基于快速切换理念的大型冲压线体集成应用
2024-01-05 12:43资明庚张涛刘先贵珠海格力电器股份有限公司
锻造与冲压 2023年24期
文/资明庚,张涛,刘先贵·珠海格力电器股份有限公司
从传统的单机人员密集型生产模式到自动化的大型冲压线体集成应用,冲压加工行业正顺应着时代发展趋势大步向前。定制化、多样化、快速交付等关键词日益被客户市场所提及,而快速切换、精益化、自动化、信息化、智能化等关键词也日益被制造业企业所应用。为解决传统手工生产模式下的冲压线体切换低效问题,本文将介绍一种基于快速切换理念的大型冲压线体集成应用方案,该方案集成了先进的快速换模系统、废料自动处理系统、IFIX 数据采集系统、工业机器人技术、400 吨大型伺服冲压设备、光电感应系统及智能化集中控制系统,前后端分别联接MES 信息化管理系统和WCS 智能化仓储系统,形成了高效的制造应用模式。
客户市场的需求变化是决定企业未来发展方向的重要依据,随着时代的发展与世界文化交流的日益紧密,客户对制造业产品的个性化、多样化、功能维度融合化要求也在逐渐提高,各大设计软件层出不穷,功能日新月异,与之对应的是前端产品的快速更新换代,这就要求制造业企业在生产过程中要随时应对订单变化带来的生产资料切换问题。以冲压加工行业为例,切换过程中主要涉及设备、模具、工艺、材料的切换,而传统的离散型生产模式容易形成孤岛作业,信息无法得到及时流通,不能有效帮助管理者快速决策,生产过程中各种浪费层出不穷,产品质量得不到稳定有效的保障,对于企业的发展极为不利,而传统冲压线体在产品切换时对设备产出影响最大,需作为重点改善方向,影响生产过程中设备稼动率的各项因素占比如图1 所示。
近年来,随着冲压加工行业对MES 系统、快速换模系统、废料自动处理系统、IFIX 数据采集系统、工业机器人技术、大型伺服冲压设备、WCS 仓储系统、光电感应系统及智能化集中控制系统的集成研究不断深入,各大先进软硬件的集成配置越来越全面地出现在新建的冲压线体。大连理工大学齐婉莎等学者对车间布局与生产排产过程中的精益化设计进行了系统地论述,这对于现代化大型冲压线体的集成与建设具有重要参考意义。
凭借着先进技术与精益生产快速切换理念的普及应用,现代化冲压产线实现了生产各项要素的精简融合,减少了外部环境以及人为因素的影响,大大提高了冲压线体产品换型的效率,是解决产品多样化所面临切换低效困境的法宝。
应用背景
基于现状分析,放眼行业未来。目前冲压车间最大的自动线体为:6 台STD-400t 机器人连线,且已满负荷生产,在客户需求多样性增长与设计水平不断提高的背景下,部分新增大零件在现有的冲压线体已无法满足生产,该类零件主要以手工单工序操作,切换速度慢、生产效率低、工序周转次数多、产线人员密集。而厂内目前配置的线体大多应用进口工业机器人,线体信息化软件应用较少,模具切换系统、废料处理系统、信息化集中管理看板等各项配套不健全,制约着公司的车间生产层面智能制造发展。
