基于放电修锐的粗金刚石砂轮干式镜面磨削技术
2023-11-28 10:46:43鲁艳军关伟锋孙佳劲莫睿伍晓宇
中国机械工程 2023年9期
关键词:表面粗糙度
鲁艳军 关伟锋 孙佳劲 莫睿 伍晓宇
摘要:为解决超硬金刚石砂轮修锐效率较低以及环境友好性等问题,采用干式接触放电修锐(ECD)技术对粗金刚石砂轮进行修锐,获得较高的磨粒出刃,可以实现硬质合金和模具钢等高强高硬材料的高效精密镜面磨削加工。对46#金属结合剂粗金刚石砂轮进行机械修锐和干式ECD修锐,再利用修锐后的粗金刚石砂轮对硬质合金和模具钢进行干式轴向磨削加工,对比分析两种修锐条件下磨削工艺参数对硬质合金干磨削力、磨削表面粗糙度和磨削力比的影响。实验结果表明:硬质合金的干式轴向磨削力及其表面粗糙度随砂轮速度的增大而减小,随进给速度和切削深度的增大而增大;与机械修锐相比,干式ECD修锐能够获得更高的磨粒出刃和更好的表面质量,以及更小的磨削力和磨削力比;硬质合金和模具钢的干磨削表面粗糙度Ra分别可达0.058 μm和0.022 μm。
关键词:粗金刚石砂轮;放电修锐;机械修锐;磨削力;表面粗糙度
中图分类号:TH161.14;TG580.6
DOI:10.3969/j.issn.1004-132X.2023.09.005
Dry Mirror Grinding Technology of Coarse Diamond Grinding Wheel Based
on Electrical Discharge Dressing
LU Yanjun GUAN Weifeng SUN Jiajing MO Rui WU Xiaoyu
Abstract: In order to solve the problems of low efficiency and environmental friendliness of ultra-hard diamond grinding wheels, ECD dressing method was used to dress coarse diamond grinding wheels to obtain high micro grain protrusion to realize efficient and precise mirror grinding of high strength and hard materials such as cemented carbide and die steel. The 46# metal-bonded coarse diamond grinding wheels were dressed by mechanical dressing and dry ECD dressing. The dressed diamond grinding wheels were used to dry axial grind cemented carbide and die steels. The influences of grinding parameters on dry grinding force, ground surface roughness and grinding force ratio of cemented carbide under mechanical and dry ECD grinding conditions were compared and analyzed. The