多元(U,Zr,Nb)C燃料制备技术与性能机理研究
2024-01-22 06:25:30吴学志魏国良
原子能科学技术 2024年1期
吴学志,魏国良,郭 骁
(中国原子能科学研究院 反应堆工程技术研究所,北京 102413)
大推力核动力航天器是未来实现深空探测和近地轨道运输的关键技术,对国家空间安全具有重要的战略意义。核推进的核心问题是反应堆堆芯和核燃料选择,美国和俄罗斯(前苏联)都曾为提高堆芯出口的工质温度,降低系统的体积和质量,就堆芯结构、燃料等方面进行了大量的研究,提出了多个有发展前景的堆芯方案[1-5]。在这些堆芯方案中,多元碳化物(U,X)C燃料由于具有熔点高、热导率高、抗中子辐照性以及较好热稳定性,使其成为不同反应堆堆芯都可选择的燃料,具有较大的通用性,研究价值较高。其中,多元(U,Zr,Nb)C燃料被认为是未来可实现大推力核动力航天器的首选燃料,美国与俄罗斯(前苏联)都将其作为未来核推进技术的研究重点方向。俄罗斯设计的核反应堆堆型为RD-0410,美国以俄罗斯堆芯为基础,改进设计完成了CIS堆型[6]。这表明未来在大推力核动力航天器燃料选取方面,多元(U,Zr,Nb)C燃料具有明显优势。通常对核热推进用燃料性能要求较为苛刻,首先必须具有较高的燃料密度(93%TD~95%TD),以保证燃料具有较好的力学性能而抵抗核推进的热震荡作用,同时较高的密度也会提高燃料的热导率。对于多元(U,Zr,Nb)C燃料的热导率,由于制备工艺的差异,一般要求大于15 W/(m·K)。
国外已对UC燃料开展了大量的研究工作[7-14],多元(U,Zr,Nb)C燃料是在UC燃料的基体上,通过掺杂高熔点、高热导和低中子截面吸收的物质对UC燃料增强改性,以提高燃料的服役性能(熔点、热导率和力学性能等)。其中,在热物性能方面,加入Zr和Nb元素,形成高熔点和高导热的第二相,形成网状桥连,提高了碳化物燃料的熔点和热导率;在力学性能方面,ZrC和NbC第二相在燃料晶界弥散析出,强化了燃料的力学性能(硬度和抗弯强度)。
本文采用碳热还原和液相烧结相结合的粉末冶金工艺研究制备多元(U,Zr,Nb)C燃料,研究工艺参数对多元(U,Zr,Nb)C燃料反应动力学、相结构、导热性能和微观结构的作用机制和影响规律。
1 实验
1.1 实验原料
核级贫UO2粉末,采用IDR工艺制备,纯度大于99.7%,O/U比为2.1,中位粒度为3 μm;金属铀粉采用金属铀棒经250 ℃氢化、然后460 ℃真空脱氢法制备,氢化-脱氢循环5次后,得到中位粒度为5~10 μm的金属铀粉;C粉纯度大于99.9%,中位粒度为1~2 μm;Nb2O5粉末纯度大于99.9%,中位粒度为0.5~1 μm,ZrC粉末纯度大于99.9%,中位粒度为0.5~1 μm。
