
轨道车辆复杂承载焊接结构的抗疲劳设计
2023-11-22 13:09:38谢素明范文杰牛春亮周晓坤
大连交通大学学报 2023年5期
谢素明 ,范文杰 ,牛春亮,2 ,周晓坤,3
(1. 大连交通大学 机车车辆工程学院,辽宁 大连 116028;2. 大连海洋大学 机械与动力工程学院,辽宁 大连 116023;3. 中车齐齐哈尔车辆有限公司,黑龙江 齐齐哈尔 161002)
焊接作为轨道车辆复杂承载部件主要连接方式,优点众多,但其疲劳裂纹问题一直困扰着轨道车辆运行安全。面对当今轨道车辆高速和重载的发展方向,如何保证复杂且多样承载焊接接头良好的疲劳性能是承载焊接结构设计亟须解决的难题。
试验数据证明,焊接接头疲劳独具特征:平均应力对疲劳影响甚微;几何形状不同的焊接接头S-N曲线具有一致的斜率;母材材料强度对焊接接头S-N曲线数据没有影响;固定的疲劳破坏模式[1]。
当前工业标准如AAR[2]、BS 7608[3]、IIW[4]以及其他行业标准[5-7]等在焊接接头疲劳评估方面,发挥了重要的作用,但也一直存在两个局限性问题难以解决:一是网格敏感性,采用有限元法分析时难以描述精确的名义应力值;二是对号入座难,工程结构中很难找到与实验室一致的焊接接头形式[8]。针对这种局限性,美国ASME标准中的结构应力法给出了解决方案,采用网格不敏感的结构应力法,计算任意空间焊缝的应力集中,然后用一条主S-N曲线的数学模型,相对准确地评估焊缝的疲劳寿命。
