焊前热处理对J55钢自动TIG焊接头组织性能的影响
2024-01-26 09:23王洪铎周志勇常素腾张国军马青王保国刘彦明
精密成形工程 2024年1期
王洪铎,周志勇,常素腾,张国军,马青,王保国,刘彦明
焊前热处理对J55钢自动TIG焊接头组织性能的影响
王洪铎1,周志勇1,常素腾1,张国军2,马青3,王保国3,刘彦明1
(1.西安石油大学 材料科学与工程学院,西安 710065;2.辽河油田建设有限公司,辽宁 盘锦 124120;3.中石油江汉机械研究所有限公司,湖北 荆州 434000)
针对J55钢焊接性较差、接头热影响区(HAZ)易出现脆硬马氏体组织等问题,在焊前对J55钢母材进行热处理,研究其焊接接头。在焊前对J55钢母材进行了760 ℃与880 ℃的热处理,采用TIG焊方法进行了焊接,研究了热处理前后TIG焊对接头显微组织和力学性能的影响。经焊前760 ℃热处理后,母材中的珠光体(P)含量显著减少并且发生细化,焊后接头HAZ组织转变为晶界铁素体(GBF)、针状铁素体(AF)和P;经焊前880 ℃热处理后,母材的显微组织主要为多边形铁素体(PF)和AF,在焊后接头的HAZ中形成了PF、贝氏体(B)和M-A组元。2种热处理接头焊缝区(WZ)的盖面层组织为GBF和AF,靠近和远离盖面层的打底层组织主要为PF和P;未热处理接头HAZ组织为PF、B和马氏体(M)。与2种热处理接头相比,未热处理接头的显微硬度居中,抗拉强度最高,延伸率最低,拉伸断裂位于熔合线与HAZ之间,断口呈脆性断裂特征。与760 ℃热处理相比,经880 ℃热处理的焊接接头HAZ显微硬度最高值达523 HV,为760 ℃热处理的2.2倍,接头抗拉强度提高了2.2%,但延伸率降低了7.6%。2种热处理接头拉伸后均断裂在母材,断口均呈韧性断裂特征。先在焊前对J55钢母材进行热处理再采用TIG焊进行焊接,可获得力学性能优异的焊接接头,在焊前760 ℃热处理的条件下,得到的接头力学性能最优。
J55钢;焊前热处理;自动TIG焊;显微组织;力学性能
油井套管是在抽油机采油工艺技术中大量使用的一种管具,井下油套管柱通过管箍把单根油套管连接起来,其作用是把地下开采的油气输送到地面[1-3]。在油气开采和输送过程中,J55钢作为井下油套管的专用管材之一,其应用最为广泛[4–6]。然而,在局部载荷变化、地层滑移和剪切等因素的影响下,J55油井套管极易发生变形、挤毁和破损等失效行为[7-9]。失效后的J55油井套管通常作为废品处理,造成了资源的浪费。
J55钢属于中碳钢,其焊接性较差,焊后热影响区极易出现脆硬马氏体组织[10-11],使接头性能不能满足油气田井工况的要求。因此,通过对J55钢焊前进行不同温度的热处理,以获得与母材不同的管口相变组织,使焊后热影响区(HAZ)马氏体组织减少或消失。由文献[12–14]可知,基于J55钢油井套管的研究主要集中在失效和腐蚀行为2个方面,有关焊前母材热处理温度对J55钢自动TIG焊接头组织性能影响的研究未见报道。本文研究了不同J55钢焊前热处理温度对焊接接头组织性能的影响,以期为扩大油井套管的工程应用提供依据。