1.2 (U,Zr,Nb)C芯块制备
首先,将贫UO2粉末、Nb2O5粉末和C粉末按照不同反应摩尔比配料,之后加入0.2%硬脂酸,在三维运动混合机内一起均匀混合,然后在200 MPa的压力下压制成φ6 mm×(5~6) mm的生坯;将生坯放入高温烧结炉内,在真空条件下1 600 ℃保温烧结3 h,得到(U,Nb)C低密度多孔芯块,芯块经破碎、擦筛和滚圆工艺,再过60目筛,得到(U,Nb)C粉末。
之后,再按照预定摩尔比加入ZrC粉末,同时加入0.5%金属铀粉;再将混合粉末放入高能球磨机,600 r/min球磨混料4 h;得到预烧结(U,Nb)C和ZrC混合粉末,将混合粉末放入热压模具,模具上下垫块处放置石墨纸,以防止脱模时芯块与模具粘连;改变烧结温度、保温时间、烧结压力等参数,得到不同性能的芯块样品。对烧结芯块开展性能测试,包括密度、相结构、晶格常数、热导率等。为了避免碳化物生坯和燃料芯块在操作过程中氧化,粉末混合、造粒和压制设备均放进高纯氩气保护的无氧手套箱内,样品转移操作也均在手套箱内进行。
1.3 测试与表征
采用精密电子天平排液法测量芯块的密度,液体为无水乙醇;采用马弗炉和万分之一精密天平测量芯块的C/U比;采用荷兰帕纳科XRD仪分析芯块的相结构和晶格常数;采用蔡司Sigma 300型SEM观察芯块的微观组织和气孔;采用耐驰STA449F3型同步热分析仪测量芯块的比热容;采用耐驰LFA467HT型热扩散系数仪测量芯块热扩散系数。
2 结果与讨论
2.1 反应热力学计算
根据反应动力学,吉布斯自由能变量ΔG是判断化学反应方向的重要依据,当ΔG<0时反应向正向有利,反之则逆向有利。ΔG=0时的温度为预计化学反应发生温度,即平衡温度。本研究碳热还原反应的具体计算公式如式(1)~(4)所示:
UO2+3C=UC+2CO
(1)
Nb2O5+7C=2NbC+5CO
(2)
(3)
ΔG(p,T)=ΔGθ(pθ,T)+nRTlnKp
(4)

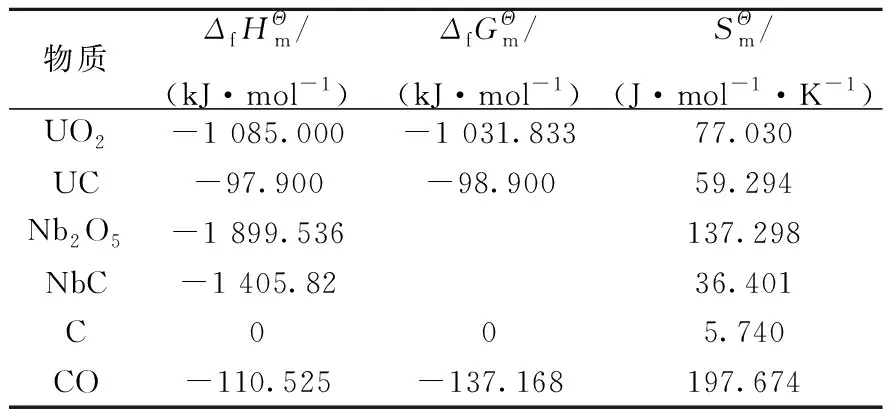
表1 物质的标准物化数据表[15]Table 1 Standard physicochemical data of substance[15]
对于UO2和Nb2O5碳热还原反应,根据式(1)~(4),反应的吉布斯自由能变量ΔG可分别表示为:
(5)
(6)
将相应热力学数据代入式(5)、(6),取pθ=101.3 kPa,当反应生成CO气体的压力pCO分别为101.3、1、0.1和0.01 kPa时,分别计算UO2和Nb2O5碳热还原反应的ΔG对温度T的线性回归拟合直线,如图1所示。