experimental results show that the dry axial grinding forces and surface roughness of cemented carbide decrease with the increase of wheel speed, and increase with the increase of feed speed and cutting depth. Compared with mechanical dressing, the dry ECD dressing may achieve higher micro grain protrusion and better ground surface quality, as well as produce little grinding force and grinding force ratio. The dry ground surface roughness Ra of cemented carbide and die steel are as 0.058 μm and 0.022 μm, respectively.
Key words: coarse diamond grinding wheel; electro-contact discharge(ECD) dressing; mechanical dressing; grinding force; surface roughness
0 引言
硬质合金、光学玻璃、陶瓷、模具钢等高性能材料具有硬度高、强度高、耐磨损和耐腐蚀等优良性能,被广泛应用于机械电子、航空航天、汽车制造、生物医学等领域[1-2]。通常,高强高硬材料的精密磨削加工需要使用细粒度的金刚石砂轮[3]。例如,王紫光等[4]采用磨粒粒径1 μm以下的超细粒度金刚石砂轮实现单晶硅反射镜的高效低损伤超精密加工;ZHANG等[5]采用磨粒粒径7 μm以下的细粒度金刚石砂轮对氮氧化铝陶瓷进行超精密磨削加工,磨削表面粗糙度Sa达到92 nm;ZHANG等[6]采用磨粒粒径5 μm以下的超细粒度金刚石砂轮对TiC颗粒增强钢基复合材料进行精密磨削加工,磨削表面粗糙度Ra达到0.045 μm。但是,细粒度砂轮磨粒较小,极易磨损磨钝,导致砂轮表面容易堵塞,而且需要频繁地对砂轮进行修锐修整,严重影响加工效率[7]。粗粒度砂轮能够获得较大的磨粒出刃高度,在保证磨削质量的前提下可以极大提高磨削加工效率。已有相关研究表明:使用粗粒度砂轮可以实现高硬高强材料的高效精密/超精密加工,甚至可以获得镜面的磨削效果。例如,WU等[8]采用磨粒粒径约205 μm的粗金刚石砂輪实现了碳化钨和BK7光学玻璃的塑性域磨削,表面粗糙度Ra达到20 nm;HE等[9]采用磨粒粒径约350 μm的粗金刚石砂轮实现了淬火钢的塑性域镜面磨削加工;YU等[10]采用磨粒粒径约125 μm的粗金刚石砂轮实现了BK7光学玻璃的高效磨削加工,磨削表面的轮廓误差可以控制在1.5 μm内。然而,关于硬质合金和模具钢等高强高硬材料的干式精密磨削加工方面的研究鲜有报道。