按照目前公司人工线体的生产成本,配置一条6台设备的人工生产线,双班需投入24 人,以正常作业时间算,双班量产最高2880 件。
⑴生产效率极低,生产过程中需人工提前准备原材料片料,由班组长进行工作量的分配,每台设备切换不同模具产品均需专门的调模师傅逐个进行调试,由于调试师傅有限,因此存在大量外部切换时间,整条人工线每次切换累计需4 小时以上。
⑵劳动强度高,设备工序之间转运由人工进行传递,生产时需手伸进模腔放原材料、取半成品零件,危险性高,属典型的四高岗位。且人工生产存在诸多不确定性,不利于公司发展中的产能保障。
⑶离散型的资源配置,无法发挥其整体应用的最大价值,只有应用快速切换理念,集成各项资源的优势,发挥资源的最大效能,才能促进整体生产效益的提升。因此,结合公司对未来智能制造规划以及各大先进冲压技术的兴起,项目集成快速换模系统、废料自动处理系统、IFIX 数据采集系统、工业机器人技术、400 吨大型伺服冲压设备、光电感应系统及智能化集中控制系统,进一步开发基于快速切换理念的大型冲压线体,其前后端分别链接MES 信息化管理系统和WCS 智能化仓储系统,形成高效的智能冲压生产模式,线体生产模式配置如图2 所示。
智能化集成应用方案设计
精益化、信息化与自动化的融合应用是实现智能化生产的前提。冲压生产线以6 台400t 伺服冲压设备为基石,伺服冲压设备采用左右紧凑型的精益布局方式排列,为消除交叉物流,线体前端靠近原材料库,后端靠近立体仓库,整体实现精益的一个流生产,线体配置了7 台格力工业机器人,每台冲压设备之间和线体前后上下料端各配置1 台工业机器人。线体的生产计划由MES系统直接下发,系统提前进行计划预排,以便原材料与模具的提前准备,减少内部切换时间,模具采用一键切换的自动换模台车,片料站采用一备一用可快速切换,针对不同的零件,工业机器人控制系统提前调试好了动作程序,一切信息准备就绪后,由PLC 集成数字化控制系统进行各大硬件的联动控制。冲裁过程中产生的废料落到设备地基中间的废料传输装置,由地下输送线统一回收到废料站,零件则按照固定节拍下线输出,经装笼打包送入WCS 立体库。整个生产过程采用光电传感器、计数器、红外扫描装置进行数据的采集,由IFIX 系统进行集中处理显示,方便管理者进行远程监控与异常的快速响应处理,基于快速切换理念的智能化冲压线体集成架构如图3 所示。
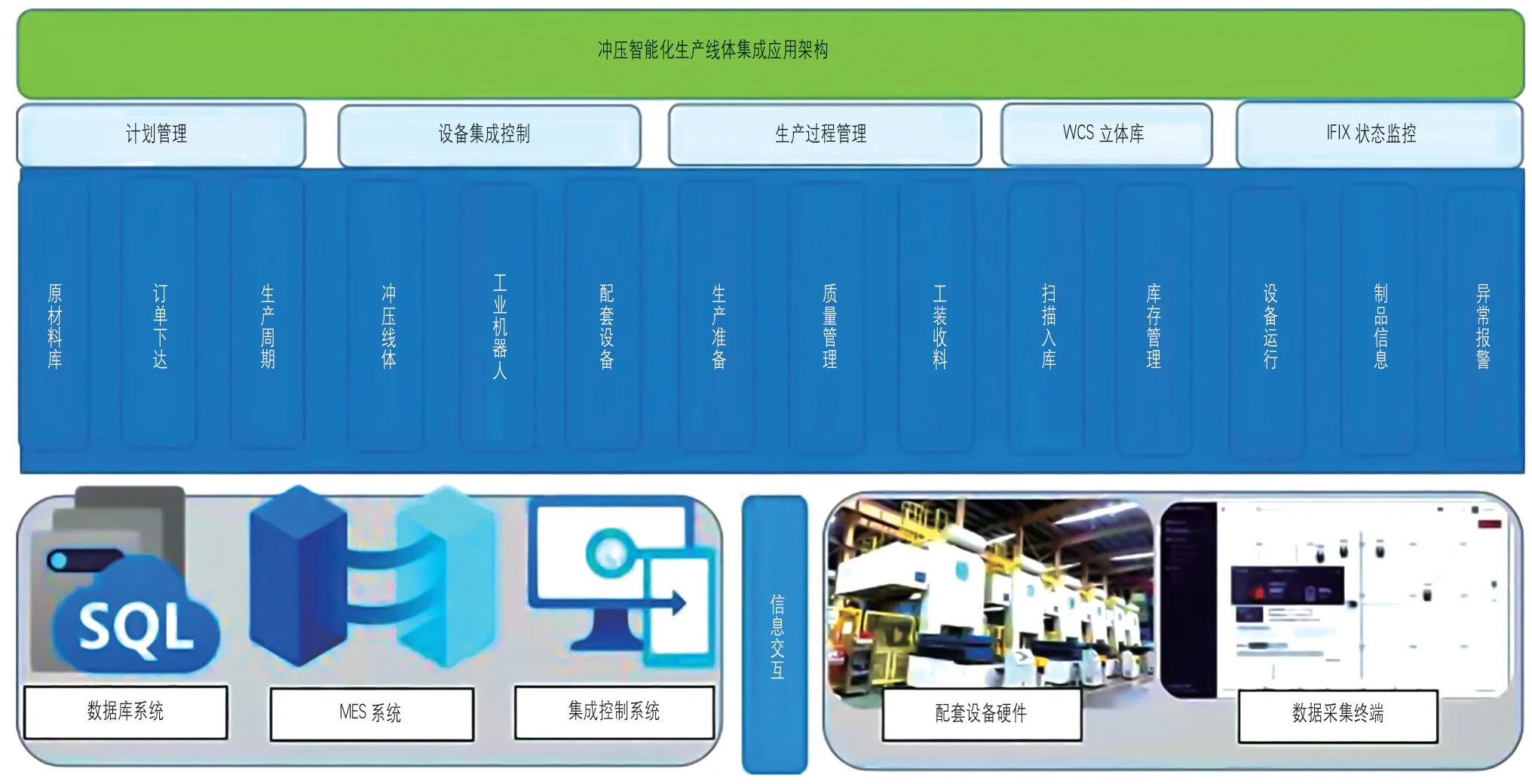
图3 智能化冲压线体集成架构
冲压线体硬件配置
