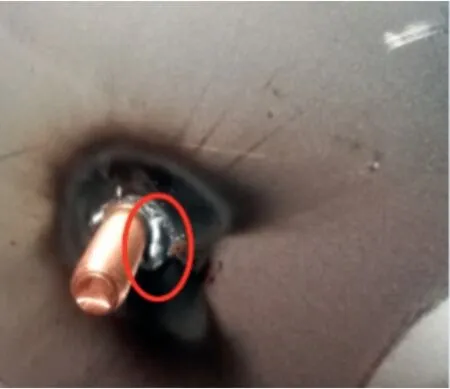
图4 熔化母材被挤压
在车辆批量生产过程中,螺柱的垂直度一般是通过夹具上的螺柱导套来控制。如导套无法保证焊枪能垂直定位螺柱,会导致螺柱发生倾斜,焊接电弧热分布不均匀,部分熔化母材被挤出。所以焊接过程中,螺柱的垂直度对于焊接质量有着重要影响。以下验证相同的焊接参数下不同的垂直度对焊接强度的影响,试验过程如下。
使用螺柱焊枪不使用螺柱导套直接在工件上进行焊接,使得螺柱的垂直度0-9°的(由于9°以上焊接质量不满足要求本文不做研究)样本各有5个,使用数显扭力扳手对不同的倾斜角度焊接的螺柱进行破坏扭力的验证,数据如表2所示。
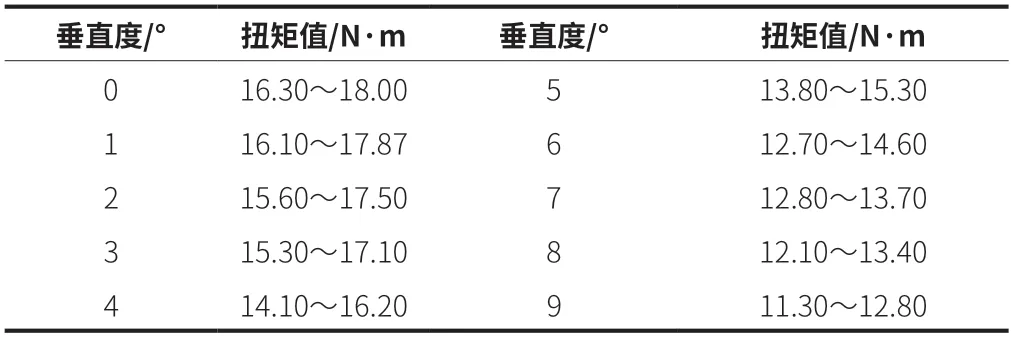
表2 不同垂直度下的螺柱焊接强度数据
实验结果表明,当螺柱垂直方向的倾斜角在3°范围内,螺柱强度全部能满足15.00 N·m要求,并且不影响零部件装配。夹具上的导套长度设计一般为20.00 mm,为了保证焊接螺柱垂直方向倾斜角在3°范围内,根据计算得出,导套半径磨损量不得大于1.04 mm(图5)。
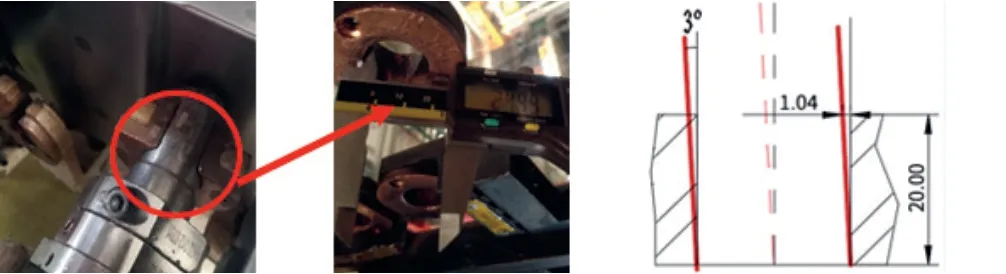
图5 螺柱焊导套磨损
2.4 焊接地线连接影响
螺栓焊接电弧是通过击穿空气电离,释放电子携带热量形成电弧热。由于焊接环境因素的变化,例如零部件周围存在强磁场(金属钣金带电磁场、磁铁物质磁场和焊钳电缆磁场)等干扰因素,当在拉弧螺柱焊接时,由于在螺柱前端平面电弧相对尺寸比较小,均会导致电弧发生偏移。已经有学者理论研究表明,焊接磁场分布不均匀,会造成焊接电弧发生偏吹,无法很好保护焊接熔池,造成偏焊,形成焊瘤、气孔等缺陷(图6)[5]。同时在焊接过程中,焊接电弧电流分布不均匀,焊接回路不对称,电弧的偏移导致焊接热输入分布不均匀。焊缝处的受热不均,螺柱端面的单侧会提前熔化,使得焊缝处的部分熔化母材被挤出,焊缝成型变差。以上结果会使焊接焊缝处的位置有焊接缺陷产生。

图6 螺柱焊偏弧导致的缺陷
地线电缆的连接方式对于螺柱的焊接质量有着重要影响,以下对不同的连接方式进行验证(分别焊接15个螺柱观察焊缝质量)。结果显示:①当地线电缆连接到零件右侧时(图7a),其中有5个焊缝的右侧明显出现了焊瘤现象;②当地线电缆连接到零件左侧时(图7b),其中有4个焊缝处的左侧明显出现了焊瘤现象;③当地线电缆对称连接到零件两侧时,如图8所示,所有焊缝均匀,无明显焊瘤等缺陷产生。

图7 地线电缆接焊件一侧

图8 电缆对称连接,无焊瘤问题
经以上实验研究分析,造成偏弧是由于螺柱焊接时地线的电缆接到焊件一侧,电流回路优先选择通过,电弧发生偏移,导致焊接热输入增大,生成焊瘤。理论上分析,焊接地线电缆接到焊接电弧的正下方,会使周围磁场分布均匀,这种情况可规避偏弧情况的发生。但在实际现场,这种做法并不适用,无法实现。所以在实际焊接过程中,为保证焊接电流回路密度均匀分布,常采用对称电缆回路方式,即在焊缝的两端都连接上地线,可有效避免偏弧现象。
3 结束语
目前汽车生产线平均1~2 min下线一台车,而螺柱焊的焊接质量会直接影响后续装配过程,如果焊接不良会造成停线影响生产效率,故在生产过程中保证焊接质量有着重要意义。通过以上论述可知,螺柱焊焊接质量受多方面的影响。为了保证螺柱焊焊接质量,除了标准焊接参数外,还需要保证焊接零件表面无油污,平面螺柱在焊枪的凸出长度为2.00~4.00 mm,焊接时的倾斜角度保持在3°内,以及焊接地线电缆对称连接,才能满足焊接质量,消除焊瘤、飞溅和虚焊等质量问题。本研究对于提升装配质量及减少装配过程中的返修,为后续螺柱焊生产的质量问题处理提供实际指导作用。
猜你喜欢
现代农机(2022年3期)2022-07-11
装备制造技术(2021年4期)2021-08-05
组合机床与自动化加工技术(2019年11期)2019-11-27
乐活老年(2019年4期)2019-01-12
伴侣(2016年8期)2016-08-11
作文与考试·初中版(2016年17期)2016-06-14
焊接(2016年6期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2015年4期)2015-07-18
制造技术与机床(2015年8期)2015-04-24