尽管粗粒度砂轮具有良好的磨削性能,但是其修锐修整非常困难,传统的机械修锐修整效率较低,很难使粗粒度砂轮表面的磨粒快速出刃。近年来,出现了许多新的高效率修锐修整方法,如超声振动修锐、激光修锐、在线电解修锐(electrolytic in-process dressing,ELID)、电火花放电修锐(electrical discharge dressing,EDD)以及接触放电修锐(electro-contact discharge dressing,ECD)等[11],但超声波修锐装置结构较复杂,维护成本相对较高[12];激光修锐容易烧蚀金刚石,损坏磨粒微切削刃[13];ELID[14]具有良好的稳定性和可控性,修锐精度和质量较高,装置简单且成本低,但加工过程中需要使用难处理的磨削液,使用一段时间后会出现腐败变质或老化现象[15]。而且,电火花放电修锐[16]和在线电解修锐中使用的磨削液含有大量有害物质,排放处理成本较高。绿色环保的干式接触放电修锐(electro-contact discharge,ECD)[7,17]不需要任何乳化液、切削液或磨削液等媒介,也不需要昂贵的放电间隙控制设备,利用砂轮和电极切屑之间的脉冲放电达到砂轮修锐的目的。因此,采用干式ECD方法可以对粗金刚石砂轮进行高效修锐,实现高性能材料的高效精密磨削加工。
本文采用机械修锐和干式ECD修锐两种方法分别对46#金属结合剂粗金刚石砂轮进行修锐,再利用修锐后的粗金刚石砂轮对YG8硬质合金和模具钢等材料进行干式轴向磨削加工实验,研究磨削工艺参数对硬质合金的干磨削力及其磨削表面质量的影响,对比研究机械修锐和干式ECD修锐对硬质合金的干磨削力和磨削力比的影响,分析不同尺度下硬质合金和模具钢的磨削表面。
1 粗金刚石砂轮的修锐及其干磨削实验
1.1 粗金刚石砂轮修锐实验
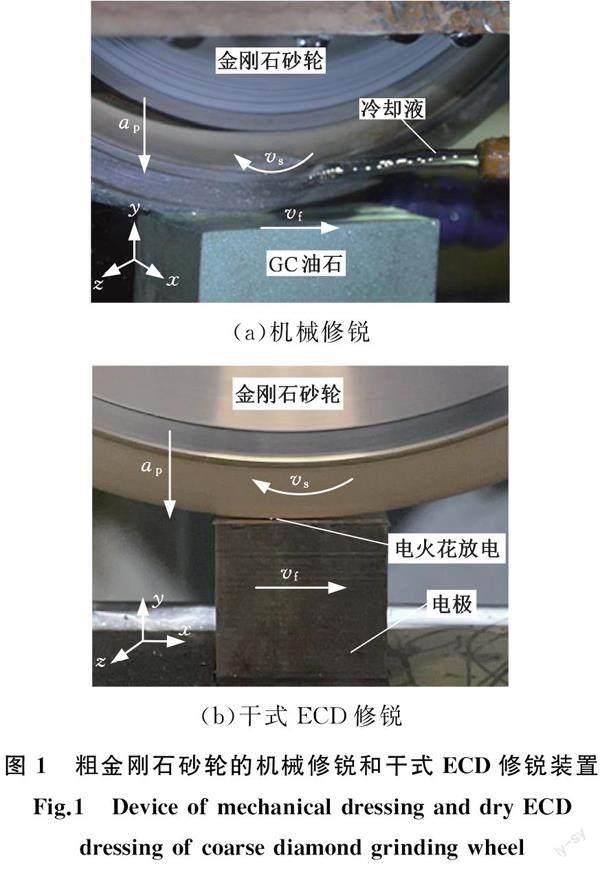
粗金刚石砂轮机械修锐和干式ECD修锐的实验装置图见图1。实验中,采用46#青铜结合剂金刚石砂轮(磨粒理论直径350 μm),在机械修锐和干式ECD修锐中分别使用80#碳化硅(GC)油石和铜电极作为修锐工具。详细的机械修锐和干式ECD修锐条件见表1,表中vs为砂轮速度,vf为进给速度,ap为磨削深度,∑ap为累积磨削深度,E为脉冲电压,f为脉冲频率,dc为占空比。
1.2 干式轴向磨削实验
利用修锐后的粗金刚石砂轮对硬质合金(YG8)进行干式轴向磨削加工实验,对比研究机械修锐和干式ECD修锐对硬质合金干磨削表面质量的影响规律。硬质合金干式轴向磨削实验装置见图2,详细的干式轴向磨削条件见表2。实验中,使用Kistler测力仪(9119AA1)采集磨削力数据信号,通过电荷放大器和数据采集器将力信号传输到计算机上。在硬质合金的干式磨削实验中,研究磨削工艺参数(砂轮速度vs、进给速度vf和磨削深度ap)对干磨削力和磨削表面质量的影响,优化磨削工艺参数。为进一步验证放电修锐后粗金刚石砂轮的干式磨削性能,采用同样工艺方法对三种高强度模具钢(8418、NAK80、S136H)进行干式精密磨削实验。
2 机械和放电修锐后砂轮表面磨粒出刃
由于在砂轮实际修锐过程中无法测量整个砂轮的磨粒出刃高度,且在修锐过程中磨粒可能会出现破损或脱落等现象,故实验中只能选取砂轮表面同一区域位置的几颗磨粒(A、B和C)进行对比分析,将其平均出刃高度值作为砂轮此时修锐状态下的磨粒出刃高度。首先,记录磨粒的原始出刃高度,即未修锐状态的磨粒出刃高度;然后,采用机械修锐法进行修锐,记录此时的磨粒出刃高度;最后,采用干式ECD修锐法进行修锐,记录其磨粒出刃高度。砂轮表面磨粒出刃3D形貌及截面轮廓见图3。检测修锐前砂轮表面磨粒A、B、C的出刃高度分别为63.190 μm、78.981 μm、62.450 μm,得到未修锐砂轮表面磨粒出刃高度为68.207 μm,约为46#磨粒理论直径的19.5%。