1 实验
实验材料选用某油田废弃的J55钢作为母材,其规格为62 mm×5 mm。填充材料选用型号为ER70S- 6的焊丝,规格为1.2 mm。母材及焊材的化学成分如表1所示。
将母材两管端加工成V形坡口,单边坡口角度为37°,钝边为0.5~1 mm,对坡口20 mm范围内的管内外进行清理使其露出金属光泽。待清理完成后,将两管端固定在专用旋转工作台上进行组对,组对间隙为1~2 mm。
焊机选用宝利苏迪PS406-2型焊接电源以及MUIV80型开放式焊接机头。焊接保护气体为纯度99.9%的氩气,流量为10~15 L/min,背面保护氩气流量为5~6 L/min。在开始焊接前将自动焊接机头MUIV80装夹在焊口处,焊接时使油套管旋转、焊枪不动,保证焊枪始终位于12点位置并垂直于焊缝。焊枪与油套管焊前设置如图1所示。
焊前对2个管端焊口进行热处理,2种热处理温度分别为760 ℃和880 ℃,待温度达到相应数值后保温30 min,空冷至60~100 ℃后开始焊接,焊接层间温度控制在90~130 ℃,焊接工艺参数如表2所示。
沿焊接方向横截面截取金相试样,经磨制、抛光后,采用4%(体积分数)硝酸乙醇溶液腐蚀,利用Axion Vert. Al光学显微镜进行显微组织观察。采用HVS-1000A型显微硬度计测量焊接接头的硬度,载荷为30.6 N,保压时间为10 s。用Instron 8801型试验机进行室温拉伸试验,按照GB/T 228.1《金属材料拉伸试验第1部分:室温试验方法》进行拉伸,拉伸试样标距尺寸为25 mm×6 mm×5 mm,拉伸速率为2 mm/min。采用JSM-6700F扫描电子显微镜(SEM)对焊接接头微观组织及断口形貌进行观察。
表1 母材及焊材化学成分

Tab.1 Chemical composition of base material and welding material wt.%
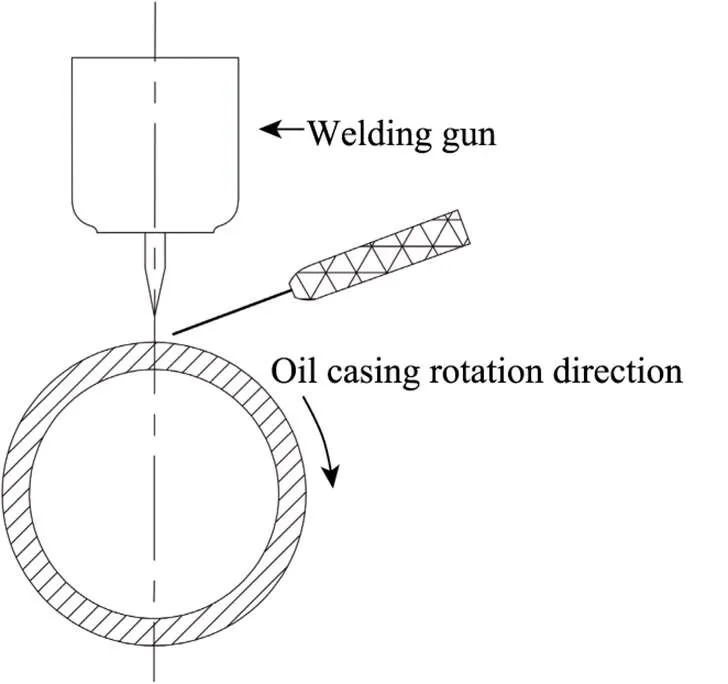
图1 焊枪与油套管焊前设置示意图
2 结果与分析
2.1 宏观形貌
J55钢母材热处理后自动TIG焊接头表面形貌如图2所示。可以看到,接头表面鱼鳞纹清晰,平整均匀,成形良好。母材热处理后接头的横截面宏观组织形貌如图3所示。可以看到,焊缝区呈碗状,未见明显焊接缺陷,具有良好的单面焊双面成形形貌。接头分为3个区:母材区a、热影响区b和焊缝区,其中焊缝区包括盖面层c和打底层,打底层受盖面层的热影响程度不同,可分为靠近盖面层的打底层d和远离盖面层的打底层e。
2.2 显微组织
2.2.1 母材