本文利用标准中焊接接头疲劳试验数据,开展焊缝余高、被焊接部件坡度、承载方向及焊缝熔透对焊接接头应力的影响分析,讨论影响焊接接头抗疲劳能力的因素。依据BS EN 13749:2011[9]规定的载荷,对某货车焊接构架进行抗疲劳设计研究,提出承载焊接结构设计原则,以指导实际工程结构中焊接结构的设计。
1 焊接接头抗疲劳能力及影响因素
用于安全寿命设计的名义应力法的标准中,基于焊接接头疲劳试验给出了一定数量的、以2×106次循环对应的应力范围对焊接接头疲劳强度分级归类的S-N曲线数据。但在实际工程应用中,这些标准是一种保守的估计。然而,如果设计目的是多方案比较后选优,保守程度将不再重要。
1.1 焊趾角度对焊接接头强度的影响
IIW标准中,横向承载对接焊缝(X形坡口)211(磨平,100%无损探伤)、212(焊趾角度小于30°,无损探伤)、213(焊趾角度小于等于50°),它们的疲劳强度等级分别为FAT112(铝FAT45)、FAT90(铝FAT36)、FAT80(铝FAT32)。在2×106次时,仅是焊缝余高的存在,211焊接接头的疲劳强度是213焊接接头的1.4倍。为了探究焊趾角度是如何影响焊接接头的强度等级,在相同边界条件下,对211、212及213对接焊接接头进行有限元分析,三个对接焊接接头的第一主应力的分布曲线见图1。
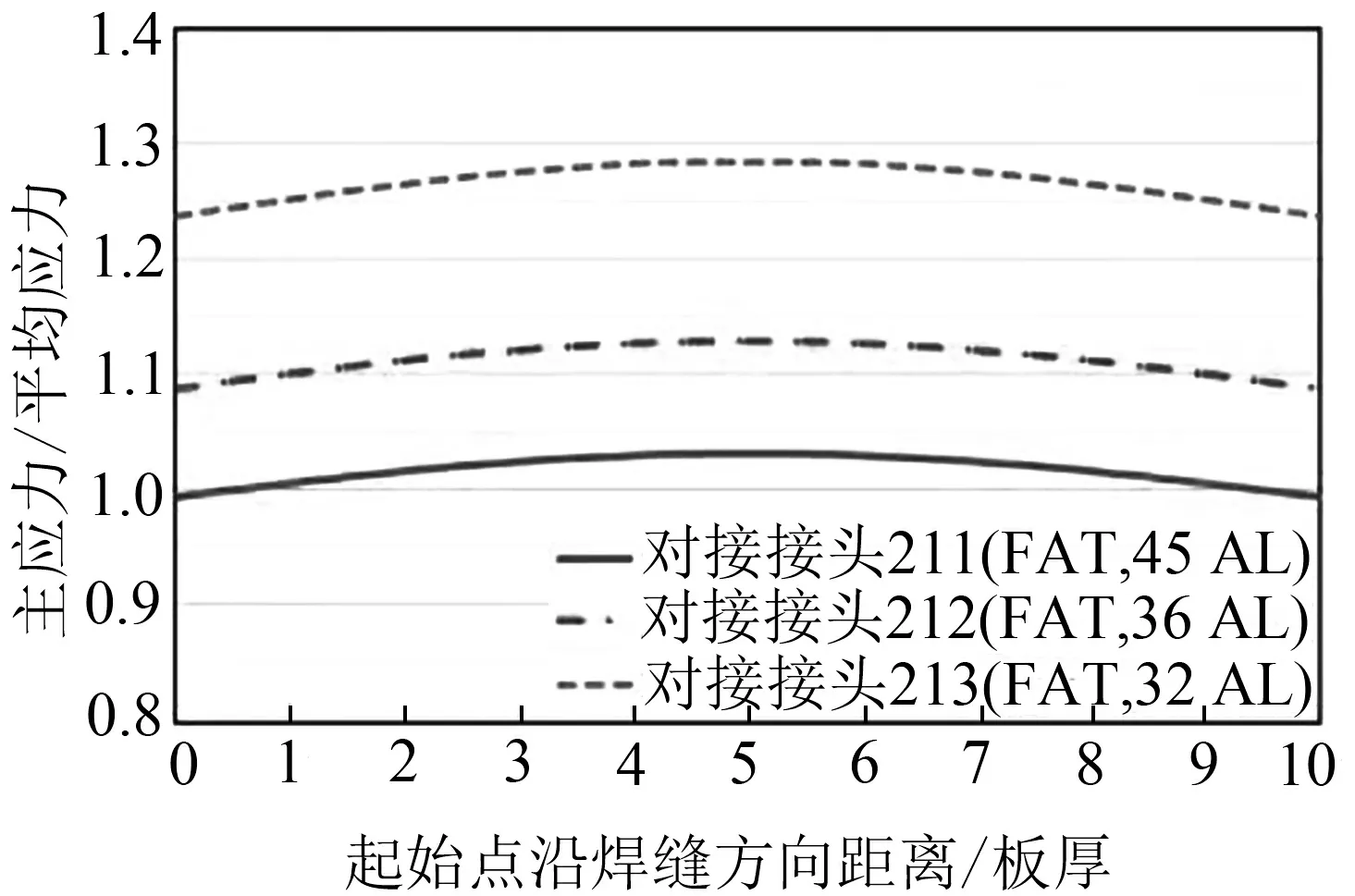
(a) 沿焊缝方向
