冲压SE 在车身质量和成本控制的应用
2024-01-05 12:55李奔全苏振上汽通用五菱汽车股份有限公司
锻造与冲压 2023年24期
文/李奔全,苏振·上汽通用五菱汽车股份有限公司
在汽车产业快速发展和竞争越来越激烈的环境下,想要赢得市场,势必要快速响应市场变化与需求,加快研发产品步伐。在保证质量的同时,缩短开发周期和控制成本的要求使得同步工程(SE)应运而生,其意义在于工艺提前介入整车设计,在设计阶段充分考虑生产过程中会出现的影响汽车品质、生产成本、设计周期等因素。在产品设计阶段预测后期制造过程中可能出现的问题和风险,将原有留在工艺实施时才会暴露的问题提前暴露,并与产品工程师沟通,通过改良产品,优化设计工艺等手段,避免制造阶段中可能发生的质量问题,避免设计有制造缺陷的产品,使产品研发和后期工艺实施实现无缝对接,缩短工艺设计和生产调试周期,确保研发质量及降低开发成本,从而达到产品开发阶段的最优设计效果。本文主要介绍冲压SE 在车身质量保证和成本控制两个方面的应用。
冲压SE 在车身质量控制的应用
冲压SE 将计算机辅助工程(CAE)与现有冲压工艺相结合,对冲压产品开展工程可行性分析与产品设计同步进行,冲压SE 工程师会针对冲压尺寸精度或冲压质量的问题开展仿真分析,并结合现有工艺进行探讨,确保产品设计的质量要求能够在制造中实现。在产品设计阶段会进行全工序冲压仿真,对成形、修边、翻边、冲孔等工序展开可行性分析,推断变形的位置及其解决方案,起皱发生部位及其解决方案,开裂发生部位及其解决方案,回弹不稳定部位及其解决方案,修边冲孔强度不足部位及其解决方案等,并提供给产品设计人员进行调整优化,以减少后期结构更改而增加调试周期的风险,进而缩短车身开发周期。
对起皱问题的前期控制
冲压起皱是一种比较常见的质量缺陷问题,褶皱会引起焊接面不平整,会影响焊接质量和产品性能。起皱一般发生在拐角、外凸曲线翻边、造型落差大等容易聚料部位,一般的解决办法有产品方面做顺造型落差,过渡平缓,挖工艺缺口,增加吸皱筋等,工艺方面加强拉延筋,减小拔模角,加大压料力,工艺区域增加造型,降低翻边高度,预留修边等。