热处理前、后母材显微组织如图4所示,由图4a可以看到,热处理前母材由带状分布的铁素体(F)和珠光体(P)组成,P含量较高,呈片层状形貌,片层分布较为均匀。由图4b可知,母材经760 ℃热处理后组织仍由F和P组成,但与热处理前相比,F含量增加,P含量明显减少并且显著细化,其片层间距略有增大,但分布不均匀。这是因为该热处理温度位于c1和c3之间(不完全重结晶区),为F和奥氏体的共存区域。在热处理过程中,原F未参与其中,只有P转变为奥氏体,该温度下的转变为不完全奥氏体化转变,其奥氏体均匀化较差,而且晶粒较为细小。因此,在冷却过程中,形成了细晶P,并且分布不均匀[15]。
880 ℃热处理后母材的显微组织如图4c所示,其组织主要为先共析铁素体。通常,先共析铁素体包括多边形铁素体(PF)、晶界铁素体(GBF)和针状铁素体(AF)。880 ℃热处理后的母材组织主要为PF和AF。与母材热处理前和760 ℃热处理后的组织相比,此时的组织组成明显不同,AF含量较高。这说明在c3以上温度热处理后,母材组织发生了完全奥氏体化,在冷却阶段形成了较多AF。Yang等[16]研究了高强钢,研究表明,AF为中温转变产物,转变温度为650~500 ℃。宋峰雨等[17]研究了焊缝金属中AF晶粒的长大行为,也发现了类似组织,分析认为,AF从非金属夹渣物开始形核,通过C原子扩散的方式相变,并且随着热输入的增加,C原子的扩散时间加长,AF形核尺寸增大。由此可知,与760 ℃热处理相比,经880 ℃热处理的母材的热输入更高,冷却速度更慢,当温度降至650 ℃时,C原子有足够的时间扩散,AF晶粒能以夹渣物为起点开始形核和长大,从而形成AF。
2.2.2 焊缝热影响区(HAZ)
焊前母材未热处理和热处理后焊缝HAZ的显微组织如图5所示。由图5a可知,未热处理焊缝HAZ主要由PF、贝氏体(B)和少量马氏体(M)组成,其中B和M-A组元清晰可见。由图5b可知,焊前母材760 ℃热处理后焊缝盖面层的HAZ主要由GBF、AF和P组成,其中AF和P含量较高。AF沿原奥氏体晶界向晶内生长,GBF呈网状分布在原奥氏体晶界,奥氏体晶内发生了P相变,P片层呈退化态。这是由于焊接过程中的峰值温度较高,HAZ发生了完全奥氏体转变,并且晶粒显著长大,在一定的冷却速率下,奥氏体晶内形成了以AF和P为主的组织。Lin等[18]研究表明,当温度为1 100~800 ℃、冷却速率为85.7 ℃/s时,容易形成该组织。由图5c可知,焊前母材经760 ℃热处理后,其焊缝打底层HAZ主要由PF、P和少量AF组成,3种组织晶粒得到了显著细化,这与该区域打底焊和盖面焊双重焊接热循环作用有关。当进行打底焊时,该HAZ形成的组织与图5b中的组织形貌相近,晶粒较粗大。然而,当进行盖面焊时,该区域又经历了一次热循环,而且离盖面层距离较远,相当于正火区,因而形成了较为细小的组织[19-20]。
表2 焊接工艺参数

Tab.2 Welding process parameters

图2 母材热处理后接头表面形貌
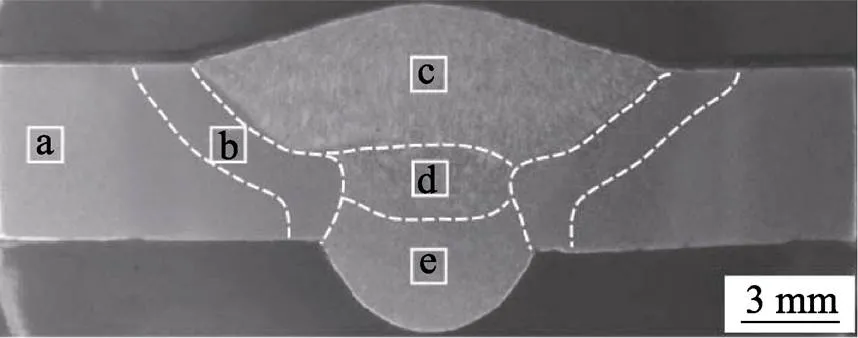
图3 母材热处理后接头的横截面宏观组织形貌