a——UO2+C;b——Nb2O5+C图1 碳热还原反应的吉布斯自由能变量与温度的关系Fig.1 Relation between Gibbs free energy variable of carbothermal reduction reaction and temperature
由图1可见:对于UO2和Nb2O5两种物质的碳热还原反应,在相同反应生成pCO下,ΔG随温度的升高而显著减小;在相同温度下,ΔG随pCO的降低也明显减小。因此,温度与反应生成pCO对碳热还原反应均有显著影响。对于UO2碳热还原反应,在标准压力下,其平衡温度(反应开始温度)为2 122 K;对于Nb2O5碳热还原反应,在标准压力下,其平衡温度(反应开始温度)为1 206 K。此外,反应生成pCO越小,ΔG-T直线斜率的绝对值越大。由动力学分析可知,降低反应生成pCO有利于反应进行。因此,在流动Ar条件或真空环境下,由于CO被快速移出,pCO降低,碳热还原反应可能在更低温度时即可发生。热力学计算对于反应工艺参数选择具有重要意义,缩短了工艺筛选时间。
2.2 XRD相结构
当M/C(M为金属U和Nb总量)摩尔比为1∶6.2时,反应生成物的XRD相结构如图2所示。由图2可见,反应产物除UC和NbC相外,还有未反应完全的UO2相存在。此时C粉比例与反应方程式计算相同,证明C粉并未完全参加到反应中。

图2 M/C摩尔比为1∶6.2时的反应生成物XRD相结构Fig.2 XRD phase structure of reaction product at M/C molar ratio of 1∶6.2
为除去反应产物残余UO2相,继续提高C粉末含量,当M/C摩尔比为1∶6.5时,反应生成物的XRD相结构如图3所示。由图3可见,随着碳含量继续提高,反应产物变为UC和NbC两相,未出现UO2相,说明增加的碳与剩余UO2反应生成了UC相。M/C摩尔比为1∶6.5时,可制备得到纯度较高的UC和NbC两相。
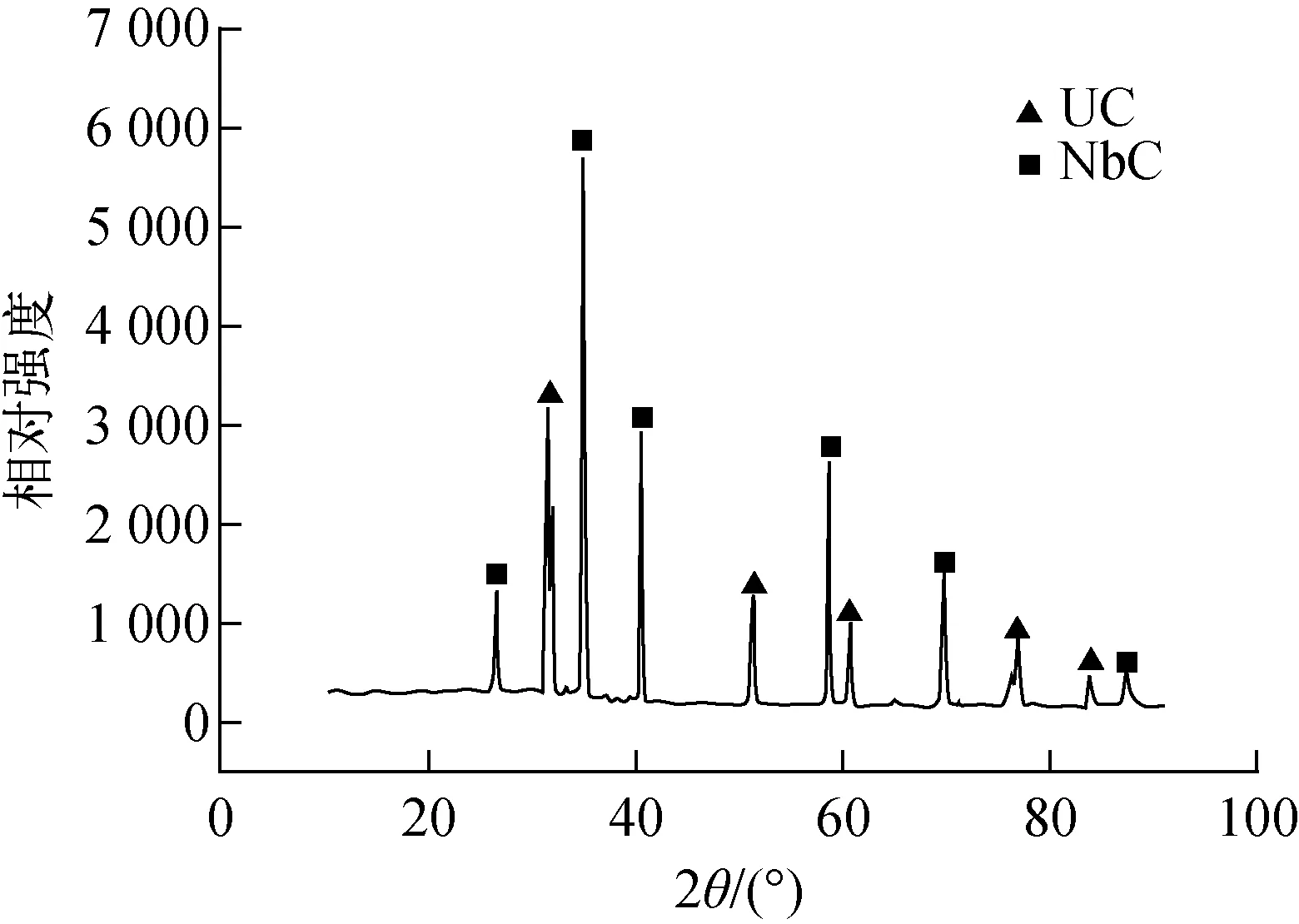
图3 M/C摩尔比为1∶6.5时的反应生成物XRD相结构Fig.3 XRD phase structure of reaction product at M/C molar ratio of 1∶6.5
当M/C摩尔比为1∶6.8时,反应生成物的XRD相结构如图4所示。由图4可见,当进一步提高碳含量时,UC与C继续反应生成U2C3相。生成的U2C3相会导致反应产物UC相纯度的下降,因此需要降低M/C摩尔比。
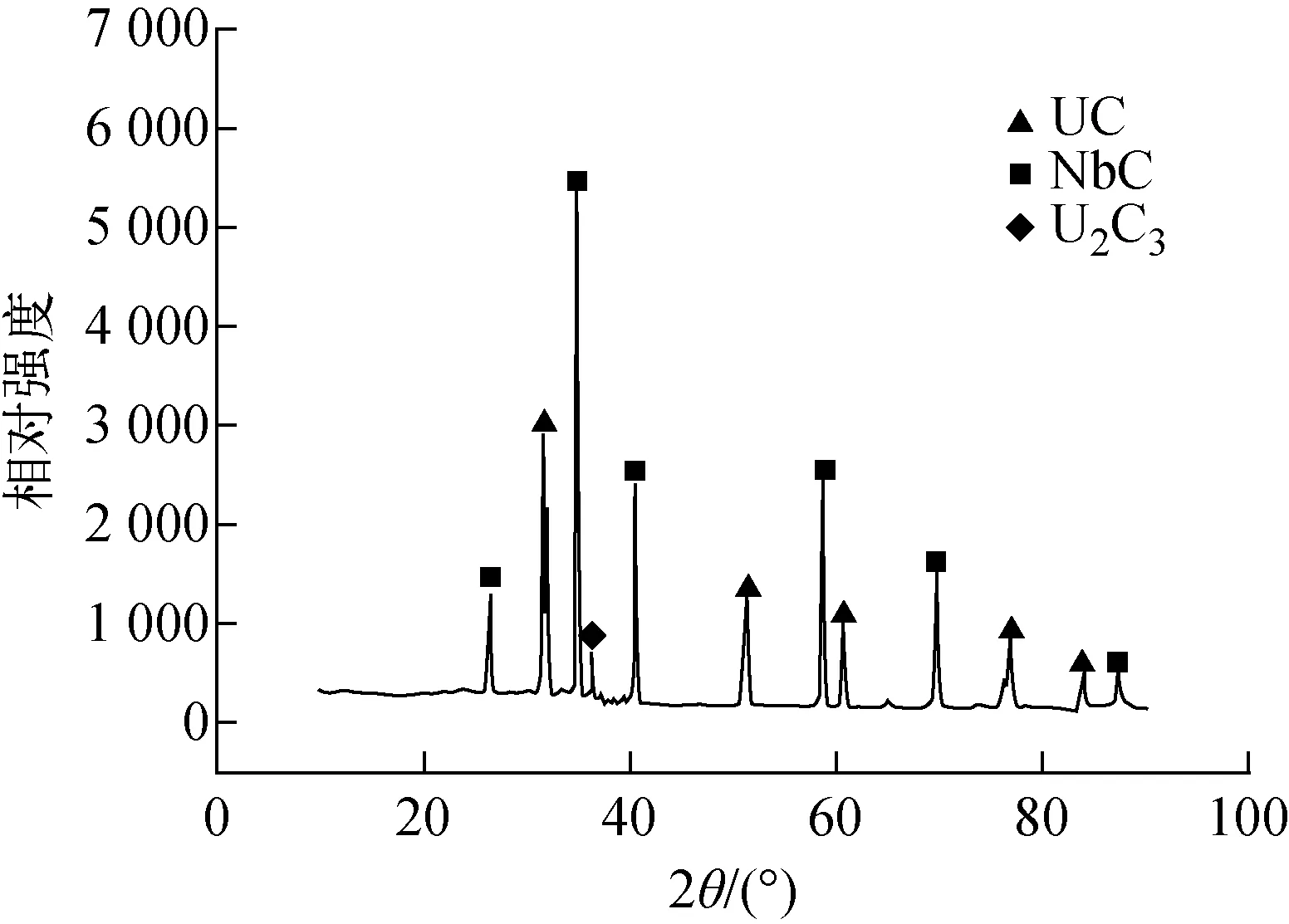
图4 M/C摩尔比为1∶6.8时的反应生成物XRD相结构Fig.4 XRD phase structure of reaction product at M/C molar ratio of 1∶6.8
