输入整形技术在柔性系统中的设计与实现*
2023-11-27 11:13陈艳黄国辉葛鹏遥
企业科技与发展 2023年9期
陈艳,黄国辉,葛鹏遥
(深圳众为兴技术股份有限公司,广东 深圳 515100)
0 引言
工业机器人具有体积小、精度高、灵活性强等特点,被广泛应用于3C 电子(计算机、通信、消费电子产品)、LED(发光二极管)、机械密封点胶、装配、搬运及上下料等行业。机器人本体主要由连杆、减速机、同步带、电机等传动元件组成,由于关节结构紧凑、刚度有限,所以关节柔性结构无法避免,可能会造成机器人在高速启停阶段产生柔性震动,速度越高,系统残留震荡越大[1]。由于要求传动系和末端器具有高灵活性,当机器人正在高速或高加速度下运动时,尽量避免产生残余振动,因为振动大可能会引起机器人与工件之间的碰撞,导致控制对象不能到达预定的目标位置,机器人无法进行下一个任务,而且残余振动的叠加会使生产率降低。为消除震动带来的影响,研究人员进行了大量的研究工作。零振动输入整形器被引入工业机器人的应用中,用于削弱机器人末端震动,并在许多实例中得到验证[2]。赵志刚等[3]提出一种最优控制与改性型负输入整形相结合的方法抑制机器人的单轴震动。还有一种双模态ZV(零振动)输入整形和双模态EI(极不灵敏)输入整形算法,也被用于抑制机器人末端震动,减少负载振荡,并且可以用于抑制多体系统的残余振动[4]。此外,张铁等[5]提出一种自适应控制方案,通过系统额外的极点和模型中添加的零点对闭环的频率响应进行整形,提高整形器应对设备固有参数突变的鲁棒性。在工业机器人的实际应用中,主要采用跟踪控制的方法提高控制系统的精度[6]。零相位跟踪控制是一种前馈控制器,该方法需要结合系统零极点和相位抵消,消除闭环系统的相位差。此外,该方法对实际系统模型的依赖性较大,需要有合适的方法辨识系统模型,还需要消除系统的扰动和不确定性,并且抗干扰能力和鲁棒性有待提高[7-8]。为了在不改变机械结构的情况下抑制残余振动,需要采用先进的控制技术解决这一难题。输入整形是最有发展前景的振动抑制技术,该技术易于使用且对建模错误具有鲁棒性,使设计的系统可以适应固有频率和阻尼比的变化,大大减少柔性系统的残余振动。输入整形滤波技术的研究始于抑制阻尼较小的伺服系统震动模态的残余震荡,该技术可以有效提高系统的动力学性能,减小震动带来的影响。整形技术的难题在于滤波的同时需要保证系统速度和轮廓精度。本文提出了一种适用于柔性系统的输入整形滤波器,在传统输入整形的基础上,充分考虑时间的延时对系统的影响。
1 输入整形滤波器设计
1.1 建模
输入整形(Input Shaping)本质上是一种开环的控制方法和前馈控制方式,不需要配备额外的反馈测量装置,通过对控制信号整形,减小震动。对系统特性求解设计,得到不同幅值和时滞的脉冲序列,将输入信号与脉冲序列进行卷积,得到新的信号控制系统。输入整形结构图如图1所示。

图1 输入整形结构图
输入整形原理框架图如图2 所示,A1 时刻给系统一个脉冲信号,激发系统震动响应;A2时刻再给一个脉冲信号,激发另外一个震动响应;2 个震动响应幅值大小相同,方向相反,叠加后可相互抵消,在A2时刻后达到消除震动的效果。
