
焊接热输入对S420ML钢焊接接头组织及断裂韧性的影响
2023-11-28 09:55黄乐庆韩承良狄国标王彦锋
上海金属 2023年6期
周 昶 黄乐庆 韩承良 狄国标 王彦锋
(1.首钢集团有限公司 技术研究院,北京 100043;2.首钢京唐钢铁联合有限责任公司 制造部,河北 唐山 063000)
随着钢结构朝大型化方向发展,构件所受载荷以及力的传递更加复杂,钢结构的失效断裂将是面临的突出问题[1],因此科学评价材料的韧性具有重要意义。表征材料的韧性指标包括冲击韧性、无塑性转变温度落锤试验(nil-ductility transition(NDT)temperature)、落锤撕裂试验(drop-weight tear test,DWTT)、裂纹尖端张开位移(crack tip opening displacement,CTOD)及脆性裂纹止裂韧性(Kca)等,其中夏比冲击试验被广泛应用。然而,随着材料厚度的增加,采用小尺寸试样的冲击吸收能量表征韧性显示出了局限性。采用全厚度试样的CTOD 试验,一方面可以模拟材料的实际服役状态,同时测定的CTOD 值可以用于断裂力学的理论计算并进行结构安全分析,因此有必要对要求高服役安全性的钢结构用钢板的CTOD性能进行评价。
焊接是钢结构连接的重要方式之一,相较于钢板母材,焊接接头的力学性能会出现不同程度的降低[2],因此开展焊接工艺对焊接接头断裂韧性的影响具有重要意义。同时,热影响区的粗晶区(coarse grained heat affected zone,CGHAZ)及临界区交界处(sub-critical heat-affected zone/inter-critical heataffected zone,SCHAZ/ICHAZ)均是力学性能较低的区域[3],有必要对其断裂韧性开展针对性研究。本文以欧标S420ML钢板(属于热机械轧制可焊接细晶粒结构钢)为研究对象,开展了不同焊接工艺对钢板焊接接头典型位置组织转变及断裂韧性的影响,以期获得更为客观的钢板服役性能评价,同时制定更合理规范的焊接工艺。
1 试验材料及方案
1.1 试验材料
试验材料选择欧标S420ML 钢板,化学成分如表1 所示。

表1 S420ML钢板的化学成分Table 1 Chemical composition of the S420ML steel plate
1.2 试验方案
依据钢的成分特点和性能要求,设计的轧制工艺为:加热温度1 200 ℃,在炉时间300 min以上;采用两阶段轧制工艺,终轧厚度为80 mm,轧后采用UFC +ACC联动冷却,钢板堆冷24 h以上。
将钢板沿横向加工成φ6 mm×70 mm的热模拟试样,在Gleeble-2000 热模拟试验机上将试样以10 ℃/s的速率从室温升至1 300 ℃,保温90 s,然后以10 ℃/s的速率从1 300 ℃冷却至900 ℃,保温60 s后再以5 ~2 500 s的t8/5(800 ~500 ℃的冷却时间)冷却,并测定以不同速率冷却的钢板的相变点及硬度。
对热机械控制轧制(thermomechanical control process,TMCP)态钢板进行横向拉伸试验、纵向冲击试验及金相检验;同时对钢板进行不同焊接方式和热输入的焊接试验,具体焊接工艺参数如表2 所示,焊接道次示意图如图1 所示,其中药芯焊丝电弧焊(flux cored arc welding,FCAW)焊丝型号为GFE-81K2,埋弧焊(submerged arc welding,SAW)焊丝型号为OK Autrod 13.27。焊接热输入分别为7、35 和50 kJ/cm,其中药芯焊丝电弧焊采用热输入为7 kJ/cm,埋弧焊采用35 和50 kJ/cm;同时对热输入为35 kJ/cm的焊接接头试样进行580 ℃×4 h 的消除应力处理。对母材及焊接接头的粗晶区(CGHAZ)、亚过渡热影响区和过渡热影响区的交界处(SCHAZ/ICHAZ)进行-10 ℃的CTOD试验,焊缝金属、熔合线、熔合线+2 mm 及熔合线+5 mm 位置进行-40 ℃冲击试验,并对焊接接头进行硬度及金相检验。