M/C摩尔比为1∶6.5条件下可制备得到纯度较高的(U,Nb)C相,将纯度较高的(U,Nb)C粉末与ZrC粉末混合、压制、烧结得到(U,Nb,Zr)C燃料,制备得到的(U,Zr,Nb)C燃料相结构如图5所示,可见将制备得到的纯度较高的三元(U,Nb)C相与ZrC高温固溶反应可得到纯度较高的多元(U,Zr,Nb)C相。直接采用ZrC粉末作为反应原料有以下优点:1) 可降低合成多元碳化物粉末的反应温度;2) 降低了调节反应产物M/C的难度,只需考虑实现(U,Nb)C相满足要求即可。

图5 (U,Zr,Nb)C的相结构Fig.5 Phase structure of (U, Zr, Nb)C
2.3 晶格常数
三元(U,Zr)C、(U,Nb)C的晶格常数与相成分的关系如图6所示。其中U/(U+X)指在三元碳化物中U占所有金属元素的摩尔比,如U/(U+X)=0.05指(U0.05,Zr0.95)C或(U0.05,Nb0.95)C燃料。由图6可见:随UC相含量的不断增加,三元碳化物燃料的晶格常数呈现出上升趋势(非线性关系),这是由于相比于ZrC和NbC,UC的晶格常数较高;同时U、Zr、Nb的离子半径分别为0.052、0.072和0.069 nm,当形成置换固溶体时,无论是Zr还是Nb占据U点阵位置都会导致整个晶胞的点阵机构发生畸变,宏观效果体现在晶格常数发生改变;(U0.05,Zr0.95)C的晶格常数要比(U0.05,Nb0.95)C的高。
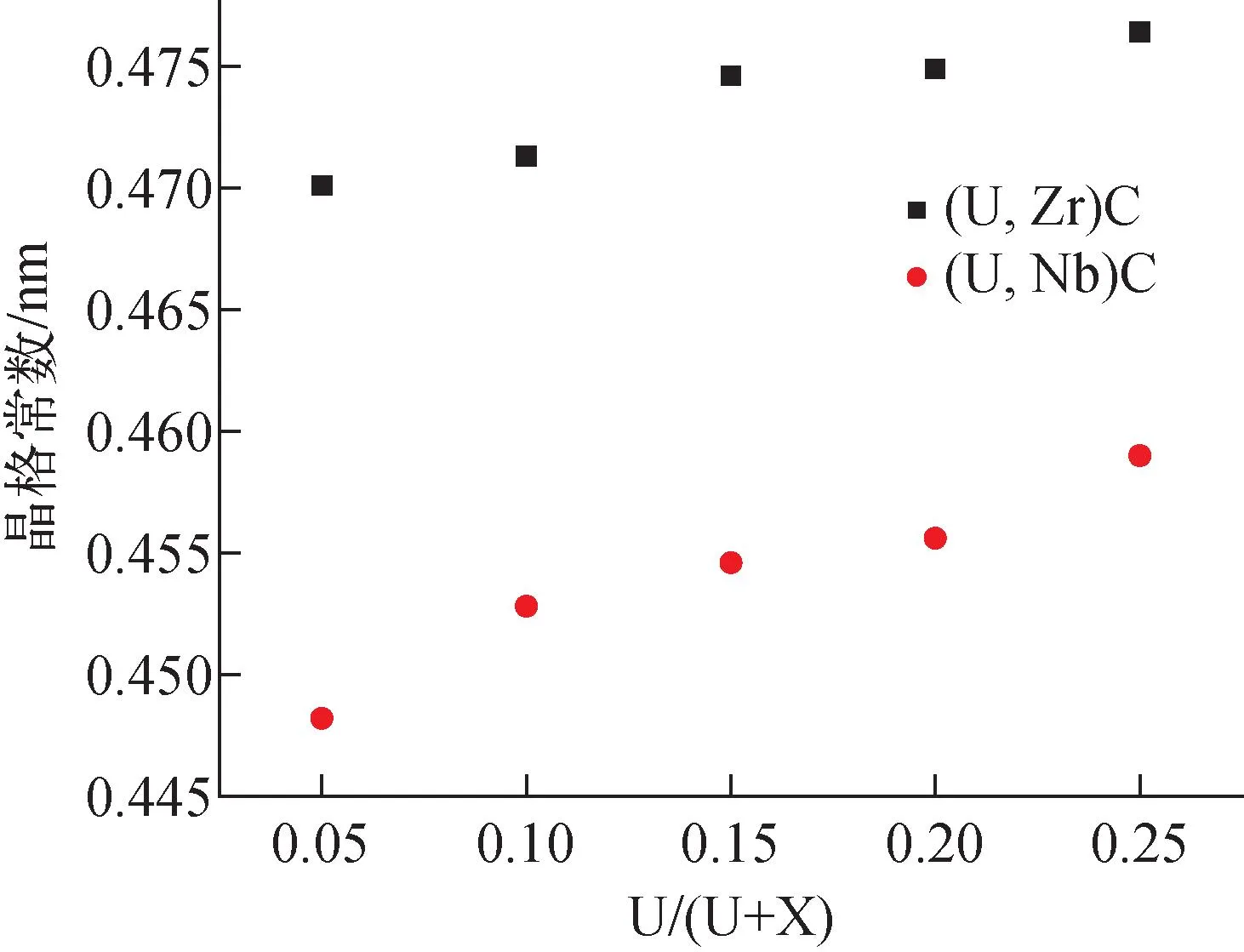
图6 三元碳化物燃料晶格常数与相成分的关系Fig.6 Relationship between lattice constant and phase composition of ternary carbide fuel
图7示出多元(U,Zr,Nb)C晶格常数的变化。根据应用实际情况,U选择了0.1和0.2摩尔比的两种配方,其中Zr/(Zr+Nb)指在多元碳化物中Zr占Zr和Nb总含量的摩尔比,如Zr/(Zr+Nb)=0.5指(U0.1,Zr0.5,Nb0.5)C或(U0.2,Zr0.5,Nb0.5)C燃料。由图7可见,(U0.2,Zr,Nb)C的晶格常数要比(U0.1,Zr,Nb)C的高,这是由于UC的晶格常数较高的缘故;同时随Zr摩尔比含量的增加,相同U含量的燃料,其晶格常数也出现增加(非线性关系),具体原因与上述分析相同,固溶时离子半径的尺寸对晶格常数有较大影响。

图7 多元碳化物燃料晶格常数与相成分的关系Fig.7 Relationship between lattice constant and phase composition of multi-element carbide fuel