从图1(a)可以看出,三个焊接接头焊缝中部的主应力均大于焊缝两端的值;沿焊缝方向的主应力值,213焊接接头的最大,211焊接接头的最小;从图1(b)可以看出,随着离焊缝中部距离的减小,212和213焊接接头的主应力增加,在焊缝中部达到最大值,而211的主应力不变;当距离焊缝中部1/2t时,三个焊接接头的应力值相同。显然,焊接接头焊缝余高的存在,改变了被连接件焊接接头在承载方向的刚度,提高了承载焊接接头的主应力,降低了焊接接头疲劳强度等级。
1.2 连接板坡度对焊接接头强度的影响
IIW标准中,横向承载对接焊缝(X形坡口)磨平且无损探伤的221焊接接头,1∶5坡度比的焊接接头等级为FAT112(铝FAT45);1∶3坡度比的焊接接头等级为FAT100(铝FAT40);1∶2坡度比的焊接接头等级为FAT90(铝FAT32);对于焊缝余高为5%的222焊接接头,1∶5坡度比的焊接接头等级为FAT90(铝FAT32);1∶3坡度比的焊接接头等级为FAT80 (铝FAT28);1∶2坡度比的焊接接头等级为FAT72 (铝FAT25)。焊接接头疲劳强度等级表明:随着坡度比值的增大,焊接接头的疲劳强度等级降低;相同坡度比的焊接接头等级因为余高的存在,使它的疲劳强度等级降低。为了解坡度比和焊缝余高是如何影响焊接接头的强度等级,本文建立3种坡度比的焊缝磨平与5%余高的6个有限元模型,并在相同边界条件下,对这些对接焊接接头进行有限元分析,结果见图2。

(a)焊接接头形式
由图2(b)可以看出,焊缝磨平的221焊接接头坡度比为1∶5时的主应力最小,坡度比为1∶2时的主应力最大;图2(c)中焊缝余高5%的222焊接接头,随着坡度比值的增大,焊接接头应力增大;从图2(d)~图2(f)可以看出,焊接接头坡度比相同时,焊缝余高的存在均使焊接接头应力增大,降低了焊接接头的疲劳强度等级。