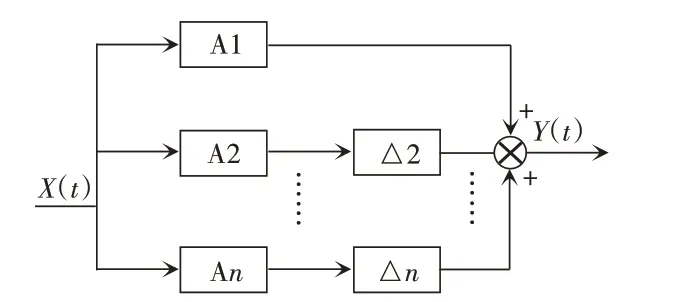
图2 输入整形原理框架图
输入整形器的关键在于计算每个脉冲信号幅值及其对应时滞。n个脉冲输入整形器数学式表示为
其中:Ai为第i个脉冲幅值;ti为第i个脉冲时滞。
以二阶系统为例,根据输入整形特点,将整形脉冲放在控制对象之前,可计算出二阶系统传递函数的单位脉冲响应函数为各响应叠加,计算公式为
振动响应公式推导为
进一步推导出3个脉冲以上的响应,公式为
系统残留振荡百分比为
输入整形器设计的目标就是在脉冲序列作用结束后,消除各脉冲信号产生的震动叠加,根据不同的约束条件,可设计出不同的输入整形器。
1.2 ZV输入整形器
ZV 输入整形器的表达式最简单,只包含2 个脉冲。为缩短整形时间,第一个脉冲在0 时刻,2 个脉冲幅值总和为1。增加约束条件是为了使整形时间最短且系统响应不超调,可约定为
针对二阶系统,设计ZV 输入整形器的函数表达式为
将约束条件带入系统残留振荡函数,求解出
时滞时间分别为
1.3 ZVD输入整形器
ZVD 输入整形器即为零振荡、零导数整形器。模型参数不准时,ZV整形器无法有效对消系统零点,考虑微分方程约束,为系统配置多重零点,多增加1 路脉冲;为提高整形器的鲁棒性,对方程式进行约束,为系统配置多重零点。对3 个脉冲输入整形,计算出脉冲系列为
1.4 ZVDD输入整形器
ZVDD 为零振动二阶微分输入整形器,能获得更高的鲁棒性,该输入整形包含4个脉冲,固有频率一阶导数、二阶导数均为0,为达到整形前后系统输出稳态值不变,幅值满足归一化条件,计算出脉冲系列:
对于有精确模型、参数确定的系统,3 种输入整形技术都能较好地抑制系统残留振动,但由于实际系统建模存在一定的误差,因此只有具有一定鲁棒性能的输入整形才能在实际工程中得到较好的应用。对比ZVD 和ZVDD,ZVDD 鲁棒性较好;对比整形器的作用时间,ZVDD 系统响应至少会延迟1.5 个振动周期,在一定程度上影响了机构末端的定位速度。结合实际工程应用,ZVD 在工业机器人残留振动抑制中具有明显的优势。
在实际应用中,如何正确测试出输入整形的固有频率也是测试本文系统的重点。可通过以下2种方法测得系统的震动频率:一是在机器人末端安装弹片,大臂在固定2 个位置之间往复运动,2 个位置分别增加较长时间的延时,当相机拍摄到电机到位后,计算弹片摆动频率,得到机器人末端震动频率;二是采用运动测试法得到震动频率,不需要通过外部辅助设备,直接采用伺服调试软件采集波形即可,即系统运动到指令位置后,会有类似正弦波的残留震动,通过波形计算测试得到系统的固有频率。
阻尼比的测试计算方法是通过得到的残留震动的正弦波、波峰幅值求取指数,得到:
2 输入整形器在工业机器人系统中的实现
