
T91/T92 钢与不锈钢焊接接头硬度偏高的原因及热处理工艺优化
2023-11-28 09:55陈俊峰
上海金属 2023年6期
陈俊峰 魏 伏 尹 锋
(东方电气集团东方锅炉股份有限公司,四川 自贡 643000)
近年来,保护环境已成为大型发电设备制造企业一项重要且迫切的战略任务,大容量、高参数、低耗煤、超净排放已成为火力发电机组发展的必然趋势。更高温度与压力的锅炉机组对材料性能提出了更高要求,而高温高压运行条件下的材料要求具有良好的高温强度和优异的抗氧化性能[1-2]。目前同种钢的焊接和热处理工艺已经相对成熟,但异种钢的焊接和热处理仍存在一些问题。
T91/T92钢与不锈钢焊接接头是某公司超(超)临界锅炉机组“三大管屏”(高温过热器、屏式过热器、高温再热器)的常见设计结构,“三大管屏”进出口端均存在同类焊缝,主要以T91/T92、SA-213TP347H、SA-213TP347HFG、SUPER304H以及HR3C钢为主,根据不同部位的设计、运行温度和压力的不同采用不同材质组合,其典型的设计结构如图1所示。

图1 某1 000 MW工程高温过热器材料分界图Fig.1 Material boundary diagram of high-temperature superheater in a 1 000 MW project
硬度指标能够反映材料弹性、塑性、强度、韧性及磨损抗力,硬度检测也被广泛应用于无损状态下材料、焊缝和焊缝热影响区的质量监督,DL/T 438—2016《火力发电厂金属技术监督规程》中规定T91/T92 钢侧热影响区硬度应控制在180 ~270 HBW[3]。在超(超)临界锅炉运行过程中,“三大管屏” T91/T92 钢与不锈钢焊接接头T91/T92 钢侧热影响区出现了硬度偏高和失效开裂的质量问题。经检验发现,异种钢接头T91/T92 钢侧热影响区起裂于焊缝覆盖层熔合线粗晶区,裂纹从外壁萌生,沿垂直于壁厚方向向内壁呈阶梯状扩展,裂纹两侧有少量短小的沿晶裂纹[4](图2)。“三大管屏”异种钢焊接接头的硬度试验结果如表1 所示,对比发现部分硬度高于DL/T 438—2016 的规定值,尤其是高温再热器异种钢接头的硬度偏高。

表1 异种钢焊接接头硬度Table 1 Hardness of the welded dissimilar steel joints

图2 某电厂开裂的高温再热器异种钢焊接接头焊口Fig.2 Cracked crater of the welded dissimilar steel joint in high-temperature reheater of a power plant