伺服冲压设备的应用
线体集成方案中400t 大型伺服冲床是保障线体高精度运行的基础。伺服压力机作为一种高精度高技术水平的现代化冲压设备,其在多设备联动集成的应用优势显而易见,是实现冲压智能化生产的基础支撑。6 台400t 伺服冲压设备组成的伺服冲压线采用系统集成控制的方式,各设备通过冲压控制信号系统形成连贯的同步动作,通过PLC 控制系统与工业机器人控制系统进行联动,保障钣金零件的顺利传输,同时PLC 系统通过现场总线与IFIX 系统进行信息交互,线体各设备信息及生产状态信息均被实时传输到终端显示页面,大型智能化冲压生产线体如图4 所示。

图4 大型智能化冲压生产线体
伺服压力机的核心技术为伺服电机控制及其整体控制系统,伺服电机与传统步进电机相比,运行过程中能够提供更加精准的转速及位置控制,在驱动技术、节能环保、精确控制等方面均有巨大优势,由伺服马达驱动的压力机,冲压力直接由伺服马达的扭力输出转变而成,低速大扭矩伺服电机和齿轮实现直接驱动,减少了中间传动变速环节,确保传动过程的可靠性和能量转换效率,电机的最大峰值扭矩60000Nm(400rpm),驱动器最大电流3320A、额定功率550kW。伺服压力机的传动部分主要包括:伺服电机、低速轴、高速轴、中间齿轮和齿轮轴、偏心齿轮、连杆、滑块。最关键的伺服电机布置在机架的后侧,布置方式为左右式,以减少冲压过程振动及其他外部因素影响,其双电机结构如图5 所示;高速轴与伺服电机直接连接并和中间齿轮啮合,中间齿轮则安装在中间齿轮轴上,再由中间齿轮轴与偏心齿轮啮合,偏心齿轮安装在低速轴上,连杆大端安装在偏心齿轮上,连杆的小端与冲压部分的滑块连接。
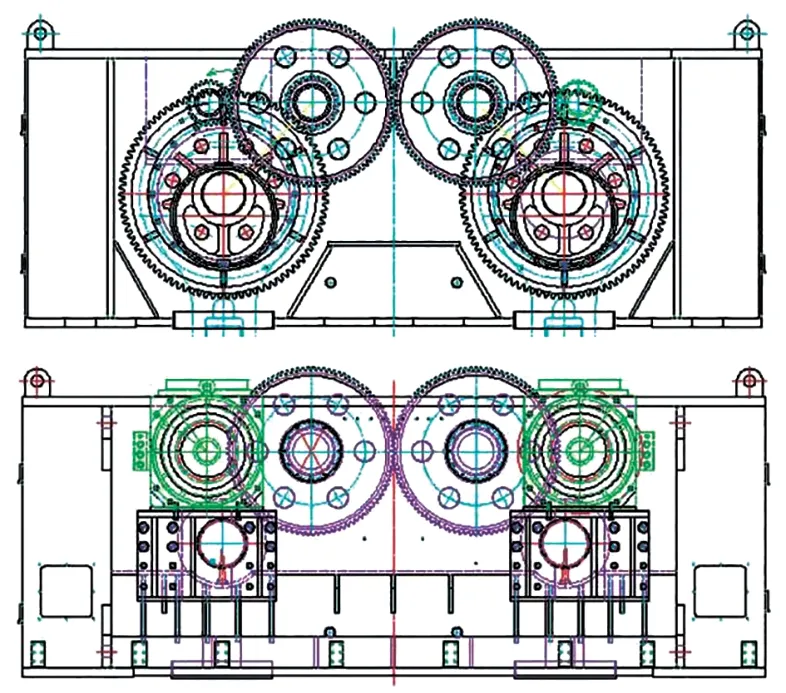
图5 伺服冲压设备双电机结构
伺服电机系统带有运行监测装置,实时监测伺服电机的工作状态,保障异常能及时被发现报警,冲压过程中通过光电感应系统,实时监控零件的生产状况,对异常的零件偏移问题及时进行报警停机,信息推送通知所绑定的技术人员进行处理。
工业机器人的应用
工业机器人的应用,以推动高速高效自动化生产为目标,配合高速伺服冲压设备,实现冲压设备的生产联动。线体搭载格力自主开发的GR系列工业机器人,不同类型零件切换过程中只需要在系统选定对应的动作程序,更新端拾器的挡块与吸盘位置,即可实现线体传递方式的快速切换,最大程度上减少了内部切换工作,提升了设备整体稼动率。基于工业机器人的不同产品的夹具进行通用化设计,且在线边放置,每类零件均提前进行示教调试,当线体硬件准备完毕后,可针对生产需要进行一键切换动作程序,人工只需对动作精度进行检测,对有偏差的动作稍作调整即可,减少了对机器人调试员的技术要求。