为验证输入整形在工业机器人中的有效性,采用“AR 系列Scara 水平四关节机器人+四轴驱控一体”测试平台进行验证。Scara 机器人具有运行速度快、循环时间短、传动精度高等特点,为保证机器人高速、平稳地工作,末端振动抑制功能成为水平关节机器人应用的必备功能。四轴驱控一体将伺服驱动、运动控制技术、机器人视觉技术结合,驱动部分采用1 个DSP 芯片控制4 个轴,本系统采用TI 德州仪器半导体公司生产的高性能浮点微控制器DSP28346,主频达300 MHz,所用电机为“多摩川”电机,编码器为17 位绝对式编码器。“Scara 机器人+驱控一体”测试平台如图3所示。

图3 “Scara机器人+驱控一体”测试平台
Scara 机器人所用的电机为“多摩川”400 W 电机,极对数为4,编码器为17 位多圈绝对式编码器。通过机器人上位机软件控制,Scara 机器人整机运行过程中不打开ZVD 输入整形,利用伺服调试软件,采集大臂X 轴的给定位置与实际位置波形。在到达目标位置的时刻,采集到的位置给定与位置反馈波形(无整形)如图4所示(横坐标为时间t,单位为min;纵坐标为电机实际位置P,单位为Hz)。

图4 位置给定与位置反馈波形(无整形)
伺服软件中增加输入整形算法,通过伺服上位机软件打开输入整形的同时,设定输入整形频率及阻尼系数,开启输入整形。整机运行,同样采集大臂X轴位置给定与实际位置波形(打开整形),如图5所示(横坐标为时间t,单位为min;纵坐标为电机实际位置P,单位为Hz)。
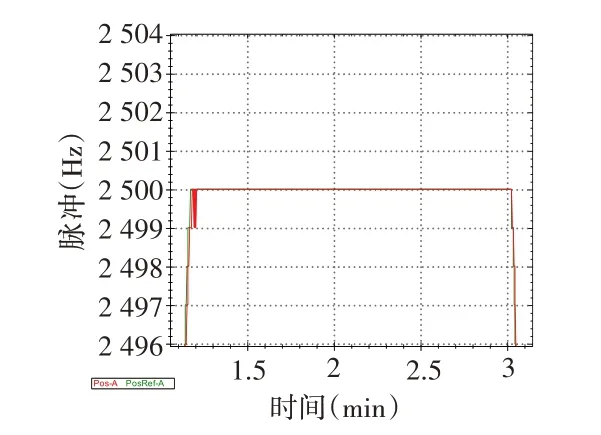
图5 位置给定与位置反馈波形(打开整形)
从图4 和图5 可看出,输入整形在未打开的情况下,伺服电机实际到位后末端发生抖动,导致速度给定、速度反馈、电流给定、电流反馈波形也发生震动;打开输入整形功能后,位置反馈末端抖动消除,速度给定、速度反馈、电流给定、电流反馈波形波动也同时减小。对比速度曲线,由于输入整形时滞的存在,相同条件下,开启输入整形后,加速过程中电机最大速度低于未开启前的速度,此时可适当在控制器端提高系统的加减速,减小时滞。
3 结论
本文介绍3种常见的输入整形器的设计方法,总结了每种整形器的适用场合。以四轴Scara 工业机器人为研究对象,提出适合柔性系统的输入整形器。从实验结果看,ZVD 输入整形器对工业机器人系统振动抑制具有显著效果;加入输入整形技术后,系统停止阶段的残留震荡明显得到改善,减少了机器人响应的等待时间;同时,速度和电流波动也有明显改善,到位时间缩短,为进一步研究提高伺服高速启停阶段的性能奠定了基础。系统残留震荡的改善明显缩短了Scara 工业机器人运行的节拍,提高了实际生产效率,具有明显的经济效益。
猜你喜欢
科学大众(2020年12期)2020-08-13
农业机械学报(2020年2期)2020-03-09
中华建设(2019年7期)2019-08-27
水电站设计(2018年1期)2018-04-12
中国公路(2017年18期)2018-01-23
电子制作(2017年7期)2017-06-05
项目管理技术(2016年12期)2016-06-15
西南交通大学学报(2016年6期)2016-05-04
电测与仪表(2016年15期)2016-04-12
电源技术(2015年5期)2015-08-22