焊前母材880 ℃热处理后焊缝盖面层HAZ显微组织如图5d所示。可知,该区域组织由PF和B组成,在基体中分布着大量的M-A组元,与母材760 ℃热处理后焊缝盖面层HAZ显微组织截然不同(见图5b)。这是由于母材880 ℃热处理后的组织主要为AF,并且母材中含有Mn、Mo等合金元素,在焊接过程中,碳原子在奥氏体中的扩散激活能提高,使HAZ中过冷奥氏体的高温转变被抑制,在冷却过程中未形成P组织。然而,在一定的冷却速率下组织发生了B转变,在转变过程中,HAZ中的碳原子从铁素体向奥氏体扩散,由于冷却速率较低,转变温度较高,碳原子的扩散能力较强。因此,部分奥氏体的碳含量不断升高,稳定性相应增强,在随后的冷却过程中,富碳奥氏体的B转变受到抑制,当温度降至s点时发生了马氏体转变,从而形成M-A组元[16,21]。图5e为焊前母材880 ℃热处理后焊缝打底层HAZ显微组织。与盖面层热影响区(见图5d)组织相比,其组织组成相同,但晶粒明显细化,晶粒细化与盖面焊热循环作用密切相关[20]。
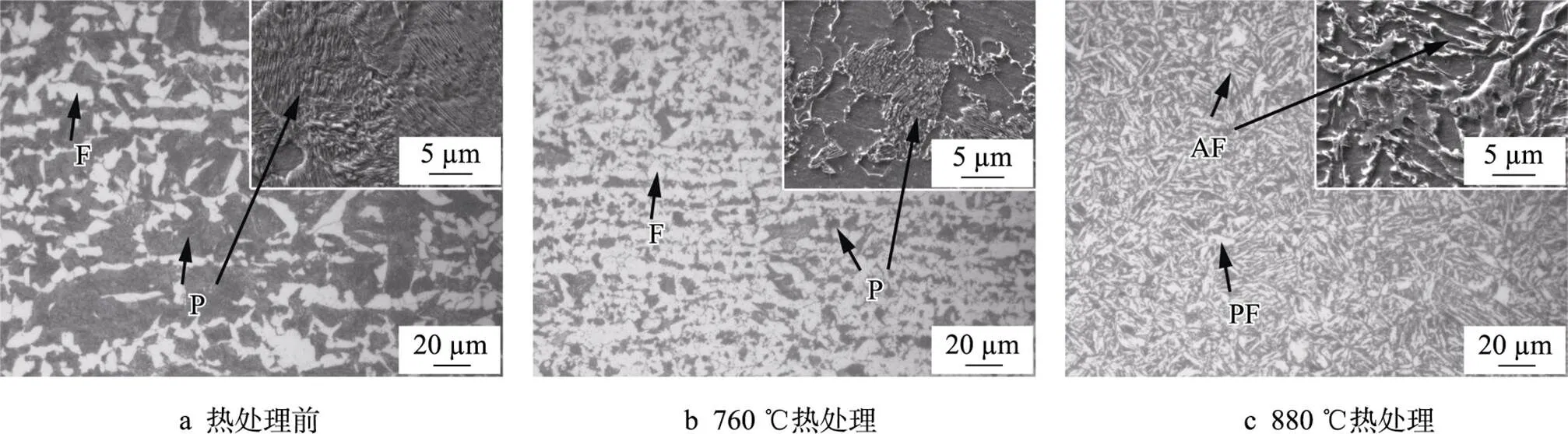
图4 热处理前、后母材显微组织
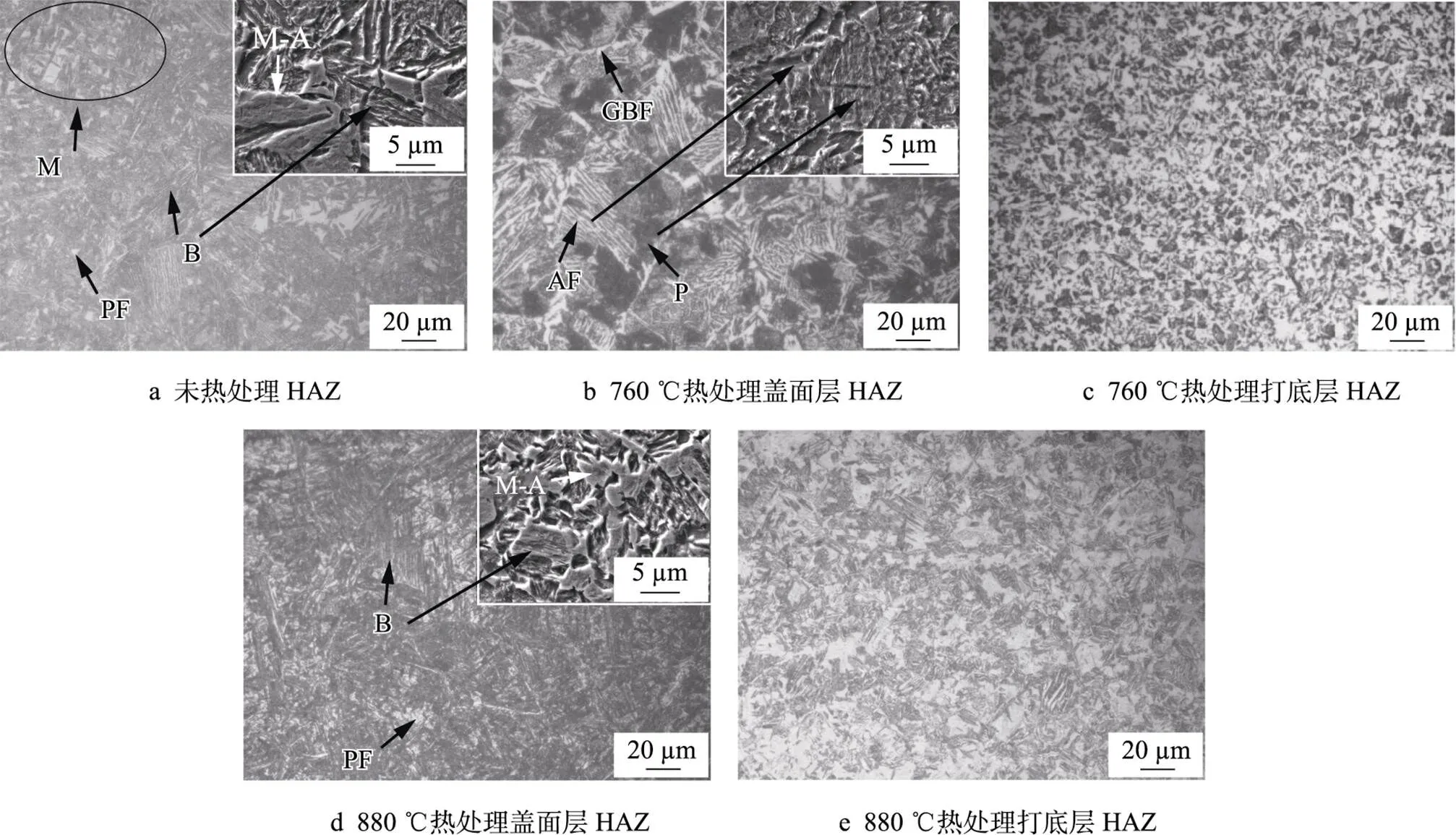
图5 焊前母材未热处理和热处理后焊缝HAZ显微组织
2.2.3 焊缝区
焊缝区显微组织如图6所示。由图6a可知,焊缝区盖面层主要由GBF和AF组成,其中AF晶粒较为细小。该组织为低合金钢焊丝熔化后所形成的,AF具有焊丝原始组织的遗传特征。图6b和图6c分别为靠近和远离盖面层的打底层组织(图3中的区域d和e),主要由PF、AF和P组成,2个区域的PF含量较高,AF含量较少,P分布在PF晶界上。与靠近盖面层的打底层相比,远离盖面层的打底层组织晶粒较为均匀且细小。这是因为在盖面焊接过程中,远离和靠近盖面层的打底层热循环温度不同,2个区域发生了不同程度的回复和再结晶。远离盖面层的打底层组织热循环峰值温度较低,回复作用较弱,再结晶作用较强,形成的组织较为均匀细小,而靠近盖面层的打底层组织热循环峰值温度较高,回复作用较强,组织较为粗大。
2.3 力学性能
2.3.1 显微硬度
焊前母材未热处理和热处理后的接头横截面显微硬度如图7所示。其中左侧为焊前母材未热处理和760 ℃热处理后接头的显微硬度,右侧为焊前母材经880 ℃热处理后的接头显微硬度。可知,焊前母材未热处理接头HAZ的硬度值明显高于母材和焊缝区硬度,未热处理接头显微硬度处在2种母材热处理接头HAZ显微硬度之间。焊前母材经880 ℃热处理的接头HAZ显微硬度显著高于760 ℃热处理接头的(椭圆区域所示)。母材经880 ℃热处理的接头盖面层HAZ硬度最高值达523HV,为760 ℃热处理的2.2倍,这是由于880 ℃热处理的母材盖面焊后HAZ生成的硬脆M-A组元比760 ℃热处理母材盖面焊后HAZ生成的P硬度值高。焊缝区硬度均比两侧HAZ硬度低,这是因为焊缝区铁素体含量较高,硬化组织含量较少[22]。
2.3.2 拉伸性能