检测机械修锐后砂轮表面磨粒A、B、C的出刃高度分别为134.430 μm、142.990 μm、160.526 μm,得到机械修锐后砂轮表面平均磨粒出刃高度为145.982 μm,约为磨粒理论直径的41.7%。与修锐前相比,磨粒出刃高度增加了77.775 μm。
由磨粒出刃3D形貌和截面轮廓可以看出,干式ECD修锐后磨粒周围要比机械修锐表面更加平坦。检测干式ECD修锐后砂轮表面磨粒A、B、C的出刃高度分别为214.903 μm、214.126 μm、207.987 μm,得到干式ECD修锐后砂轮表面磨粒出刃高度为212.339 μm,约为磨粒理论直径的60.7%。与机械修锐相比,磨粒出刃高度增加了66.357 μm。干式ECD修锐后砂轮表面较大的磨粒出刃高度可以产生更大的容屑空间,有利于减少切屑与工件之间的摩擦和划擦,提高磨削表面质量。
图4所示为砂轮表面磨粒出刃形貌。修锐前砂轮表面磨粒几乎被结合剂包裹着,磨粒出刃高度较小,见图4a。机械修锐后砂轮表面结合剂有明显去除,磨粒出刃高度增加,但存在结合剂尾状物,此外,因机械修锐过程中油石磨料与磨粒之间的碰撞,造成金刚石脱落而形成凹坑,见图4b。由图4c可以看到,干式ECD修锐后磨粒周围的结合剂被均匀去除,结合剂尾状物基本消失,结合剂基面较为平坦,磨粒出刃高度明顯增加,说明放电修锐比机械修锐能够产生更大的磨粒出刃高度,与图3结果基本吻合。
3 硬质合金干磨削表面分析
3.1 磨削工艺参数对硬质合金干磨削力的影响
实验中,将采集的磨削力最大值周围峰值点的平均值作为此加工参数下的磨削力,研究磨削工艺参数(砂轮速度vs,进给速度vf和磨削深度ap)对硬质合金干磨削力及其表面质量的影响。
图5所示为磨削工艺参数对硬质合金干磨削力的影响。可以看到,随着砂轮速度vs的增加,三向磨削力(切向磨削力FX、轴向磨削力FY和法向磨削力FZ)逐渐减小,这主要是因为砂轮速度增加时,单位时间内参与切削的有效磨粒数会增加,单颗磨粒切削量减少,导致磨削力减小。随着磨削深度ap的增大,三向磨削力逐渐增大,原因是随着磨削深度ap的增大,单位时间内单颗磨粒的材料切削去除量和切屑厚度随之增大,导致磨削力增大。随着进给速度vf的缓慢增大,材料的去除率增大,导致三向磨削力增大。当砂轮速度vs、磨削深度ap和进给速度vf分别为39.25 m/s、1 mm和10 mm/min时,机械修锐后粗金刚石砂轮干式磨削硬质合金的切向磨削力FX、轴向磨削力FY和法向磨削力FZ均达到一个较小值,分别为3.287 N、3.706 N、8.668 N。当砂轮速度vs=31.40 m/s、磨削深度ap=1 mm、进给速度vf=10 mm/min时,干式ECD修锐后粗金刚石砂轮干式磨削硬质合金产生的切向磨削力达到较小值2.953 N,轴向磨削力和法向磨削力分别达到较小值1.795 N、3.149 N。
对比机械修锐与干式ECD修锐后粗金刚石砂轮干式磨削硬质合金的三向磨削力,发现干式ECD修锐产生的三向磨削力均比机械修锐的三向磨削力小,切向磨削力FX减小4.1%~63.6%,切向磨削力平均减小约40.2%;轴向磨削力FY减小7.5%~80.7%,轴向磨削力平均减小约51.8%;法向磨削力FZ减小17.8%~64.8%,平均减小约39.7%。这主要是因为干式ECD修锐可以产生较大的磨粒出刃高度,使得磨粒之间能够保持更大的容屑空间,减少切屑与工件之间的刮擦和摩擦,保持更加锋锐的磨粒切削刃,致使砂轮的磨削性能更佳。