本文主要从焊接电流、焊后热处理温度及热处理设备三方面,对热丝TIG 焊T91/T92 钢与不锈钢接头T91/T92 钢侧热影响区硬度偏高的原因进行了分析和试验验证,提出了相应对策。
1 试验材料
试验选择SA-213T91 钢代表T91/T92 钢材质进行异种钢焊接试验,SA-213T91 钢是在9Cr1Mo钢的基础上适当降低碳含量,添加微量V等元素进行合金化,同时严格控制S、P含量得到的改进型马氏体耐热钢[5];SA-213TP347HFG(18Cr-12Ni-Nb)是一种新型18-8 奥氏体不锈钢,具有较高的高温持久强度和良好的抗氧化性能[6],两种钢的化学成分和力学性能如表2所示。
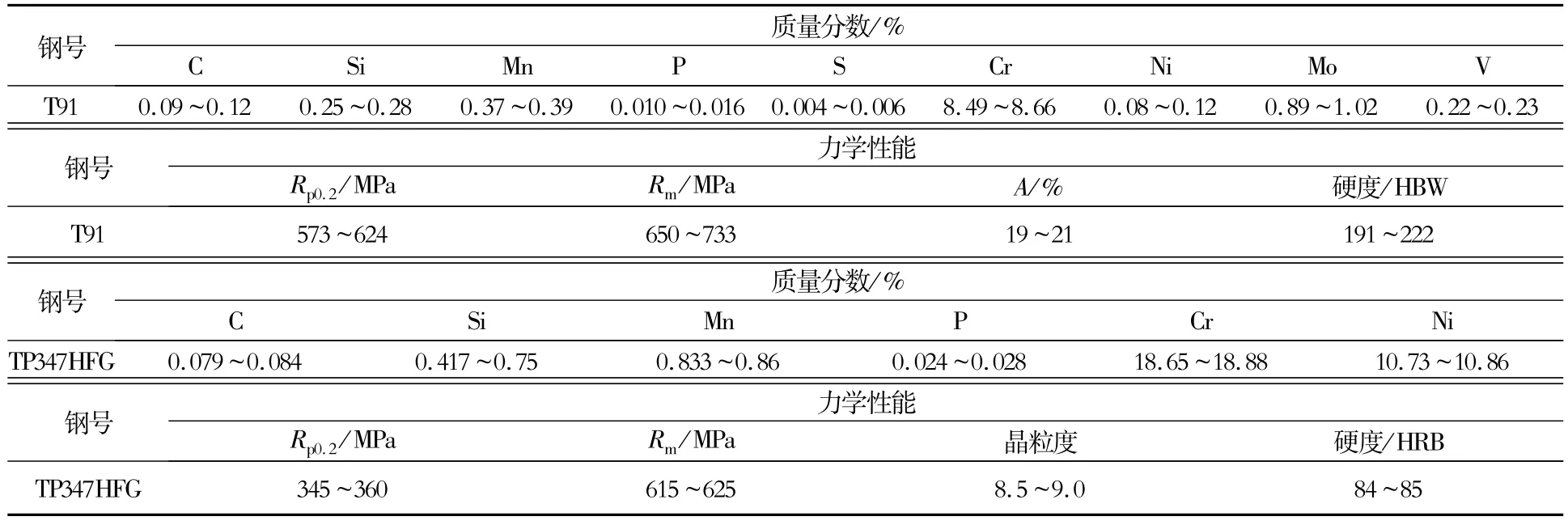
表2 母材的化学成分和力学性能Table 2 Chemical compositions and mechanical properties of the base metals
2 试验结果
2.1 焊接电流对焊接接头硬度的影响
采用热丝TIG 焊工艺,车床加工U 型坡口,采用符合ASME 锅炉及压力容器规范II 卷C 篇《焊条、焊丝及填充金属》的AWS A5.14 ErNiCr-3焊丝,焊接电流设定为100 ~140、140 ~180、180 ~220、220 ~260、260 ~300 A 共5 档,每档电流下制备3 个焊接接头,经X射线探伤检测合格后在(760 ±10)℃保温1.5 h 后冷却(台车炉整体热处理)。将T91 钢侧热影响区附近等分3 个点检测硬度,每个点测3 次取平均值,结果如图3所示。可见焊接电流对焊接接头硬度有一定的影响,但硬度仍满足标准要求。

图3 焊接电流对焊接接头硬度的影响Fig.3 Influence of welding current on hardness of the welded joints
2.2 焊后热处理温度对焊接接头硬度的影响
采用台车炉整体热处理以保证温度均匀性,焊接工艺参数如表3 所示。试样焊后经X射线探伤检测合格后,分别在685、700、715、730、745、760 ℃保温1 h,硬度检测结果如图4 所示。可以看出,经不同温度焊后热处理后,T91 钢侧热影响区硬度变化较大,在730 ℃以下热处理的3 组试样硬度均偏高,730 ℃以上热处理的异种钢焊接接头T91 钢侧热影响区硬度为210 ~250 HBW,满足标准要求。