焊前母材未热处理和热处理后接头的拉伸性能如图8所示。可见,焊前母材未热处理接头的抗拉强度比2种热处理接头的高,但延伸率较低,拉伸断裂位于熔合线与HAZ之间,M硬化组织的形成应是断裂在该位置的主要原因。焊前母材经2种温度热处理后,接头的抗拉强度和延伸率均比原始母材的低。焊前母材经880 ℃热处理后接头的抗拉强度比760 ℃热处理的略高,分别为551 MPa和539 MPa,提高了2.2%。但焊前母材经880 ℃热处理后接头延伸率比760 ℃热处理的低,分别为17%和22%,降低了7.6%,拉伸断裂均发生在母材区。此外,2种热处理接头的抗拉强度和延伸率均比母材的低,这是由于母材为F+P组织,而焊后2种热处理接头HAZ产生了AF、B和M-A组元硬化组织,导致其接头强度错配[23-25]。与760 ℃热处理的接头相比,焊前母材经880 ℃热处理的接头的强度更高、延伸率更低,这主要是由于焊前母材经880 ℃热处理后,其接头HAZ生成的B和M-A组元硬度比760 ℃热处理接头HAZ生成的P和AF硬度值高。
焊前母材未热处理和热处理后接头及母材断口形貌如图9所示。可见,母材未热处理接头的断口形貌为脆性断裂特征,呈现河流状,断口中存在较多解理台阶和裂纹(见图9a)。2种热处理接头和母材断口形貌均呈现韧性断裂特征,焊前母材经760 ℃热处理后的接头断口韧窝小但较浅(见图9b),焊前母材经880 ℃热处理后的接头断口韧窝较大并且浅(见图9c),母材断口韧窝小并且深(见图9d)。由此可知,未热处理接头的延伸率最低,母材的延伸率最高,焊前母材经760 ℃热处理接头的延伸率比880 ℃热处理接头的高,这与拉伸分析结果相一致。
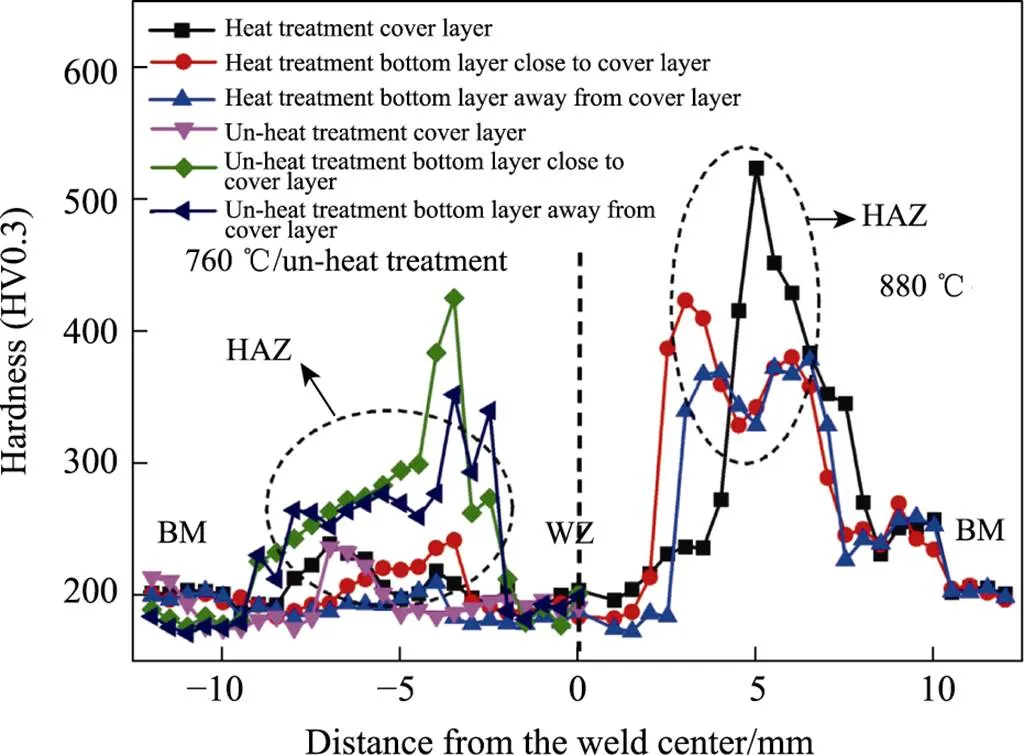
图7 焊前母材未热处理和热处理后接头的显微硬度
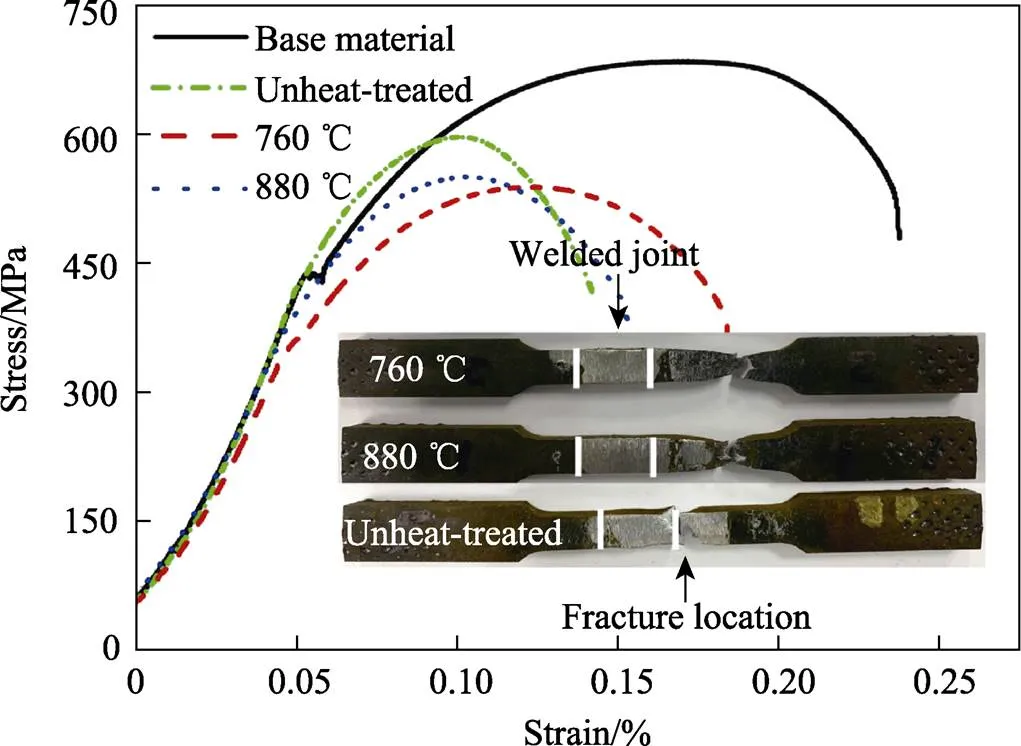
图8 焊前母材未热处理和热处理后接头的拉伸性能

图9 焊前母材未热处理、热处理接头及母材断口形貌
3 结论
1)焊前母材经760 ℃热处理后,部分组织发生了奥氏体转变,与母材相比,P含量显著减少并且发生了细化。母材经880 ℃热处理后,组织发生了完全奥氏体转变,形成了以PF和AF为主的细小组织。
2)焊前母材未热处理接头的HAZ组织主要为PF、B和少量M。母材经760 ℃热处理后,焊缝盖面层HAZ组织主要为GBF、AF和P。母材经880 ℃热处理后,焊缝盖面层HAZ组织主要为PF、B和M-A组元。焊缝打底层和盖面层HAZ组织组成基本相同,但焊缝打底层HAZ组织显著细化。2种接头焊缝区盖面层组织主要为GBF和AF,靠近和远离盖面层的打底层组织为PF和P。