如图1 所示,产品局部拐角翻边由于造型落差大,且处于直角造型处,容易聚料,导致成形过程起皱叠料严重。在冲压SE 工程师通过仿真软件分析后,确定起皱原因及解决措施,并与产品工程师沟通,在保证产品性能的前提下,将产品局部筋条造型落差做小,起皱处的缺口加大,验证分析可行,起皱问题解决,避免了后期的设计更改和调试。

图1 冲压SE 对产品起皱问题的控制
对开裂问题的前期控制
开裂的质量缺陷也是很常见的一种质量问题,在调试阶段发生会增加调模时间,影响时间节点。开裂一般发生在应力集中的凸包、尖角、侧壁、凸R 等位置,其解决办法通常是从产品和工艺两方面入手,产品球化尖角凸包凸R 等位置,加大侧壁拔模角等,工艺优化增加整形,减小拉延深度,降低压料力,增加刺破刀,预留修边等。如图2 所示,产品凸包侧壁拔模角小,上下R 角小,凸包深度高,导致拉延过程材料流入性差,侧壁应力集中后开裂严重。经过冲压SE 仿真模拟,将凸包高低差降低6mm,侧壁拔模角加大8 度,上下R 角加大,并把下沉台取消,开裂的质量问题得到解决,通过冲压SE 避免了质量缺陷流入后期调试。
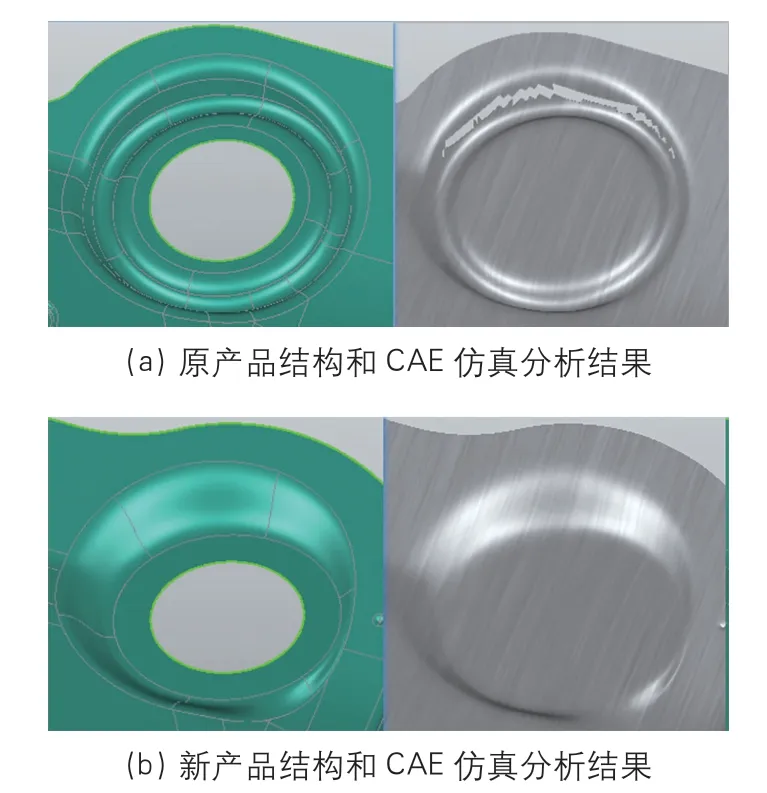
图2 冲压SE 对产品开裂问题的控制
对修边问题的前期控制
车身冲压件在设计过程中,冲压件料边线的方向与冲压方向的关系,将直接决定模具是否能够方便、高效地将边界修剪成产品需要的状态。修边按照其方向可以分为垂直修边、倾斜修边和水平修边。在模具结构设计中需要尽量满足垂直修边的条件,并且全部的修边内容尽量在修边工序实现,能够避免使用斜楔机构侧切或增加修边工序而导致模具成本上升。如不能满足垂直修边条件,应保证修边角度小于15 度。如图3 所示,局部斜面修边角度大于15 度,如同序冲压会产生毛刺质量问题,也会导致刀口强度不足,调试生产频繁更换等问题,如不同序修完,会增加修边工序从而增加成本。而此类修边问题产品工程师是无法发现的,通过冲压SE 专业仿真软件模拟分析,并给出合适的料边线,使其满足同序修边。
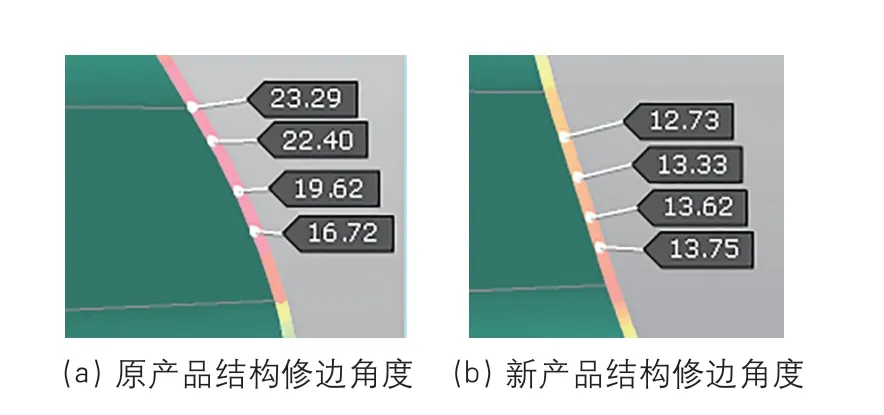