2.4 芯块密度影响因素
图8示出烧结温度对(U0.1,Zr0.5,Nb0.4)C芯块烧结密度的影响,复合碳化物芯块的理论密度按照摩尔比计算得到。采用了液相烧结和普通烧结两种工艺进行研究,两种工艺参数的差异性主要考虑到:采用普通烧结工艺,由于碳化物燃料致密化难度大,需要较长的烧结时间才能完成芯块的致密化进程,因此选择烧结时间为3 h;液相烧结工艺的优势在于致密化进程加快,选用烧结时间为1 h。由图8可见:两种烧结方式的芯块密度均随烧结温度的升高而提高;采用添加U粉液相烧结工艺,芯块密度要高于普通烧结工艺,主要原因在于U粉作为烧结助剂,在高于1 200 ℃以上发生融化,形成金属液相,而金属液相有利于碳化物粉末的接触烧结面形成,同时也降低了粉末的烧结激活能,有利于芯块密度的提高;对于液相烧结工艺,1 600 ℃烧结即可使芯块密度高于93%TD,在1 800 ℃、50 MPa和1 h的烧结条件下,芯块烧结密度可达95.5%TD;采用普通烧结工艺时,需要较高的烧结温度和较长的烧结时间才能提高烧结密度,在1 850 ℃烧结时,芯块的烧结密度为93.1%TD,在2 000 ℃烧结时,芯块的烧结密度为94.1%TD。
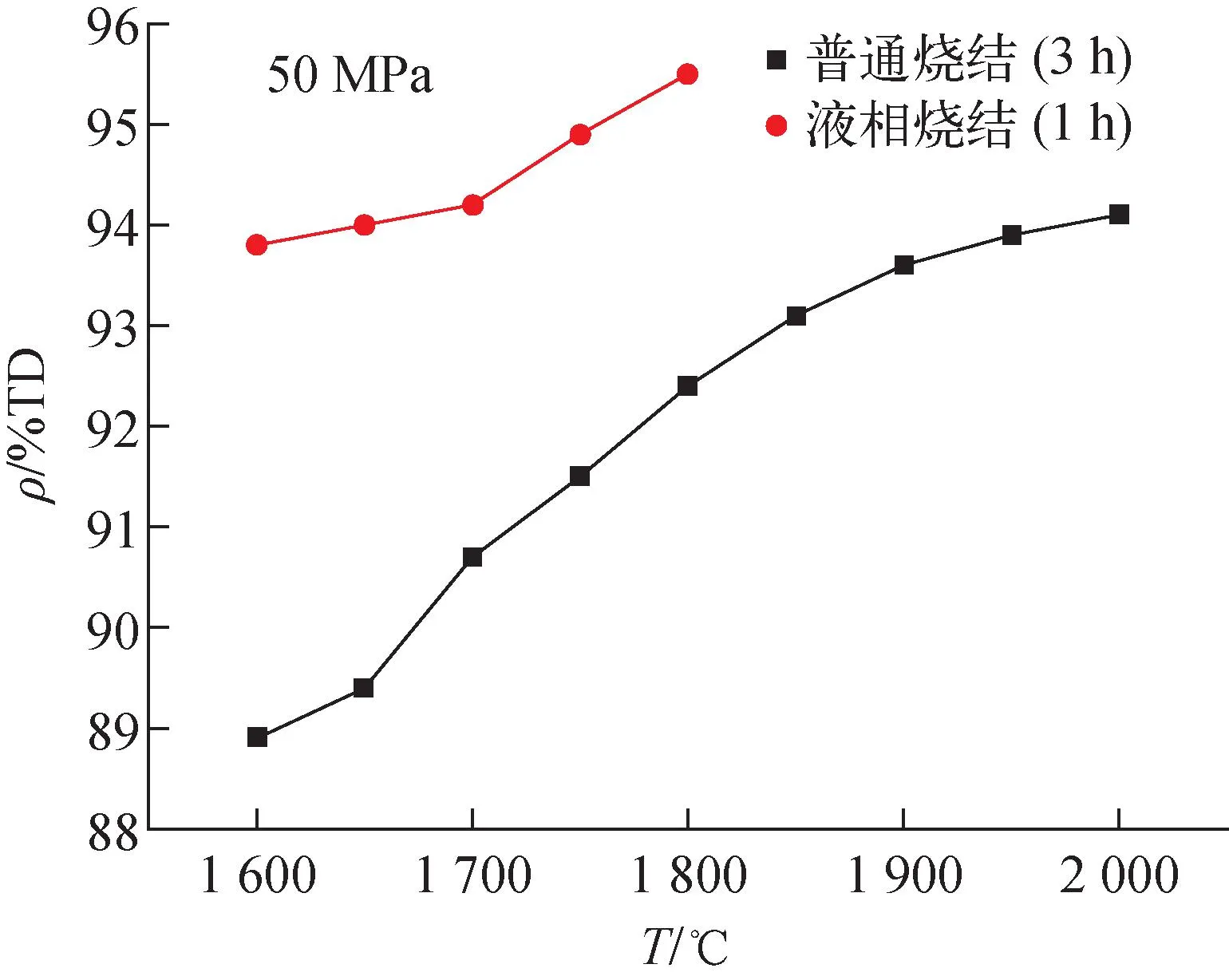
图8 烧结温度对(U0.1,Zr0.5,Nb0.4)C芯块烧结密度的影响Fig.8 Effect of sintering temperature on sintering density of (U0.1, Zr0.5, Nb0.4)C pellet
图9示出烧结时间对(U0.1,Zr0.5,Nb0.4)C芯块烧结密度的影响。由图9可见:对于液相烧结工艺的芯块,其烧结致密化进程较快,在1 700 ℃,0.5 h即可达到94.2%TD,在1 h时密度为94.6%TD;相比而言,普通烧结工艺芯块的致密化进程较为缓慢,在1 900 ℃,3 h时芯块密度为93.6%TD,之后密度增加较为困难,5 h时密度达到93.9%TD,也可见液相烧结有利于芯块密度的提高。添加助烧剂的主要目的是降低碳化物燃料的烧结活化能,加速其致密化进程,这一作用发生在烧结过程阶段,当烧结结束后添加的助烧剂会通过反应生成碳化物,其性质与燃料一致,不会在芯块服役运行时产生影响。
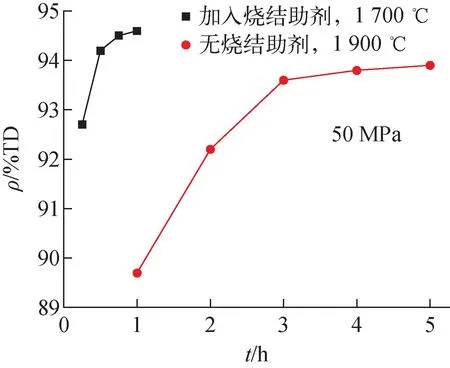
图9 烧结时间对(U0.1,Zr0.5,Nb0.4)C芯块烧结密度的影响Fig.9 Effect of sintering time on sintering density of (U0.1, Zr0.5, Nb0.4)C pellet