1.3 连接板形状对焊接接头强度的影响
BS EN 1999-1-3: 2007中给出了组合件边缘纵向对接附板和表面角接附板且焊缝端部焊趾潜在裂纹部位的焊接接头疲劳参数。组合件边缘对接附板无圆角的编号3.5,焊接接头等级为FAT18;对接附板圆角r≥50 mm的编号3.6,焊接接头等级为FAT36,焊缝端部半径到与应力方向平行焊趾应全部打磨掉;组合件表面纵向角接附板圆角r≥50 mm的编号3.7,焊接接头等级为FAT36,焊缝端部焊趾打磨;角接附板无圆角的编号3.8,焊接接头等级FAT23。焊接接头的承载方向、细部形式及S-N曲线见图3。
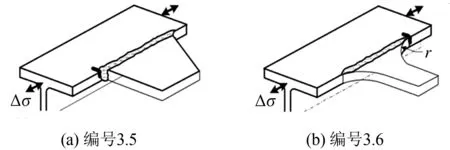
(e)编号3.5和3.6的S-N曲线
由图3(e)和3(f)可知:有圆角半径附板纵向对接组合件边缘的焊缝疲劳强度比直角附板对接的提高了1倍;有圆角半径附板纵向角接组合件表面的焊缝疲劳强度是直角附板角接的1.565倍。
1.4 承载方向对焊接接头强度的影响
BS EN 1999-1-3:2007中连续自动焊全熔透焊缝双面磨平的板对接焊接接头,且潜在裂纹在焊缝不连续的部位,承载方向与焊缝平行的焊接接头编号5.1,等级为FAT63;承载方向与焊缝垂直的焊接接头编号7.1.1,等级为FAT56,两焊接接头承载方向、细部形式及焊接接头S-N曲线见图4。由图4(c)可看出,这两种焊接接头2×106次对应的强度值,前者是后者的1.125倍(注意:焊接接头编号7.1.1的S-N曲线的斜率m为7)。