图3 冲压SE 对产品修边角度的控制
对回弹问题的前期控制
产品设计阶段优化回弹问题的控制是冲压SE 重点关注项,通过回弹仿真分析及验证解决方案,反馈产品工程师优化产品结构确保后期产品回弹问题在可控范围内。回弹一般发生在几字形、U 形、高翻边类零件,对此冲压SE 会从两个方面改善,一是在产品易回弹位置增加筋条等加强特征,二是工艺采用预成形加整形组合,并在前期做好回弹补偿。如图4 所示,几字形零件翻边高112mm,翻边面平坦,容易回弹和翘曲,整改尺寸难控,通过冲压SE 的优化方案,在其侧壁增加3mm 高的筋条,抑制回弹尺寸,使其在可控范围内,并在焊接边增加管理面,减少回弹整改区域,减小修模难度。
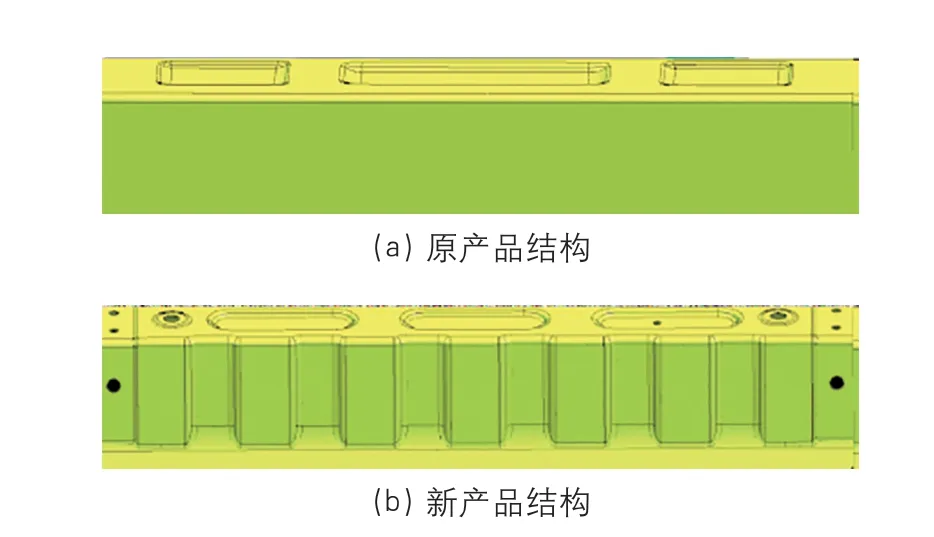
图4 冲压SE 对产品回弹问题的控制
冲压SE 在车身成本控制的应用
冲压SE 在车身开发成本的应用主要体现在对材料利用率的控制和模具工序数的控制两方面。冲压SE 工程师根据经验和以往案例以及供应商的生产条件将设计阶段的产品进行工艺规划和仿真分析,同步辨别产品设计与制造中的潜在问题,反馈降本方案给产品设计人员对产品进行改善优化。
对材料利用率的控制
在设计阶段,冲压SE 从产品结构和工艺合理性两个角度考虑提升材料利用率提升方案,从而达到对车身冲压件材料利用率的控制。在保证产品质量性能的前提下,分析最优材料利用率的产品设计可行性,产品结构方面采用零件合拼设计、合并设计、分缝优化、边界凸点优化等;工艺方面采用双件合并冲压、开口拉延、浅拉延、套料冲压等成形工艺。结合实际工艺对在设计阶段的产品结构进行优化,控制产品结构使其满足材料利用率最优化。如图5所示,通过控制侧围外板和延伸板合拼设计,既能保证零件功能又充分利用侧围外板废料区域,节省延伸板生产材料投入,材料利用率提升2%,且减少了延伸板的模具工序成本。图6 为通过控制分缝位置提高材料利用率,在冲压SE 仿真分析和对比下,后端下板两端高度差降到30mm,废料区域减少,材料综合利用率提升8%,且后端下板模具尺寸减小。
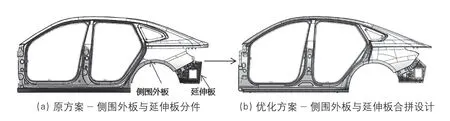