3.2 磨削工艺参数对硬质合金干磨削表面质量的影响
图6所示为磨削工艺参数对硬质合金干磨削表面粗糙度Ra的影响。磨削表面粗糙度的经验公式[18]如下:
(1)
式中,R1、χ为常量。
由图6与式(1)可以看出,硬质合金干磨削表面粗糙度Ra基本随砂轮速度vs的增加而缓慢减小,随磨削深度ap和进给速度vf的增大而显著增大,实验所得数据结果规律与式(1)所呈现的规律完全相符。对比机械修锐与干式ECD修锐后粗金刚石砂轮干式磨削硬质合金的表面粗糙度值Ra,发现干式ECD修锐产生的Ra均比机械修锐的Ra小,Ra减小16.3%~58.9%,平均减小约31.9%。
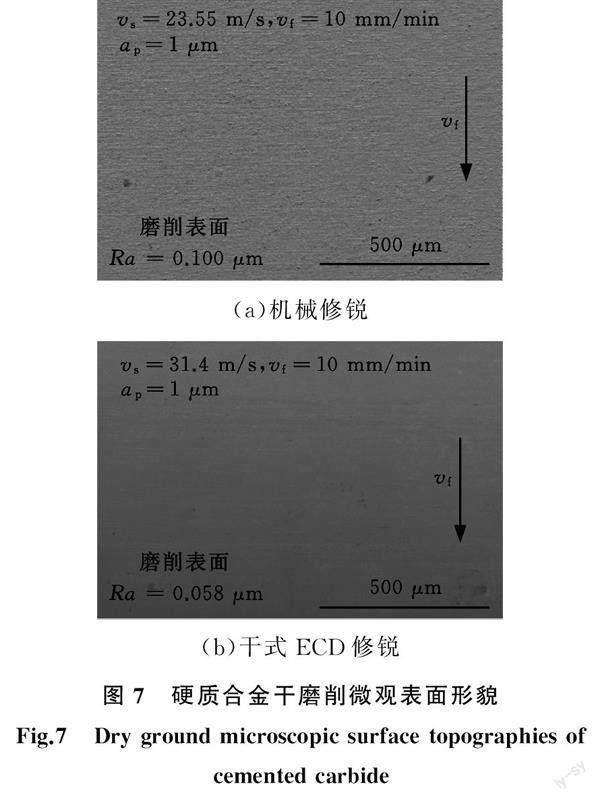
在磨削加工过程中,法向磨削力会对材料的表面与亚表面损伤产生较大影响,切向磨削力则对磨削区能量的消耗与磨削热特性起决定性作用[19-20]。由图5c和图6可以看出,当砂轮速度vs、磨削深度ap和进给速度vf分别为23.55 m/s、1 μm和10 mm/min时,机械修锐达到较佳的表面粗糙度(Ra=0.100 μm)以及较小的法向磨削力(FY=16.009 N)。当砂轮速度vs、磨削深度ap和进给速度vf分别为31.40 m/s、1 μm和10 mm/min时,干式ECD修锐达到较佳的表面粗糙度(Ra=0.058 μm)以及较低的法向磨削力(FY=5.220 N)。与机械修锐相比,干式ECD修锐的粗金刚石砂轮可以使硬质合金干磨削表面粗糙度降低约42%,法向磨削力减小约67%。
图7所示为机械修锐和干式ECD修锐粗金刚石砂轮的硬质合金干磨削表面形貌。由微观表面可以看到,与机械修锐相比,干式ECD修锐可以获得更加光滑的磨削表面,说明干式ECD修锐可以使砂轮获得更好的磨削性能。
4 基于磨削力比的磨削参数优化
磨削力比可以直观反映材料的坚硬程度和磨粒的锋锐程度,材料越硬,磨削力比越大,说明材料可磨削性越低,而对于锋利的磨粒,磨削力比越小,表明砂轮磨削性能越好[21]。因此,根据硬质合金磨削表面质量与磨削力比之间的关系可以对其磨削工艺参数进行优化。磨削力比λ可以定义为法向磨削力与切向磨削力之比[21-22]:
λ=FY/FX(2)
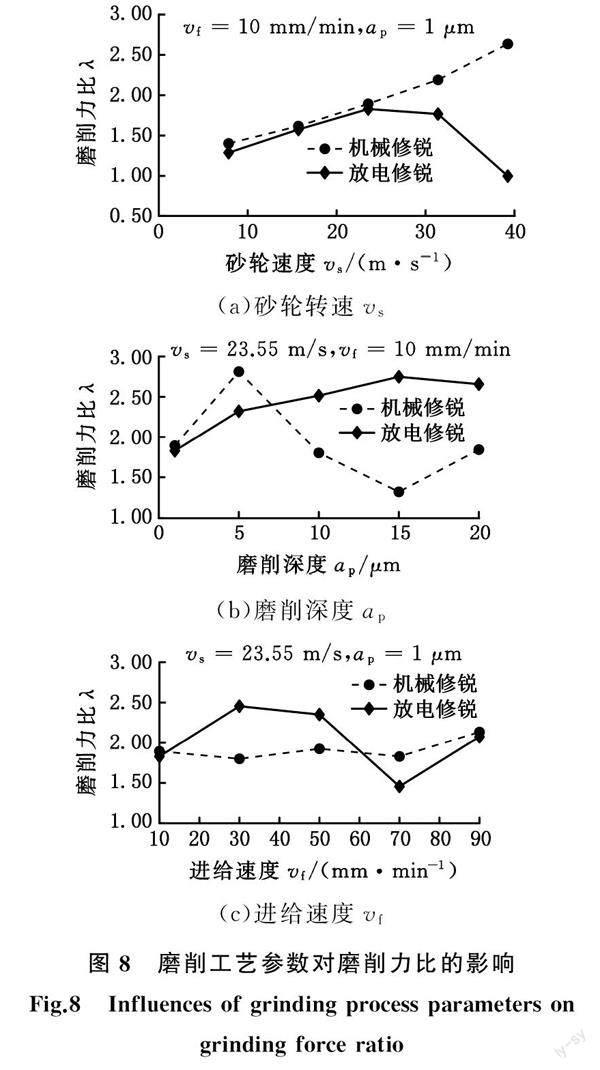
图8所示为磨削工艺参数对硬质合金干磨削的磨削力比的影响。可以看到,机械修锐后粗金刚石砂轮的磨削力比λ为1.319~2.813,干式ECD修锐后粗金刚石砂轮的磨削力比λ为0.998~2.750。随着砂轮速度的增加,干式ECD修锐后粗金刚石砂轮的磨削力比λ均比机械修锐的λ小(图8a),说明干式ECD修锐后粗金刚石砂轮表面的磨粒更加锋锐,砂轮磨削性能更好。当砂轮速度vs为39.25 m/s时,可以获得较小的磨削力比(λ=1.319),且根据图6a,随着砂轮速度vs的增加,硬质合金磨削表面质量得到改善,因此,适当提高砂轮速度可以提高干式ECD修锐后粗金刚石砂轮的磨削性能以及磨削表面质量。
如图8b所示,随着磨削深度ap的增加,机械修锐后粗金刚石砂轮的磨削力比λ呈减小趋势,干式ECD修锐后粗金刚石砂轮的磨削力比λ反而呈增大趋势。磨削力比可以直接反映磨粒的锋利程度,随着磨削深度ap的增大,干式ECD修锐后粗金刚石砂轮磨粒钝化,砂轮磨削性能恶化,而机械修锐后粗金刚石砂轮磨粒变锋利,砂轮磨削性能得到优化。同时,根据图6b,随磨削深度ap的增大,采用干式ECD修锐的粗金刚石砂轮干式磨削硬质合金的表面质量也逐渐恶化。因此,为获得较优越的砂轮磨削性能以及确保较佳的磨削表面质量,干磨削硬质合金时应将磨削深度ap控制在5 μm以内。