通过工业机器人实现线体板料的传输供应,板料切换由左右磁力分张台车完成,台车自动开进开出、自动定位,工业机器人片料站如图6 所示,当左右台车板料相同时,拆垛机器人在拆完一个台车料垛后,会自动更换到另一台车,无需中断生产,此种情况适合于单一品种的大批量生产。当上下批次品种不同时,在从一个台车上拆垛时,另一个台车就被开出线外,加装新料垛,不占用正式生产切换时间。上料机器人在拾取片料时,分为吸取、对中两个步骤,以纠正相对位置的偏差,因此,在加装新料垛时,需使用定位装置保证双料垛的相对位置尽量准确,以减少对中时上料机器人的调整量。

图6 工业机器人片料站装置
工业机器人实现了线体伺服冲压设备之间的零件传输定位,是冲压设备之间完美配合的牵线搭桥者,其对于锋利钣金、厚重的钣金件更是无所畏惧。工业机器人集中控制系统通过与PLC 进行连接,可由PLC对信号进行统一调度集中处理,从而实现各配套系统的信号联动,达成高效、高质量保障生产的目标。
废料自动处理系统
线体配置了地下刮板式废料处理系统,废料处理系统实时对生产的废料进行集中传输,无需人工干涉,提高了现场物流周转率与空间利用率,保障了零件的高效冲压生产。
空调钣金零件在生产过程中,避免不了有冲孔、切边等特征结构的落料工序,因此需人工定时对模腔进行废料清理,生产过程中导致设备点停频繁,影响了线体生产效率及产品质量一致性,且在进行冲压生产线规划建设时,需要在冲压设备周边安装换模台车、机器人、供料机等配套生产必需设备,周围再增加废料输送装置,则必然导致线体空间利用率降低,增加了线体切换难度。因此基于快速切换理念,线体在设计方案时充分考虑了废料处理系统的布局、处理方式及对生产线的要求等,力求最大程度减少占地面积、消除废料处理过程对线体生产的影响,在线体地基建设时同步开展了地下废料处理轨道的布置,产生的废料通过地道进行实时运输,不占用地面空间,自动完成废料的清理。
模具快速切换系统
模具快速切换系统可以实现模具一键切换,减少外部等待时间,提高作业效率,其主要包括自动换模台车、自动夹模器、氮气弹簧、光电感应、集成控制系统等装置。在启动模具切换时,各信号指令经过线体终端处理后传输到PLC 集中控制系统,待所有切换条件满足即可实现模具的自动切换。
自动化换模系统是整个方案布局的关键内容之一,考虑到现场的物流运输与压力机的位置,最终将换模台车与设备平行布置,每个换模工位均配置自动化换模台车。模具采用一备一用的方式,人工可在线体生产时提前准备模具,每个模具需经过前后台车工位及里外设备传输工位,共3 个位置状态。不同钣金零件需要切换模具时,集中控制系统发送可以换模的信号到自动换模装置,随即进行模具的自动切换,系统在发出信号时至少要具备以下条件:设备滑块开到下死点位置、设备内上/下模具夹紧器松开、设备滑块返回上死点,在接收到换模完成信号之前,滑块不能进行冲压性运动、压机内模具辊道上升完成,自动化模具切换系统如图7 所示。