表3 焊接工艺参数Table 3 Welding process parameters
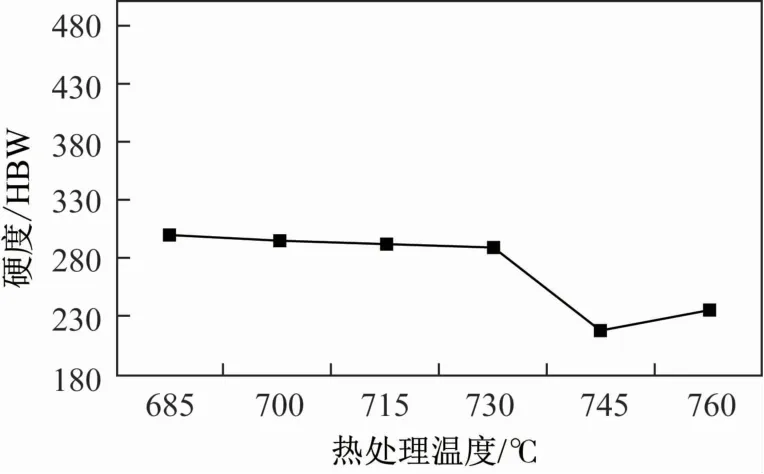
图4 焊后热处理温度对接头T91 钢侧热影响区硬度的影响Fig.4 Effect of post-welding heat treatment temperature on hardness of heat-affected zone of T91 steel side in the joint
2.3 热处理设备对焊接接头硬度的影响
2.3.1 台车炉整体热处理
根据2.2 节分析,采用合适的焊后热处理温度,焊接接头硬度能满足标准要求。在产品实际生产中,采用台车式燃气炉能够达到所需的热处理温度,但处于奥氏体不锈钢的敏化温度区,接头的耐蚀性能降低,同时奥氏体不锈钢母材中过多的δ铁素体会造成σ 相脆化[7],从而降低母材的使用寿命。因此为了避免对不锈钢母材的不利影响,超(超)临界“三大管屏”焊后热处理通常采用局部热处理方法。
2.3.2 履带式电热器局部焊后热处理
对不超过2 根管圈的异种钢接头焊口采用履带式电热器进行局部热处理。经调查发现,局部热处理的接头硬度均偏高,因此对履带式电热器进行温度均匀性测试。在焊缝中心及两侧对称宽度布置测温热电偶,控温热电偶布置在电热器中心并与电加热器一一对应,电热器外采用硅酸铝纤维毯进行保温,试验测量了加热片宽度中心距离边缘两侧均分点位的实际温度,装炉示意图如图5(a)所示,履带式电热器温度均匀性测试曲线如图5(b)所示。可见履带式电热器中心与边缘温差较大,达到了230 ℃,仅宽度中心两侧各约25 mm范围内温度能够达到(760±10)℃的要求。
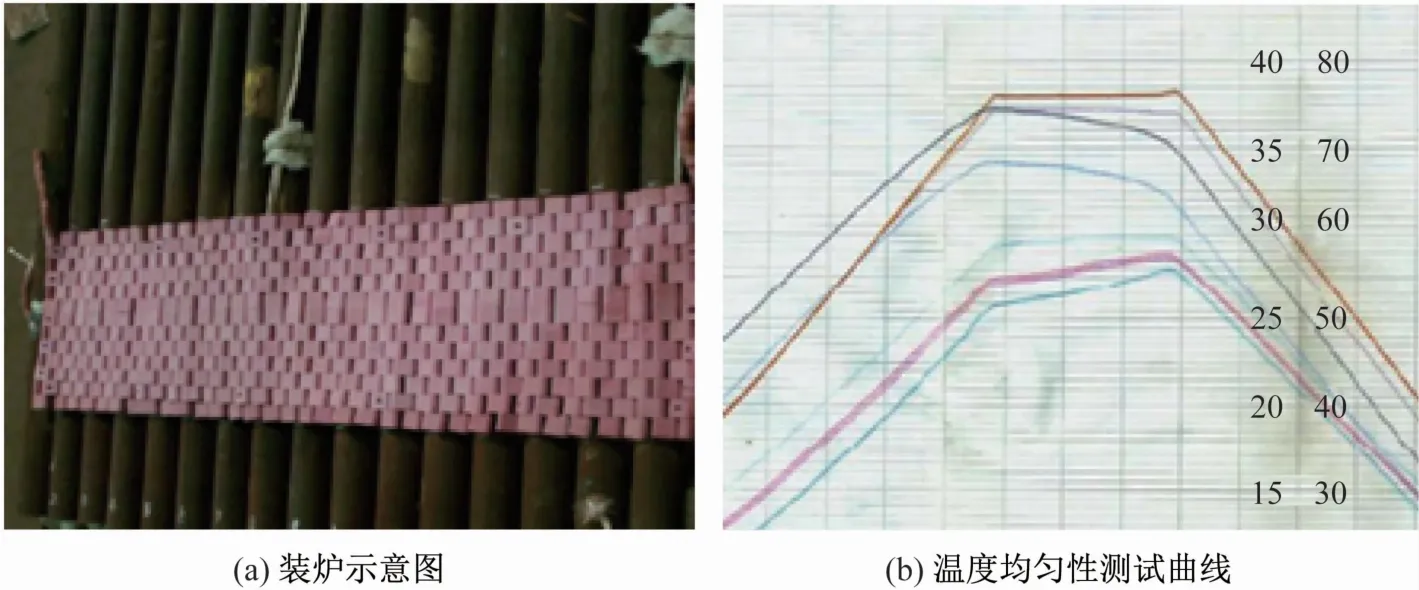
图5 履带式电热器局部热处理温度均匀性测试Fig.5 Temperature uniformity test for local heat treating by a crawler-type heater
履带式电热器焊后局部热处理的有效加热宽度约50 mm,根据坡口及熔合情况产品焊缝宽度约10 mm,因此T91 钢与TP347HFG 钢接头T91 钢侧热影响区硬度仍偏高,可能与产品的制造偏差有关。由于焊接、弯管等工序(先焊接后弯制)的累计误差,在“三大管屏”产品进口端或出口端异种钢焊口排列发生位移,不在同一水平线上,如图6 所示。因此,该异种钢焊口排列发生位移、履带式电热器局部热处理的有效加热范围较小,是造成接头T91 钢侧热影响区硬度偏高的主要原因。