图1 焊接道次示意图Fig.1 Sketch maps of welding passes

表2 焊接工艺参数Table 2 Parameters of welding process
CTOD试验试样的加工制备、疲劳裂纹的预制、试验过程按照BS 7448:Part I—1991《确定金属材料KIC、临界CTOD 和J 积分的方法》和BS EN ISO 15653—2018《金属材料焊缝的准静态断裂韧性测定试验方法》的要求进行。采用MTS 311-1 000 kN型电液伺服材料试验机在室温下预制疲劳裂纹,疲劳载荷加载方式为正弦波,加载频率为6 Hz,最大载荷Fmax为120 kN,加载应力比R为0.1;在WYE-1 000 kN型自动压力试验机上进行低温CTOD试验,通过向试样箱加液氮的控温方式,将温度降至-10 ℃,保温15 min以上,并依据BS EN ISO 15653—2018计算试样的CTOD特征值。
2 试验结果
2.1 焊接连续冷却转变图的建立
热模拟技术是研究焊接热输入对热影响区组织影响的重要手段。通过焊接热模拟试验建立的S420ML 钢的焊接CCT(continuous cooling transformation)图如图2 所示。可以发现,当t8/5从5 s延长至2 500 s时,焊接接头组织依次转变为马氏体、马氏体+贝氏体、贝氏体、铁素体+贝氏体、铁素体+珠光体+贝氏体混合组织,其硬度从285 HV10 逐渐降至185 HV10,该钢CCT 图的建立为其焊接工艺的制定提供了理论指导和依据。

图2 S420ML钢的焊接CCT图Fig.2 Welding CCT diagram of S420ML steel
2.2 母材组织及性能分析
钢板母材1/4 厚度处显微组织如图3 所示,为针状铁素体+粒状贝氏体复相组织,且M-A岛尺寸较小。母材力学性能及CTOD 试验结果如表3 所示。从表3 可见:母材的屈服强度为454 MPa,抗拉强度为570 MPa,断后伸长率为26.5%;-60 ℃冲击吸收能量高于290 J,钢板的韧脆转变温度低于-60 ℃,具有较好的低温冲击韧性;-10 ℃试验CTOD 特征值平均为1.68 mm,表明母材具有较好的断裂韧性。

图3 母材显微组织Fig.3 Microstructure of the base metal

表3 母材力学性能Table 3 Mechanical property of the base metal
2.3 焊接工艺对焊接接头组织转变及性能的影响
不同焊接热输入下焊接接头典型位置的组织形貌如图4 所示。随着热输入从7 kJ/cm 增加至50 kJ/cm,接头粗晶区组织类型从马氏体转变为板条贝氏体+粒状贝氏体再转变为先共析铁素体+粒状贝氏体;接头不完全正火区组织为针状铁素体和粒状贝氏体以及碳化物,碳化物沿原奥氏体晶界和针状铁素体界面析出,随着热输入从7 kJ/cm增加至50 kJ/cm,针状铁素体宽度增大,并出现多边形铁素体,同时碳化物尺寸增大。

图4 焊接热输入对焊接接头组织的影响Fig.4 Effect of heat input on microstructure of the welded joints
不同焊接热输入下焊接接头的硬度分布如图5 所示。随着焊接热输入的增加,熔合线位置的硬度从248 HV10 降至207 HV10,热影响区宽度增大,且焊接软化程度提高,热影响区最低硬度从204 HV10 降至183 HV10;上述焊接接头硬度的差异是不同热输入下焊接接头组织不同所致。

图5 焊接热输入对焊接接头硬度的影响Fig.5 Effect of heat input on hardness of the welded joint
母材及不同工艺焊接的接头典型位置的CTOD结果如图6 及图7 所示。可以看出:母材CTOD特征值(平均值1.68 mm)明显大于焊接接头CTOD特征值(平均值0.78 mm);随着焊接热输入从7 kJ/cm 增加至50 kJ/cm,热影响区粗晶区和临界区CTOD 特征值先升高后降低,热输入为35 kJ/cm时热影响区CTOD特征值出现峰值;焊接接头断裂韧性较差的区域为焊接热影响区粗晶区。