图7 线体模具快速切换系统
氮气弹簧是实现自动换模的充分条件之一,模具使用氮气弹簧后,存放时上模重量完全由氮气弹簧支撑,保证上下模之间有足够的间隙,模具在线外准备时即可直接取出,同样在模具生产完毕后,可在线外再将其放入,不占用正式换模时间,实现了内部切换向外部切换的转化。而传统冲压模具上下模之间的四角位置需由人工在模具打开后放入刚性支撑块,由于其刚性结构问题,必须在正式换模时,上下模打开后才能将其取出或放入,整个过程需要在设备停机的状态由人工进行操作。
iFIX 数据采集系统
基于iFIX 工程组态软件,线体各项数据联通交互均在屏幕可视化管理,并运用了微软的一系列工业标准技术,比如COM/DCOM、VBA、ActiveX、OPC控件等,让所有的应用组件都可以无缝集成到一个系统中,并能通过中间接口技术,与MES 系统、PLC 控制器等进行信息交互,耿乙文等学者对一种采用iFIX技术的软件系统与关系数据库通信方式实现进行了相关研究,这对线体信息化管理中iFXI 技术的应用起到了重要指导作用,线体应用的iFXI 过程管理数据库系统如图8 所示,管理者可依据iFIX 的实时监控信息对生产中的问题进行提前预判与干涉,减少线体生产过程中的故障发生,提高线体稳定性。
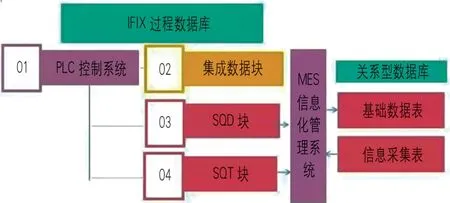
图8 iFIX 过程管理数据库系统
iFIX 软件集中了大批强大的图形化工具,现场能快速直观地建立面向过程的实时窗口,通过这些工具可以生成容易操作和理解的画面,在运行和组态环境之间可快速地完成测试和对画面的修改,同时保持实时报警和数据采集,并通过PLC 数据、光电感应装置进行集中处理反应,实现对生产过程中线体各项参数的监控,以及快速配置生产所需的相关工装、模具、原材料,减少线体的停机等待,实现快速切换。基于iFIX 组态软件的监控系统具有很强的灵活性,可以利用它的拓展模块对系统现有的数据采集和监控状态进行改进,以应对公司订单的战略性调整或周期更替变化,且拓展部分与原有的数据不冲突,可将已有标准化的数据部分备份保留,随时启用。
MES 自动排程系统
面对当前订单复杂、产能有限的生产情况,通过MES 系统准确地进行计划的预排与生产资料的提前准备,是实现线体快速切换的基础保障。