图6 焊缝不在同一水平线上的管屏Fig.6 Tube screen with welds not on the same horizontal line
2.3.3 新型马弗炉局部热处理
对现有热处理设备进行优化。新型马弗炉局部热处理温度均匀性测试过程和曲线如图7 所示。可以看出,新型马弗炉有效加热宽度约220 mm,可完全覆盖不在同一水平线上的焊缝,保证热处理效果。

图7 新型马弗炉局部热处理温度均匀性测试Fig.7 Temperature uniformity test for local heat treatment in a new type of muffle furnace
2.4 焊后热处理温度对焊接接头显微组织的影响
在相同的焊接工艺参数条件下,未经焊后热处理和焊后在550、650、750 ℃分别保温1.5 h 的T91 钢与TP347HFG钢接头T91 钢侧粗晶区的显微组织如图8 所示[8]。从图8(a)可以看出,未经焊后热处理的焊接接头T91 钢侧热影响区硬度在380 HBW 以上,显微组织为板条马氏体,粗晶区晶粒度为3 ~4 级,束状形貌特征明显,浮凸显著,束内板条边界稍模糊。从图8(b)可以看出,550 ℃左右焊后热处理的接头T91 钢侧热影响区硬度在350 HBW 以上,显微组织为回火马氏体,板条马氏体位向清晰,但有明显的碳化物析出。从图8(c)可以看出,650 ℃左右焊后热处理的接头T91 钢侧热影响区硬度为350 HBW左右,显微组织为回火马氏体,碳化物大量弥散析出,由于碳化物沿板条界定向分布,组织仍有较明显的板条马氏体位向。从图8(d)可以看出,750 ℃左右焊后热处理的接头T91 钢侧热影响区硬度在320 HBW以下,显微组织为回火马氏体,碳化物大量弥散析出,组织仍有较明显的板条位向。综上,T91 钢与TP347HFG 钢焊接接头的显微组织、硬度与热处理温度有对应关系[9],在750 ℃左右焊后热处理的接头硬度满足标准要求。
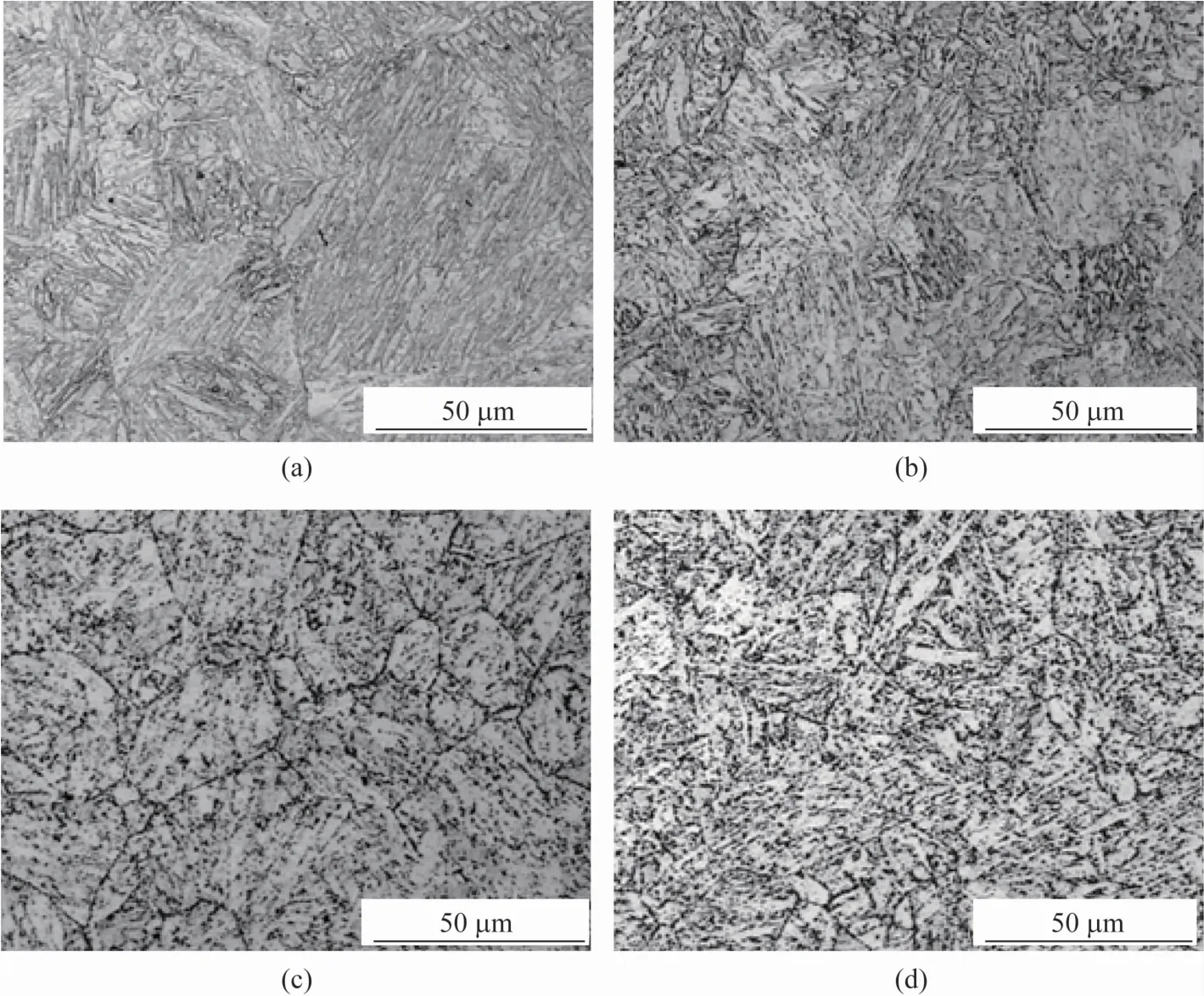
图8 未经焊后热处理(a)和在550(b)、650(c)、750 ℃(d)保温1.5 h焊后热处理的异种钢接头T91 钢侧粗晶区的显微组织Fig.8 Microstructures in the coarse-grain zone of T91 steel side of the dissimilar steel joints without postwelding heat treatment(a)and after post-welding heat treatment at 550(b),650(c),750 ℃(d)for 1.5 h