3)未热处理接头的显微硬度处在2种母材热处理接头HAZ显微硬度之间。母材经880 ℃热处理后的接头HAZ硬度值均比760 ℃热处理的高,母材经880 ℃热处理后的接头HAZ硬度值最高达523HV,为760 ℃热处理的2.2倍。母材未热处理接头的抗拉强度比热处理接头的高,但延伸率较低。拉伸断裂位于熔合线与HAZ之间,呈脆性断裂特征。与焊前母材760 ℃热处理后的接头相比,母材经880 ℃热处理后接头的抗拉强度提高了2.2%,但延伸率降低了7.6%。母材热处理接头断裂均发生在母材区,断口呈韧性断裂特征。综合评价接头力学性能可知,母材经760 ℃热处理后接头力学性能最优。
[1] 李金灵, 朱世东, 屈撑囤, 等. API J55油套管失效分析与预防[J]. 热加工工艺, 2015, 44(10): 241-245.
LI J L, ZHU S D, QU C T, et al. Failure Analysis and Precaution of API J55 Tubing and Casing[J]. Hot Working Technology, 2015, 44(10): 241-245.
[2] 王洪铎, 石成刚, 孙兴钢, 等. 现场用连续管全位置自动TIG焊工艺及接头组织性能研究[J]. 焊接, 2019(6): 44-48.
WANG H D, SHI C G, SUN X G, et al. Study on All-Position Automatic TIG Welding Technology and Joint Microstructure and Properties of Continuous Pipe for Field Use[J]. Welding & Joining, 2019(6): 44-48.
[3] WANG R, LUO S. Grooving Corrosion of Electric-Resistance-Welded Oil Well Casing of J55 Steel[J]. Corrosion Science, 2013, 68: 119-127.
[4] 杨兰田, 张江江, 李芳, 等. 西部某油田高温高盐环境油套管选材实验研究[J]. 热加工工艺, 2023, 52(4): 44-46.
YANG L T, ZHANG J J, LI F, et al. Experimental Research on Material Selection of High-Temperature and High-Salt Environmental Oil Casing in Western Oil Field[J]. Hot Working Technology, 2023, 52(4): 44-46.
[5] BAI H T, WANG Y Q, MA Y, et al. Pitting Corrosion and Microstructure of J55 Carbon Steel Exposed to CO2/Crude Oil/Brine Solution under 2-15 MPa at 30- 80 ℃[J]. Materials, 2018, 11(12): 2374.