图10示出压力对(U0.1,Zr0.5,Nb0.4)C芯块烧结密度的影响。由图10可见,随压力的提高,烧结芯块密度迅速上升,压力是影响芯块烧结致密化的较为敏感因素。
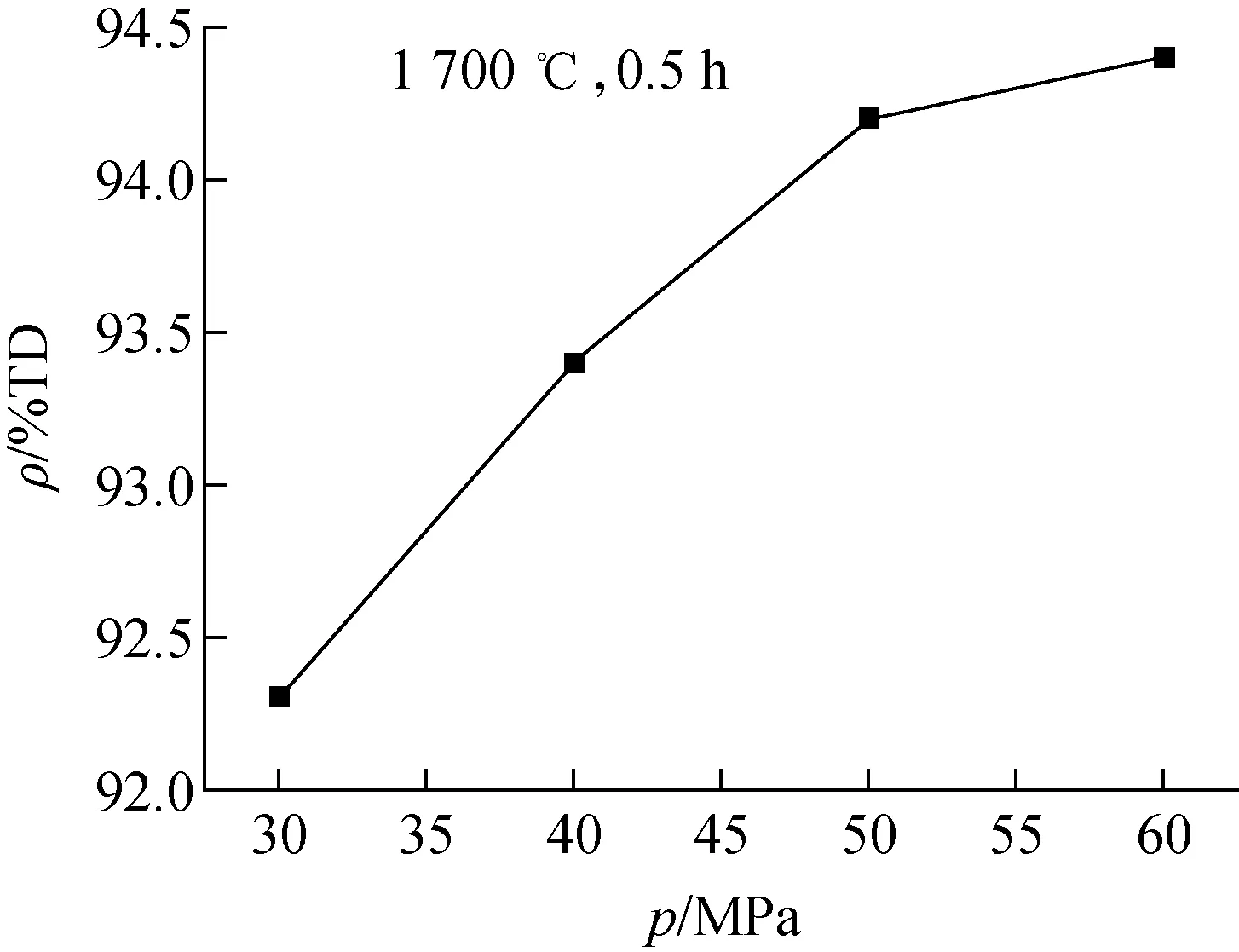
图10 压力对(U0.1,Zr0.5,Nb0.4)C芯块烧结密度的影响Fig.10 Effect of pressure on sintering density of (U0.1, Zr0.5, Nb0.4)C pellet
2.5 芯块热导率的影响因素
2.5.1相成分对热导率的影响 图11示出相成分对三元碳化物(U,Zr)C和(U,Nb)C燃料热导率的影响,制备工艺参数为1 800 ℃、50 MPa、1 h,测量热导率时的温度为20 ℃。由图11可见,(U0.1,Zr0.9)C和(U0.1,Nb0.9)C芯块的热导率分别为19.51 W/(m·K)和14.01 W/(m·K),两种三元碳化物芯块热导率均随UC相含量增高,其热导率均随之升高,热导率提升的主要原因是UC相的热导率比ZrC和NbC相热导率要高,其含量增加有利于芯块整体热导率的提高;(U,Nb)C燃料芯块的热导率变化受UC相含量的影响较为明显,(U0.2,Nb0.8)C芯块的热导率提升效果比(U0.2,Zr0.8)C较为明显,相比于(U0.1,Nb0.9)C和(U0.1,Zr0.9)C芯块,其热导率提升分别为6.0%和1.2%。
图11 相成分对三元碳化物热导率的影响Fig.11 Effect of phase composition on thermal conductivity of ternary carbide
图12示出相成分对多元碳化物(U0.1,Zr,Nb)C和(U0.2,Zr,Nb)C燃料热导率的影响。由图12可见:与三元碳化物(U,Zr)C和(U,Nb)C燃料热导率影响趋势相似,多元碳化物(U0.1,Zr,Nb)C和(U0.2,Zr,Nb)C燃料的热导率也随碳化铀相含量的增加而升高;同时,Zr含量增加有利于芯块热导率的提高,(U0.1,Zr0.55,Nb0.35)C和(U0.2,Zr0.5,Nb0.3)C芯块热导率分别为17.89 W/(m·K)和18.81 W/(m·K);对于UC相为0.2摩尔比的(U0.2,Zr,Nb)C燃料,其在ZrC含量较高时热导率增加趋势较大,这是由于相比于Nb原子,Zr原子与U原子交互作用效果更强的原因。
图12 相成分对多元碳化物热导率的影响Fig.12 Effect of phase composition on thermal conductivity of multi-element carbide