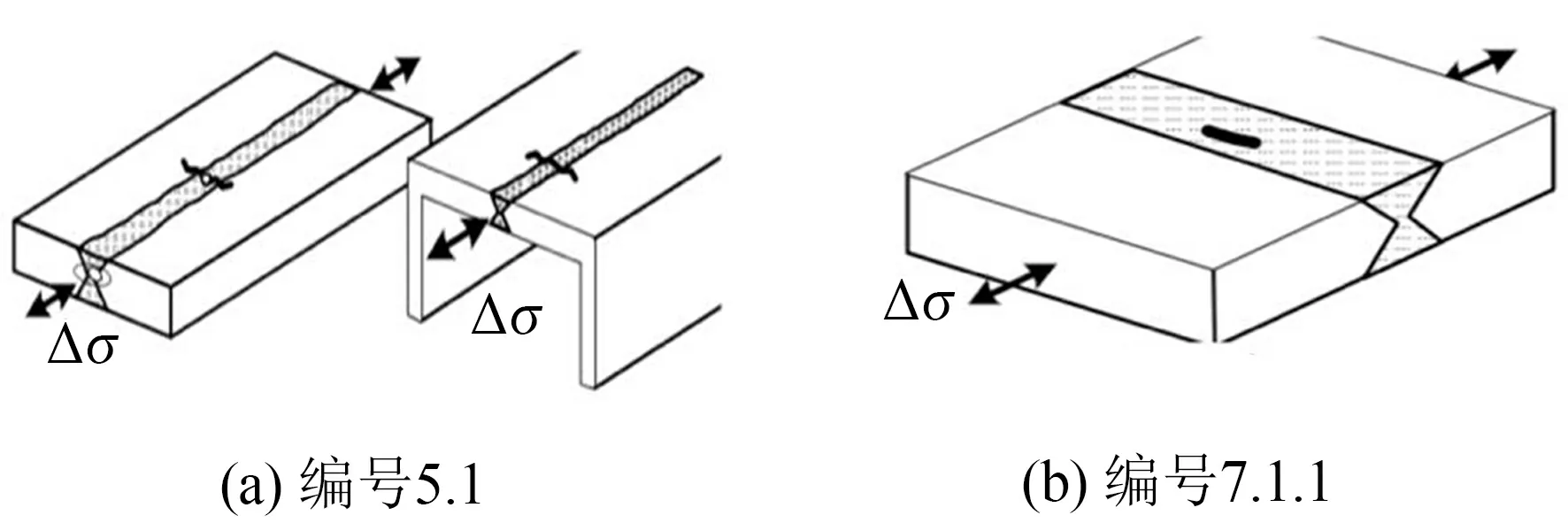
(c) 焊接接头的S-N曲线图4 不同承载方向的对接焊接接头及疲劳性能参数
1.5 焊缝熔透程度及焊趾处理对焊接接头强度的影响
在IIW标准中,十字焊接接头或T形焊接接头(错位e小于15%),十字焊接接头或T形焊接接头及疲劳性能参数如图5所示。411全熔透K形焊接接头(焊趾打磨)、412全熔透K形焊接接头、413角焊缝焊接接头或部分熔透K形焊接接头、415全熔透单边弧焊或激光束V形焊接接头,这些接头的疲劳强度等级依次为FAT 80、FAT 71、FAT 63、FAT 71。在2×106次时,上述焊接接头的疲劳强度值依次为:80、71、63、71 MPa。由此可见, 焊趾打磨能提高十字焊接接头或T形焊接接头疲劳强度1.127倍;全熔透十字焊接接头或T形焊接接头的疲劳强度值比部分熔透的高8 MPa;双边全熔透的十字焊接接头或T形焊接接头的疲劳强度值比单边的高9 MPa。
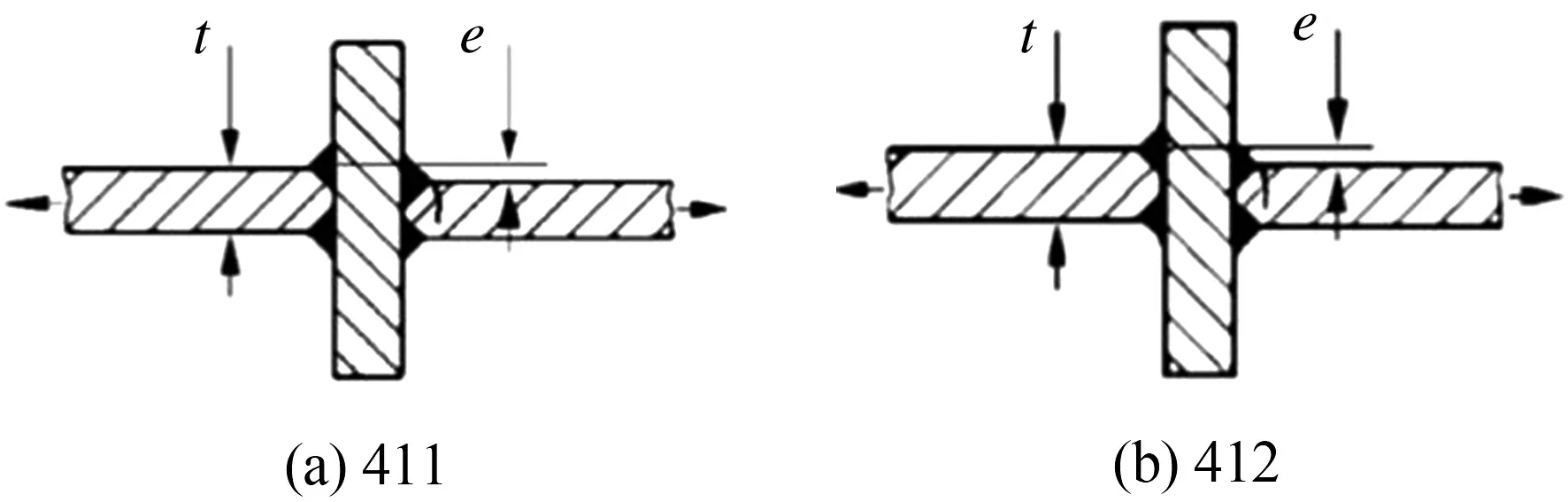
(e) 焊接接头S-N曲线图5 十字焊接接头或T形焊接接头细部及疲劳性能参数
数值分析与试验数据表明,影响焊接接头疲劳强度的根源都归结为传力路径上焊接接头刚度变化,致使焊接接头应力增加或出现应力集中现象。应力治理的源头在于应变的控制,而应变由变形控制。因此,在力的传递路径上,控制变形的局部刚度趋于协调是焊接接头设计的关键所在。