结合现有订单生产模式和资源配置开发家用冲压MES 排程系统,线体的订单由家用空调冲压MES 系统依据相关约束条件和排程逻辑下达到信息控制中心,订单信息包括零件编码、零件数量、原材料编码、原材料规格、模具编码(可跳转到模具位置查询)、图文信息、加工工时等基础信息。李亚凯等学者论述了MES、SOA 和柔性制造技术相协调的生产调度系统,具体分析了复杂订单生产过程中的计划调度问题,并对生产派工到机台的方式与实现进行了表述,为线体的派工问题提供了解决思路,因此,考虑到产品切换等待问题,线体的生产任务采用一备一用,即MES系统同一时间指派了两个订单,前一个订单为在制订单,后一个为预备订单,在制订单完工后,预备订单则自动转为在制订单。
预备订单在3 天内的上传到订单库里面进行择优筛选,其筛选条件则通过对比在制订单的零件编码、原材料编码、模具位置、工装编码等关键信息,周期内同编码零件订单进行合并生产,并通过计数器采集合格零件的下线数量,提醒班组长进行订单区分入库,同时对不同零件编码的订单按照相关性矩阵排布,得出最优预备订单,最大程度减少了生产资料的切换。按照与在制订单同时MES 与WCS 交互模块调度立库下达原材料出库任务及上个订单原材料入库任务,开始进行加工前准备,通过订单交叉运行,减少内部切换时间,减少机床待机,提高设备稼动率,最终实现高效生产。产线信息化终端实时看板如图9 所示。

图9 产线信息化终端实时看板
WCS 智能仓储系统
为做好生产管理的最后一公里,下线零件采用智能立体库仓储系统进行集中周转管理。智能仓储系统由WCS 仓储管理系统与自动化高架库组成,如图10所示,WCS 仓储管理系统具备本立体库自身仓储信息,同时能够获取外协厂对应订单库存情况、物资中心物料库情况以及在制的物料信息,并对接MES 系统对生产订单与库存进行扣减排程,以减少生产过多导致的库存浪费。为消除人工查账与配送周期不足问题,在保障安全库存的同时最大限度发挥车间产能,WCS 仓储管理系统按照总装上线时间对订单进行出库提示,配送人员按照提示进行确认出库即可。

图10 智能化立体仓储架
结束语
面对日益复杂的现代化市场需求发展,制造业需要更加柔性化的生产应用模式来实现订单的快速交付,而基于快速切换理念的大型冲压线体,整合了工厂的优势资源,通过信息化系统、自动化装备的集成应用,形成了高效的冲压生产应用模式,对制造业柔性化冲压产线的建立具有重要参考意义。
猜你喜欢
娃娃乐园·综合智能(2022年12期)2022-11-24
锻造与冲压(2020年8期)2020-04-20
模具制造(2019年7期)2019-09-25
今日农业(2019年11期)2019-08-13
纤维复合材料(2018年4期)2018-02-18
制造技术与机床(2017年10期)2017-11-28
垂钓(2016年9期)2016-10-31
大坝与安全(2016年5期)2016-02-10
世界制造技术与装备市场(2015年6期)2015-02-28
科技传播(2013年22期)2013-10-17