2.5.2密度对热导率的影响 图13示出密度对多元(U,Zr,Nb)C热导率的影响。由图13可见:随烧结密度的升高,所有成分配方的多元(U,Zr,Nb)C碳化物燃料的热导率均在升高;在相同烧结密度条件下,也可发现不同成分配方的燃料呈现出不同的热导率变化趋势;(U0.1,Zr0.55,Nb0.35)C和(U0.2,Zr0.5,Nb0.3)C芯块在90%TD相对密度下的热导率分别为16.43 W/(m·K)和17.90 W/(m·K),较其在94%TD理论密度下热导率分别下降了8.2%和4.8%。

a——(U 0.1,Zr,Nb)C;b——(U 0.2,Zr,Nb)C图13 密度对多元(U,Zr,Nb)C热导率的影响Fig.13 Effect of density on thermal conductivity of multi-element (U, Zr, Nb)C
2.5.3温度对热导率的影响 图14示出温度对多元(U,Zr,Nb)C燃料热导率的影响。由图14可见:随温度的升高,(U0.1,Zr,Nb)C和(U0.2,Zr,Nb)C燃料的热导率均随温度的升高而略有提高;在500 ℃下,(U0.1,Zr0.55,Nb0.35)C和(U0.2,Zr0.5,Nb0.3)C燃料芯块的热导率分别为19.4 W/(m·K)和19.89 W/(m·K),较室温下分别提高了8.40%和5.74%。虽然温度升高会导致UC燃料热导率降低,但同时也会引起ZrC和NbC热导率的升高,多元(U,Zr,Nb)C燃料热导率随温度的变化是多组元协同作用的结果,最终表现为复合碳化物燃料整体热导率呈现出上升趋势。

a——(U0.1,Zr,Nb)C;b——(U0.2,Zr,Nb)C图14 温度对多元(U,Zr,Nb)C热导率的影响Fig.14 Effect of temperature on thermal conductivity of multi-element (U, Zr, Nb)C
2.6 芯块SEM结构
图15示出(U0.1,Zr0.55,Nb0.35)C样品照片,图16示出(U0.1,Zr0.55,Nb0.35)C和(U0.2,Zr0.5,Nb0.3)C燃料芯块的微观结构(断口形貌)。由图15可见,大于94%TD相对密度的芯块气孔分布较均匀,没有联通的开气孔存在,气孔尺寸在1~3 μm之间,较小气孔和较高密度是保障芯块具有高热导率和较好力学性能的前提。由图16可观察到多元碳化物燃料呈现不同的断裂面。
图15 (U0.1,Zr0.55,Nb0.35)C样品照片Fig.15 Sample photo of (U0.1, Zr0.55, Nb0.35)C
图16 (U0.1,Zr0.55,Nb0.35)C(a)和(U0.2,Zr0.5,Nb0.3)C(b)的微观组织图Fig.16 Microstructure of (U0.1,Zr0.55,Nb0.35)C (a) and (U0.2, Zr0.5, Nb0.3)C (b)