[6] SONG W L, XIA D Y, LIU M X, et al. Insight into the Anti-Corrosion Performance of Synthesized Novel Nano Polymeric Material of SiO2for the Protection of J55 Steel in 3.5wt./% NaCl Solution Saturated with Carbon Dioxide[J]. Journal of Natural Gas Science and Engineering, 2022, 106: 104758.
[7] 赵国仙, 王映超, 张思琦, 等. H2S/CO2对J55钢腐蚀的影响机制[J]. 中国腐蚀与防护学报, 2022, 42(5): 785-790.
ZHAO G X, WANG Y C, ZHANG S Q, et al. Influence Mechanism of H2S/CO2-Charging on Corrosion of J55 Steel in an Artificial Solution[J]. Journal of Chinese Society for Corrosion and Protection, 2022, 42(5): 785-790.
[8] SEDMAK A, ARSIĆ M, ŠARKOĆEVIĆ Ž, et al. Remaining Strength of API J55 Steel Casing Pipes Damaged by Corrosion[J]. International Journal of Pressure Vessels and Piping, 2020, 188: 104230.
[9] ZVIRKO O, TSYRULNYK O, LIPIEC S, et al. Evaluation of Corrosion, Mechanical Properties and Hydrogen Embrittlement of Casing Pipe Steels with Different Microstructure[J]. Materials, 2021, 14(24): 7860.
[10] 崔强, 刘攀, 孟令明, 等. Q345FRE高铌耐火钢模拟焊接热影响区高温拉伸性能[J]. 焊接, 2021(6): 13-18.
CUI Q, LIU P, MENG L M, et al. High Temperature Tensile Properties of Q345FRE High Niobium Refractory Steel in Simulated Welding Heat Affected Zone[J]. Welding & Joining, 2021(6): 13-18.
[11] 侯春锋, 石凯, 李霄, 等. 热输入对QT900对接焊CGHAZ韧性的影响[J]. 焊接学报, 2017, 38(5): 120- 124.
HOU C F, SHI K, LI X, et al. Effect of Heat Input on Toughness of QT900 Butt Welding CGHAZ[J]. Transactions of the China Welding Institution, 2017, 38(5): 120-124.
[12] 曾锋, 杨专钊, 李德君, 等. J55 LC套管断裂失效原因分析[J]. 焊管, 2020, 43(10): 40-44.
ZENG F, YANG Z Z, LI D J, et al. Fracture Failure Analysis of J55 LC Casing[J]. Welded Pipe and Tube, 2020, 43(10): 40-44.
[13] 李辉, 于海, 刘晓庆, 等. CO2分压和矿化度对J55管材的腐蚀影响[J]. 腐蚀与防护, 2022, 43(10): 51-56.
LI H, YU H, LIU X Q, et al. Influences of CO2Partial Pressure and Salinity on Corrosion of J55 Steel Tubing[J]. Corrosion & Protection, 2022, 43(10): 51-56.
[14] 吕祥鸿, 闫亚丽, 王悦. 某区块油井套管腐蚀破坏机理及防护措施研究[J]. 焊管, 2019, 42(1): 10-16.
LYU X H, YAN Y L, WANG Y. Study on Corrosion Failure Mechanism and Protective Measures of Oil Well Casing[J]. Welded Pipe and Tube, 2019, 42(1): 10-16.
[15] RODRIGUEZ J, RAMIREZ A. Microstructural Characterisation of Friction Stir Welding Joints of Mild Steel to Ni-Based Alloy 625[J]. Materials Characterization, 2015, 110: 126-135.
[16] YANG Y K, ZHAN D P, LEI H, et al. In Situ Observation of Acicular Ferrite Nucleation and Growth at Different Cooling Rate in Ti-Zr Deoxidized Steel[J]. Metallurgical and Materials Transactions B, 2019, 50(6): 2536-2546.
[17] 宋峰雨, 周来宏, 伦文山, 等. 焊缝金属中针状铁素体晶粒长大行为[J]. 焊接学报, 2021, 42(5): 23-28.
SONG F Y, ZHOU L H, LUN W S, et al. Grain Growth Behavior of Acicular Ferrite in Weld Metal[J]. Transactions of the China Welding Institution, 2021, 42(5): 23-28.
[18] LIN Z, GOULAS C, YA W, et al. Microstructure and Mechanical Properties of Medium Carbon Steel Deposits Obtained via Wire and Arc Additive Manufacturing Using Material-Cored Wire[J]. Materials, 2019, 9(6): 673.
[19] RAMKUMAR P, GUPTA R K, ANIL K V, et al. Effect of Pre- and Post Weld Heat Treatment on Microstructure Development and Mechanical Properties of 0.3%C-CrMoV (ESR) High-Strength Low-Alloy Steel[J]. Journal of Materials Engineering and Performance, 2021, 30(10): 7835-7850.
[20] WAQAS A, QIN X, XIONG J, et al. Optimization of Process Parameters to Improve the Effective Area of Deposition in GMAW-Based Additive Manufacturing and Its Mechanical and Microstructural Analysis[J]. Materials, 2019, 9(7): 775.
[21] 张志云, 赵辉, 汤伟, 等. 冷却速率对高强钢焊接粗晶热影响区组织和性能的影响[J]. 热加工工艺, 2023, 52(17): 17-23.