3 分析与讨论
焊接电流对焊接接头的硬度影响较小。因此,只要选择合适的焊后热处理温度,并确保焊接接头受热均匀,T91 钢侧热影响区硬度能满足标准要求。
焊后热处理温度低于730 ℃,接头T91 钢侧热影响区硬度偏高。但焊后热处理温度过高,有发生相变的可能,还会导致碳化物粗化,对接头的高温性能不利。因此,焊后热处理温度宜为730 ~770 ℃。焊后热处理温度偏低造成接头硬度偏高的主要原因是碳化物析出不充分,无弥散强化效果,而且马氏体板条内高密度位错运动受阻[10],导致硬度偏高,这从经不同温度焊后热处理的接头T91 钢侧热影响区显微组织也可以得到验证。
台车炉整体热处理和新型马弗炉局部热处理都可以有效保证焊后热处理效果。但相比整体热处理,新型马弗炉局部热处理的有效加热区仍比较有限。整体热处理虽然对不锈钢母材的耐蚀性能有一定影响,但在锅炉产品的实际运行中不存在腐蚀介质,整体热处理不会对产品质量造成影响,在马弗炉局部热处理不能保证热处理效果的情况下可以选用。
4 结论
(1)在(760 ±10)℃保温1.5 h 的焊后热处理条件下,热丝TIG 焊焊接电流对T91/T92 钢与不锈钢焊接接头T91 钢侧热影响区硬度的影响较小。
(2)焊后热处理温度对T91/T92 钢与不锈钢焊接接头T91 钢侧热影响区硬度的影响较大,在730 ~770 ℃焊后热处理,T91 钢侧热影响区硬度均满足标准要求。
(3)采用履带式电热器局部热处理的有效加热范围较小,不能解决异种钢焊口排列发生位移的问题,新型马弗炉局部热处理的有效加热宽度为220 mm,能够保证焊后热处理效果。
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24
模具制造(2019年10期)2020-01-06
山东冶金(2019年1期)2019-03-30
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年8期)2017-11-27
动画大王(漫画行)(2016年7期)2016-07-30
动画大王(漫画行)(2016年5期)2016-07-29
动画大王(漫画行)(2016年4期)2016-07-29
动画大王(漫画行)(2016年1期)2016-07-29
焊接(2016年2期)2016-02-27