3 结论
1) 采用碳热还原和液相烧结相结合的粉末冶金工艺制备多元(U,Zr,Nb)C燃料芯块,液相烧结解决了碳化物粉末烧结致密化困难的问题,制备得到的多元(U,Zr,Nb)C燃料芯块密度最高可达到95.5%TD。
2) M/C摩尔比是影响反应产物相成分的关键因素,当M/C为1∶6.5时,可制备得到M/C比为1的正化学计量碳化物燃料;当C量过少时,反应不完全;而当C量过多时,则C杂质含量增多,且可能生成U2C3杂质相。
3) 多元(U,Zr,Nb)C燃料的晶格常数与相成分有关,(U0.2,Zr,Nb)C的晶格常数比(U0.1,Zr,Nb)C的略高,原因在于Zr、Nb占据U点阵位置导致整个晶胞点阵机构发生畸变,宏观效果体现在晶格常数的改变。
4) 相成分、烧结密度和温度与多元(U,Zr,Nb)C燃料的热导率有关。(U0.1,Zr0.55,Nb0.35)C和(U0.2,Zr0.5,Nb0.3)C芯块在94%TD密度、20 ℃下热导率分别为17.89 W/(m·K)和18.81 W/(m·K);(U0.1,Zr0.55,Nb0.35)C和(U0.2,Zr0.5,Nb0.3)C芯块在90%TD密度、20 ℃下的热导率分别为16.43 W/(m·K)和17.90 W/(m·K),较其在94%TD密度下的热导率分别下降了8.2%和4.8%;在500 ℃下,(U0.1,Zr0.55,Nb0.35)C和(U0.2,Zr0.5,Nb0.3)C燃料芯块的热导率分别为19.4 W/(m·K)和19.89 W/(m·K),较室温下分别提高8.40%和5.74%,高UC相含量的芯块热导率提升效果更为显著。
5) 制备得到大于94%TD密度的多元(U,Zr,Nb)C燃料芯块气孔分布较均匀,没有联通的开气孔存在,气孔尺寸在1~3 μm之间,较小气孔和较高密度使芯块具有较高的热导率和较好的力学性能。
猜你喜欢
粉末冶金材料科学与工程(2022年4期)2022-12-08 01:47:52
上海金属(2022年6期)2022-11-25 12:24:20
储能科学与技术(2022年5期)2022-05-10 10:18:50
装备制造技术(2020年2期)2020-12-14 03:09:12
陶瓷学报(2020年5期)2020-11-09 09:23:04
陶瓷学报(2020年2期)2020-10-27 02:15:42
核技术(2020年6期)2020-06-15 03:01:14
模具制造(2019年3期)2019-06-06 02:11:04
上海金属(2016年4期)2016-11-23 05:38:50
燕山大学学报(2015年4期)2015-12-25 02:19:40