ZHANG Z Y, ZHAO H, TANG W, et al. Effect of Cooling Rate on Microstructure and Properties of Welded Coarse Grain Heat Affected Zone of High Strength Steel[J]. Hot Working Technology, 2023, 52(17): 17-23.
[22] 韩会全, 陈泽军, 胡建平, 等. J55钢级焊接油井管在线控冷工艺的研究[J]. 钢管, 2012, 41(3): 24-27.
HAN H Q, CHEN Z J, HU J P, et al. Study on On-Line Controlled-Cooling Process for J55 Oil Well Weld Pipe[J]. Steel Pipe, 2012, 41(3): 24-27.
[23] 董春雨, 李辉. 热处理工艺对P91小直径钢管组织和性能的影响[J]. 焊管, 2023, 46(2): 46-53.
DONG C Y, LI H. Effect of Heat Treatment Process on Microstructure and Properties of P91 Small Diameter Steel Pipe[J]. Welded Pipe and Tube, 2023, 46(2): 46-53.
[24] EL-BATAHGY A M, MIURA T, UEJI R, et al. Investigation into Feasibility of FSW Process for Welding 1 600 MPa Quenched and Tempered Steel[J]. Materials Science & Engineering A, 2016, 651: 904-913.
[25] KIM H L, BANG S H, CHOI J M, et al. Effect of Rolling and Coiling Temperatures on Microstructure and Mechanical Properties of Medium-Carbon Pipeline Steel[J]. Metals and Materials International, 2020, 26(12): 1757-1765.
Effect of Pre-weld Heat Treatment on Microstructure and Properties of Automatic TIG Welding Joint of J55 Steel
WANG Hongduo1, ZHOU Zhiyong1, CHANG Suteng1, ZHANG Guojun2, MA Qing3, WANG Baoguo3, LIU Yanming1
(1. School of Materials Science and Engineering, Xi’an Shiyou University, Xi’an 710065, China; 2. Liaohe Oilfield Construction Limited Company Ltd., Liaoning Panjin 124120, China; 3. Jianghan Machinery Research Institute Limited Company of CNPC, Hubei Jingzhou 434000, China)
In view of the poor weldability of J55 steel and the joint heat affected zone (HAZ) prone to brittle and hard martensite structure, the work aims to treat the J55 steel base material before welding, and study the welded joints. Before welding, the J55 steel base material was heat-treated at 760 ℃ and 880 ℃ respectively, and then welded by TIG welding method. The effect of TIG welding on the microstructure and mechanical properties of joints was studied. After heat treatment at 760 ℃ before welding, the pearlite (P) content of the base material was significantly reduced and refined. After welding, the HAZ structure of the joint transformed into grain boundary ferrite (GBF), acicular ferrite (AF) and P. The microstructure of the base material after heat treatment at 880 ℃ was mainly polygonal ferrite (PF) and AF. The HAZ of the post-weld joint got PF, bainite (B) and M-A components. The two types of heat treatment joint weld zone (WZ) cover welding layer structures were GBF and AF, and the bottom welding layer structures close to and away from the cover welding layer were mainly PF and P. The HAZ structure of the untreated joints was PF, B and martensite (M). Compared with the microhardness of the two base material heat-treated joints, the microhardness of the unheat treated joints was in the middle, the tensile strength was the highest, the elongation was the lowest, the tensile fracture was located between the fusion line and the HAZ, and the fracture surface showed brittle fracture characteristics. Compared with the base material treated at 760 ℃ before welding, the highest HAZ microhardness value of the base material welded joint after 880 ℃ heat treatment reached 523HV, which was 2.2 times that of welded joint under 760 ℃ heat treatment. The tensile strength of the joint increased by 2.2%, but the elongation decreased by 7.6%. Both joints fractured in the base material area when tensioned, and the fracture showed ductile fracture characteristics. The J55 steel base material subject to heat treatment before welding and welding with TIG welding method can obtain welded joints with excellent mechanical properties. The base material heat-treated at 760 ℃ has better mechanical properties of the joints.
J55 steel; pre-weld heat treatment; automatic TIG welding; microstructure; mechanical properties
10.3969/j.issn.1674-6457.2024.01.011
TG457.11
A
1674-6457(2024)01-0097-08
2023-09-23
2023-09-23
西安石油大学研究生创新与实践能力培养计划(YCS21213246)
The Postgraduate Innovation and Practical Ability Training Program of Xi’an Shiyou University (YCS21213246)
王洪铎, 周志勇, 常素腾, 等. 焊前热处理对J55钢自动TIG焊接头组织性能的影响[J]. 精密成形工程, 2024, 16(1): 97-104.
WANG Hongduo, ZHOU Zhiyong, CHANG Suteng, et al. Effect of Pre-weld Heat Treatment on Microstructure and Properties of Automatic TIG Welding Joint of J55 Steel[J]. Journal of Netshape Forming Engineering, 2024, 16(1): 97-104.
猜你喜欢
山东冶金(2022年3期)2022-07-19
中国金属通报(2021年18期)2021-12-27
湖北农机化(2021年7期)2021-12-07
山西冶金(2019年3期)2019-09-21
四川冶金(2018年1期)2018-09-25
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
山东冶金(2015年5期)2015-12-10
电气传动(2015年10期)2015-07-11
上海金属(2014年5期)2014-12-20