如图8c所示,随着进给速度vf的增大,机械修锐后粗金刚石砂轮的磨削力比λ无明显变化,而干式ECD修锐后粗金刚石砂轮的磨削力比λ围绕机械修锐上下波动,当进给速度低于10 mm/min或高于70 mm/min时,干式ECD修锐产生的磨削力比λ反而比机械修锐的λ小。但是,根据图6c结果,随着进给速度vf的增大,硬质合金磨削表面质量逐渐恶化。因此综合考虑,为获得较锋锐的磨粒,提高砂轮磨削性能以及确保较佳的磨削表面质量,需要选择较低的进给速度(10 mm/min左右)。
綜上所述,为获得较优的砂轮磨削性能,干式ECD修锐后的粗金刚石砂轮速度应控制在23.55~39.25 m/s,磨削深度和进给速度应分别控制在5 μm和10 mm/min以内。
5 硬质合金和模具钢干磨削表面
5.1 硬质合金干磨削宏观表面
图9为硬质合金干磨削宏观表面照片,此时的磨削工艺参数为:砂轮速度23.55 m/s,磨削深度1 μm,进给速度10 mm/min。从干磨削宏观表面可以看到,采用干式ECD修锐的粗金刚石砂轮对硬质合金表面进行干磨削可以获得类似镜面的宏观表面,这是因为干式ECD修锐能够改善砂轮的磨削性能,可以获得较大的磨粒出刃,产生较大的容屑空间,有效减小了磨削过程的磨削力,减少了切屑与已加工表面之间的划擦,从而获得了高质量的加工表面。
5.2 模具钢干磨削表面
为进一步验证干式ECD修锐及粗金刚石砂轮干式磨削的有效性,将干式ECD修锐后的粗金刚石砂轮对三种模具钢(8418、NAK80和S136H)进行干式磨削加工。图10所示为三种模具钢干磨削的微观和宏观表面,可以看到其宏观表面均能达到类似镜面的效果。选取的磨削工艺参数如下:砂轮速度vs=23.55 m/s,磨削深度ap=5 μm,进给速度vf=10 mm/min,此时,三种模具钢的干磨削表面粗糙度分别为0.022 μm、0.030 μm和0.027 μm。
6 结论
(1)与机械修锐相比,干式ECD修锐可以产生更大的磨粒出刃高度,46#粗金刚石砂轮的磨粒出刃高度约为212.339 μm,使得砂轮表面的磨粒之间存在更大的容屑空间,能有效减少切屑对磨削表面的损伤,获得更佳的磨削表面。
(2)当砂轮速度、磨削深度和进给速度分别为31.40 m/s、1 μm和10 mm/min时,采用干式ECD修锐的粗金刚石砂轮通过干式轴向磨削硬质合金可以达到类似镜面的效果,表面粗糙度Ra为0.058 μm。与机械修锐相比,其表面粗糙度值降低约42%。
(3)相比机械修锐,干式ECD修锐的粗金刚石砂轮能使硬质合金表面的切向磨削力、轴向磨削力和法向磨削力分別减小约40.2%、51.8%和39.7%。
(4) 对于三种模具钢(8418、NAK80和S136H),采用干式ECD修锐的粗金刚石砂轮均可以获得类似镜面的宏观表面,其干磨削表面粗糙度分别为0.022 μm、0.030 μm和0.027 μm。
参考文献:
[1] YOU K, YAN G, LUO X, et al. Advances in Laser Assisted Machining of Hard and Brittle Materials[J]. Journal of Manufacturing Processes, 2020, 58:677-692.