图6 焊接热输入对焊接接头CTOD值的影响Fig.6 Effect of heat input on CTOD value of the welded joints

图7 焊后热处理对焊接接头显微组织的影响Fig.7 Effect of post-welding heat treatment on microstructure of the welded joints
热输入为35 kJ/cm的焊接接头试样消除应力处理前后的显微组织及断裂韧性分别如图7和图8 所示。可见经580 ℃消除应力处理后,焊缝、粗晶区以及临界区组织中M-A 岛发生明显分解;粗晶区(CGHAZ)及临界区交界处(SCHAZ/ICHAZ)的CTOD 特征值均升高,可见消除应力处理有利于焊接接头断裂韧性的提升。

图8 焊后热处理对焊接接头CTOD值的影响Fig.8 Effect of post-welding heat treatment on CTOD value of the welded joints
3 分析与讨论
裂纹尖端张开位移(CTOD)是指裂纹承受张开型载荷后原始裂纹尖端两表面张开的相对距离[3],用以衡量材料抵抗宏观裂纹失稳扩展的性能,也是材料抵抗脆性失效的韧性参量。为了更直观地表征母材与焊接接头CTOD 性能的差异,对母材及不同焊接热输入的粗晶区CTOD试验所得典型载荷F-位移V 曲线进行分析,结果如图9(a)所示,三点弯曲发生预制疲劳裂纹失稳扩展时,其最大载荷及缺口张开位移的塑性分量如图9(b)所示。可以发现,不同状态下裂纹失稳扩展时最大载荷差异相对较小,而缺口张开位移的塑性分量与CTOD 特征值的相关性更明显,因此断裂韧性也是表征材料阻止裂纹扩展能力的重要指标。而母材与不同焊接热输入条件下CTOD 值的差异与其组织转变密切相关。
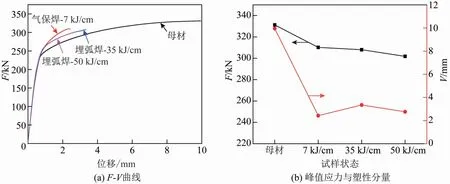
图9 不同焊接热输入下CTOD试验曲线Fig.9 Curves of CTOD test at different heat inputs
本文根据稻垣道夫等[4]建立的经验公式计算t8/5:
式中:K为焊接能量系数,取0.345;E为焊接热输入;n 为焊接能量指数,电弧焊取1.5,埋弧焊取0.95;β为接头系数,对接焊缝取1;T0为被焊件的初始温度,取125 ℃;T 为冷却区间特征温度,取600 ℃;δ为板厚,取80 mm;δ0为板厚补偿项,取13;α 为板厚修正系数,取3.5。计算得到热输入为7 kJ/cm电弧焊和35、50 kJ/cm埋弧焊的t8/5分别为1.8、44 及62 s。因此,随着焊接热输入的增加,焊缝冷却速度降低。
根据焊接CCT图以及焊接热输入与t8/5之间的关系,热输入为7 kJ/cm 的热影响区组织为马氏体,热输入为35 kJ/cm的热影响区组织为板条贝氏体+粒状贝氏体,热输入为50 kJ/cm的热影响区组织为铁素体+贝氏体。焊接CCT 图的组织转变结果与实际焊接接头的CGHAZ 组织转变有较好的一致性,随着焊接热输入的增加,焊缝热影响区的冷却速率降低,其组织转变为马氏体→板条贝氏体→粒状贝氏体→铁素体;同时,由图5可知,在低热输入下热影响区粗晶区的马氏体硬度较高,断裂韧性较差;随着焊接热输入的增加,热影响区在高温停留时间延长,原奥氏体晶粒尺寸逐渐增大,同时冷却速率降低,组织转变为板条贝氏体、粒状贝氏体和先共析铁素体,板条贝氏体较粒状贝氏体的亚结构更复杂,有利于阻止裂纹的扩展,而且粒状贝氏体内部的M-A岛是脆性裂纹源[5],不利于断裂韧性控制。因此,随着焊接热输入的增加,热影响区粗晶区CTOD 特征值先升高后降低,在35 kJ/cm热输入下断裂韧性最佳。