图5 侧围外板与延伸板合拼优化设计
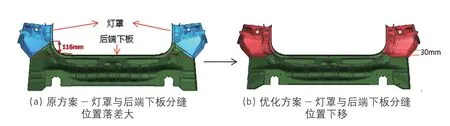
图6 灯罩与后端下板分缝位置优化设计
对模具工序数的控制
在产品设计阶段,冲压SE 工程师进行工艺规划和排布,在满足现有设备工序需求、生产性需求及产品造型的前提下,优化冲压模具工序数量,以最少的工序来实现冲压件的生产,减少冲压模具开发成本。一般有以下方法来控制,通过优化产品修边线使其尽量满足一道工序修完;通过优化产品的冲孔方向使其尽量满足一道工序完成。工艺方面采用修翻同步、修冲复合、整形和冲孔复合、套料冲压、整体式修边等方案,结构方面采用拉延预修刃口,修翻一体化刃口,修冲穿刀结构,勾冲结构等实现工序内容高度集成,从而减少冲压工序。图7 通过控制产品冲孔法向减少冲孔工序,原产品主面中间孔与其余两孔法向相差27 度,无法同序冲出,需增加冲孔工序,冲压SE工程师建议将3 个孔法向角度设计一致,至少在3 度范围内,从而减少一道冲孔工序。
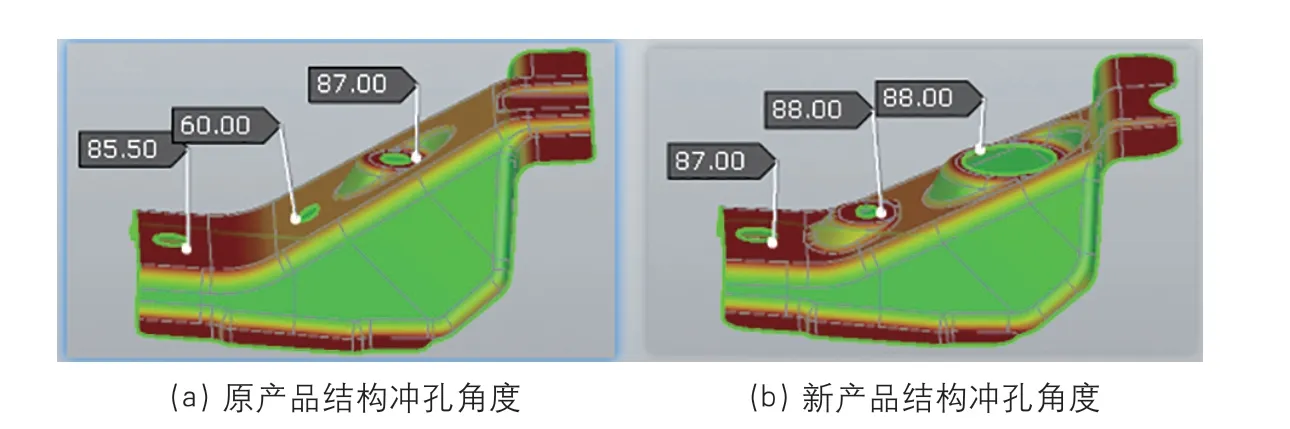
图7 优化冲孔角度-减少工序
结束语
在车身设计开发过程中应用冲压SE,有利于缩短车身开发周期,提高车身质量;降低成本,提高市场竞争力。随着同步工程的应用,工艺部门和产品部门的团队能力建设,以及经验积累,问题总结,标准流程完善,冲压SE 的分析能力不断提高和应用下,新产品的开发能力将会不断提高。
猜你喜欢
课外生活·趣知识(2023年9期)2023-10-08
建材发展导向(2022年18期)2022-09-22
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
橡胶科技(2021年7期)2021-07-20
模具制造(2021年3期)2021-05-03
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
科技创新导报(2017年34期)2018-06-05
环球市场(2017年21期)2017-09-10