[2]SHARMA A, KALSIA M, UPPAL A S, et al. Machining of Hard and Brittle Materials:a Comprehensive Review[J].Materials Today:Proceedings, 2022,50(5):1048-1052.
[3]WEBSTER J, TRICARD M.Innovations in Abrasive Products for Precision Grinding[J].CIRP Annals, 2004, 53(2):597-617.
[4]王紫光, 康仁科, 周平, 等. 单晶硅反射镜的超精密磨削工艺[J].光学精密工程, 2019, 27(5):1087-1095.
WANG Ziguang, KANG Renke, ZHOU Ping, et al. Ultra-precision Grinding of Monocrystalline Silicon Reflector[J].Optics and Precision Engineering, 2019, 27(5):1087-1095.
[5]ZHANG C, GUO B, ZHAO Q, et al. Ultra-precision Grinding of AlON Ceramics:Surface Finish and Mechanisms[J].Journal of the European Ceramic Society, 2019, 39(13):3668-3676.
[6]ZHANG Z, YAO P, WANG J, et al. Analytical Modeling of Surface Roughness in Precision Grinding of Particle Reinforced Metal Matrix Composites Considering Nanomechanical Response of Material[J].International Journal of Mechanical Sciences, 2019, 157/158:243-253.
[7]LU Y J, XIE J, SI X H. Study on Micro-topographical Removals of Diamond Grain and Metal Bond in Dry Electro-contact Discharge Dressing of Coarse Diamond Grinding Wheel[J].International Journal of Machine Tools and Manufacture, 2015, 88:118-130.
[8]WU M, GUO B, ZHAO Q, et al. Precision grinding of a Microstructured Surface on Hard and Brittle Materials by a Microstructured Coarse-grained Diamond Grinding Wheel[J]. Ceramics International, 2018, 44(7):8026-8034.
[9]HE Q, XIE J, LU K, et al. Study on In-air Electro-contact Discharge(ECD) Truncating of Coarse Diamond Grinding Wheel for the Dry Smooth Grinding of Hardened Steel[J]. Journal of Materials Processing Technology, 2020, 276:116402.
[10]YU S, ZHU J, YAO P, et al. Profile Error Compensation in Precision Grinding of Ellipsoid Optical Surface[J]. Chinese Journal of Aeronautics, 2021, 34(4):115-123.
[11]DENG H, XU Z. Dressing Methods of Superabrasive Grinding Wheels:a Review[J].Journal of Manufacturing Processes, 2019, 45:46-69.
[12]YANG Z, ZHANG S, ZHANG Z, et al. Experimental Research on Laser-ultrasonic Vibration Synergic Dressing of Diamond Wheel[J].Journal of Materials Processing Technology, 2019, 269:182-189.
[13]DENG H, XU Z. Laser Dressing of Arc-shaped Resin-bonded Diamond Grinding Wheels[J].Journal of Materials Processing Technology, 2021, 288:116884.