焊接接头热影响区临界区温度在Ac1与Ac3之间,因此其组织发生了部分奥氏体逆转变。奥氏体形核质点位于原奥氏体晶界、粒状贝氏体内部的M-A岛以及针状铁素体的界面[6-8],逆转变奥氏体为面心立方结构,相比体心立方结构,元素的固溶度明显提高,从而出现C 及合金元素的富集,在冷却过程中可能转变为M-A 岛或碳化物;同时,随着焊接热输入的增加,热影响区在高温区停留时间延长,导致热影响区宽度增加,而且组织有长大的趋势。从组织类型看,亚过渡热影响区和过渡热影响区的交界处组织为针状铁素体和粒状贝氏体以及碳化物,随着焊接热输入的增加,奥氏体逆转变更充分,因此碳化物的尺寸增大,未发生逆转变的组织经高温回火后,针状铁素体发生合并,其形貌转变为多边形,且尺寸逐渐增大。综上,在7 kJ/cm 热输入下焊接接头过热区由于冷却速率较快而形成马氏体,亚过热区为高温回火粒状贝氏体和针状铁素体以及碳化物,马氏体和碳化物强度均较高,不利于断裂韧性控制;随着热输入的增加,过热区组织转变为贝氏体,有利于断裂韧性控制,亚过热区碳化物尺寸增大,针状铁素体进一步转变为块状铁素体,该组织转变不利于断裂韧性控制。因此,随着焊接热输入的增加,临界区的断裂韧性先升高后降低。
对比母材与焊接接头的CTOD特征值可以发现,母材断裂韧性明显高于焊接接头。母材经过控轧控冷的针状铁素体+粒状贝氏体组织明显优于热影响区组织,因此实际钢结构焊缝是影响安全的决定性因素,在焊接工艺设计及施工过程中需重点控制。
经焊后热处理的焊接接头断裂韧性明显改善,与王东坡等[9]的研究结果一致,他们从组织转变、析出相、位错密度以及消应力的角度揭示了断裂韧性的影响机制。同时,也可从能量的角度阐释焊后热处理对接头断裂韧性的影响,三点弯曲试验的F-V曲线面积可以作为疲劳裂纹扩展所需的扩展功,焊接热应力可提高材料的内能,从而降低失稳扩展所需的能量。而焊后热处理消除了材料内应力,降低了内能,裂纹失稳扩展需要更高的能量,即更好的断裂韧性和更高的CTOD特征值。
4 结论
(1)随着焊接热输入的增加,焊缝金属CTOD特征值逐渐升高,热影响区CTOD 特征值先升高后降低;焊接接头断裂韧性的薄弱区域为热影响区粗晶区。
(2)随着焊接热输入的增加,焊缝在高温区停留时间延长以及冷却速率降低,粗晶区组织从马氏体转变为板条贝氏体和粒状贝氏体,亚过渡热影响区奥氏体逆转变的碳化物尺寸增大,未逆转变的针状铁素体经高温回火后转变为块状铁素体。
(3)焊接热影响区的断裂韧性低于母材,焊后消除应力处理有利于改善焊接接头的断裂韧性。
猜你喜欢
山东冶金(2022年2期)2022-08-08
科学与信息化(2021年13期)2021-12-24
铝加工(2020年6期)2020-12-20
中国海上油气(2019年5期)2019-10-24
科技风(2019年15期)2019-10-21
含能材料(2017年1期)2017-05-07
河北工业大学学报(2016年6期)2016-04-16
焊接(2016年7期)2016-02-27
山东冶金(2015年5期)2015-12-10
上海金属(2015年6期)2015-11-29