[14]KUAI J, ZHANG H. Research on Generation and Polishing Mechanisms of Nano Grain α-Fe2O3 in Precision Electrolytic in Process Dressing(ELID) Grinding[J]. Procedia Manufacturing, 2019, 37:425-430.
[15]伍俏平, 王煜, 瞿为, 等. 在线电解修整磨削液研究现状及其展望[J]. 中国机械工程, 2017, 28(9):1118-1125.
WU Qiaoping, WANG Yu, QU Wei, et al. Research Status and Perspectives of ELID Grinding Fluid[J].China Mechanical Engineering, 2017, 28(9):1118-1125.
[16]WANG X, YING B, LIU W. EDM Dressing of Fine Grain Super Abrasive Grinding Wheel[J].Journal of Materials Processing Technology, 1996, 62(4):299-302.
[17]鲁艳军. 金刚石砂轮微尖端的ECD修锐修整及其微磨削应用研究[D]. 广州:华南理工大学, 2015.
LU Yanjun. Study on ECD Dressing and Truing of Diamond Grinding Wheel Tip and Its Micro Grinding Application[D]. Guangzhou:South China University of Technology, 2015.
[18]马廉洁, 巩亚东, 顾立晨, 等. 可加工微晶玻璃陶瓷磨削表面成形机制[J]. 机械工程学报, 2017, 53(15):201-207.
MA Lianjie, GONG Yadong, GU Lichen, et al. Mechanism of Surface Forming in Grinding Machinable Glass Ceramics[J]. Journal of Mechanical Engineering, 2017, 53(15):201-207.
[19]谢桂芝, 尚振涛, 盛晓敏, 等. 工程陶瓷高速深磨磨削力模型的研究[J]. 机械工程学报, 2011, 47(11):169-176.
XIE Guizhi, SHANG Zhentao, SHENG Xiaomin, et al. Grinding Force Modeling for High-speed Deep Grinding of Engineering Ceramics[J]. Journal of Mechanical Engineering, 2011, 47(11):169-176.
[20]ZHAO H H, CAI G Q, JIN T. Investigation of Surface Temperature in High-efficiency Deep Grinding[J].Chinese Journal of Mechanical Engineering, 2005, 18(4):559-561.
[21]LIANG Z Q, WANG X B, WU Y B, et al. An Investigation on Wear Mechanism of Resin-bonded Diamond Wheel in Elliptical Ultrasonic Assisted Grinding(EUAG) of Monocrystal Sapphire[J]. Journal of Materials Processing Technology, 2012, 212(4):868-876.
[22]LI Z C, LIN B, XU Y S, et al.Experimental Studies on Grinding Forces and Force Ratio of the Unsteady-state Grinding Technique[J]. Journal of Materials Processing Technology, 2002, 129(1):76-80.
[23]吴玉厚, 王浩, 李颂华, 等. HIPSN陶瓷磨削力与温度的实验研究[J]. 人工晶体学报, 2019, 48(8):1527-1533.
WU Yuhou, WANG Hao, LI Songhua, et al. Experimental Study on Grinding Force and Temperature of HIPSN Ceramics[J]. Journal of Synthetic Crystals, 2019, 48(8):1527-1533.
(编辑 陈 勇)
作者简介:
鲁艳军,男,1987年生,助理教授、博士。研究方向为硬脆材料的精密微细磨削加工及砂轮放电修锐修整。E-mail:luyanjun@szu.edu.cn。
收稿日期:2022-01-10
基金項目:广东省自然科学基金青年提升项目(2023A1515030249);国家自然科学基金(51805334);深圳市国际科技合作项目(GJHZ20190822091805371)
猜你喜欢
哈尔滨理工大学学报(2016年6期)2017-02-21 20:39:17
哈尔滨理工大学学报(2016年6期)2017-02-21 17:17:33
农机使用与维修(2017年1期)2017-02-07 14:56:52
中国新技术新产品(2017年1期)2017-01-20 17:37:01
中国科技博览(2016年24期)2016-12-28 22:48:44
科技视界(2016年26期)2016-12-17 15:52:31
中国科技博览(2016年22期)2016-11-01 12:59:31
山东工业技术(2016年17期)2016-09-23 16:18:14
中国科技博览(2016年4期)2016-04-25 07:47:08
湖南大学学报·自然科学版(2015年8期)2015-09-06 14:54:35