2 基于结构应力的复杂焊接结构应力集中的识别
在外载荷作用下,全熔透角接焊接接头焊趾处应力因含有缺口应力而呈现高度非线性分布,该应力可分解为两部分,一部分是自平衡的应力,另一部分是与外载荷平衡的应力,定义为结构应力,外载荷对焊缝疲劳裂纹的驱动等价于结构应力的驱动。满足平衡条件的结构应力可以用结构力学的方法计算得到。在外力作用下,结构应力是膜应力与弯曲应力之和。给定板厚t截面内的结构应力计算公式为:
(1)
式中:fy和mx是焊线处单位长度的力与力矩。求解结构应力过程与有限元方法分析相反,需将有限元求得的节点力和力矩转化为线力和线矩。结构应力能够给出焊趾截面内沿着板厚方向的应力分布状态及外力在焊趾上产生的应力集中。计算结构应力时,焊接结构的有限元模型组成可为板壳单元也可以为实体单元;在实体单元建模时,单元至少要有两层及以上且沿着板厚方向的节点共线,以便将实体单元的节点力等效为板厚度中面的力与弯矩,见图6。
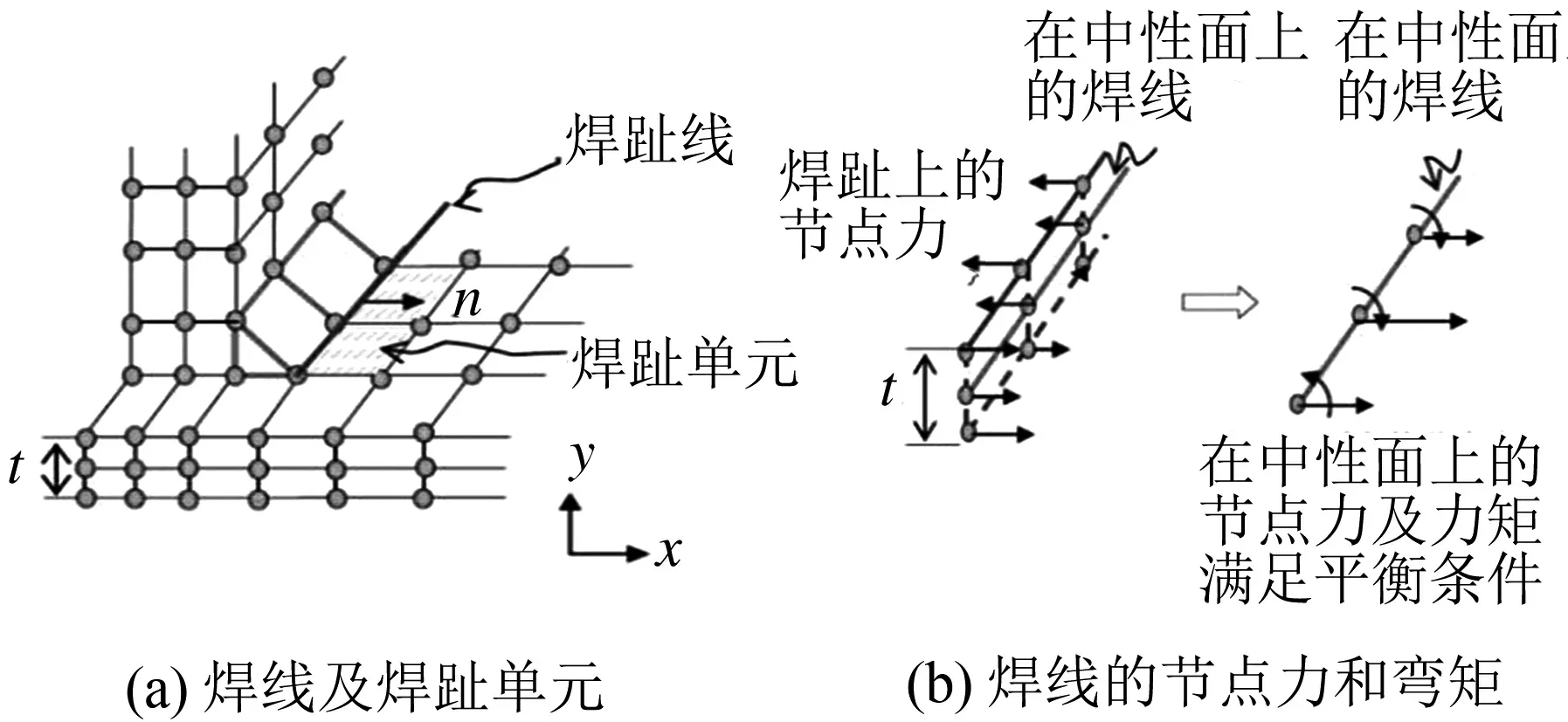
图6 焊趾结构应力的计算示意
焊接构架是轨道车辆复杂焊接结构的典型代表,主要由侧梁、横梁与纵向梁等部件组成,材料为Q345。在BS EN 13749:2011中规定了转向架构架的设计载荷,见表1。焊接构架强度分析模型主要以八节点六面体单元为主,利用六节点五面体单元模拟焊缝,模型的单元平均尺寸为5 mm。分析模型的位移边界条件与构架疲劳试验条件一致。
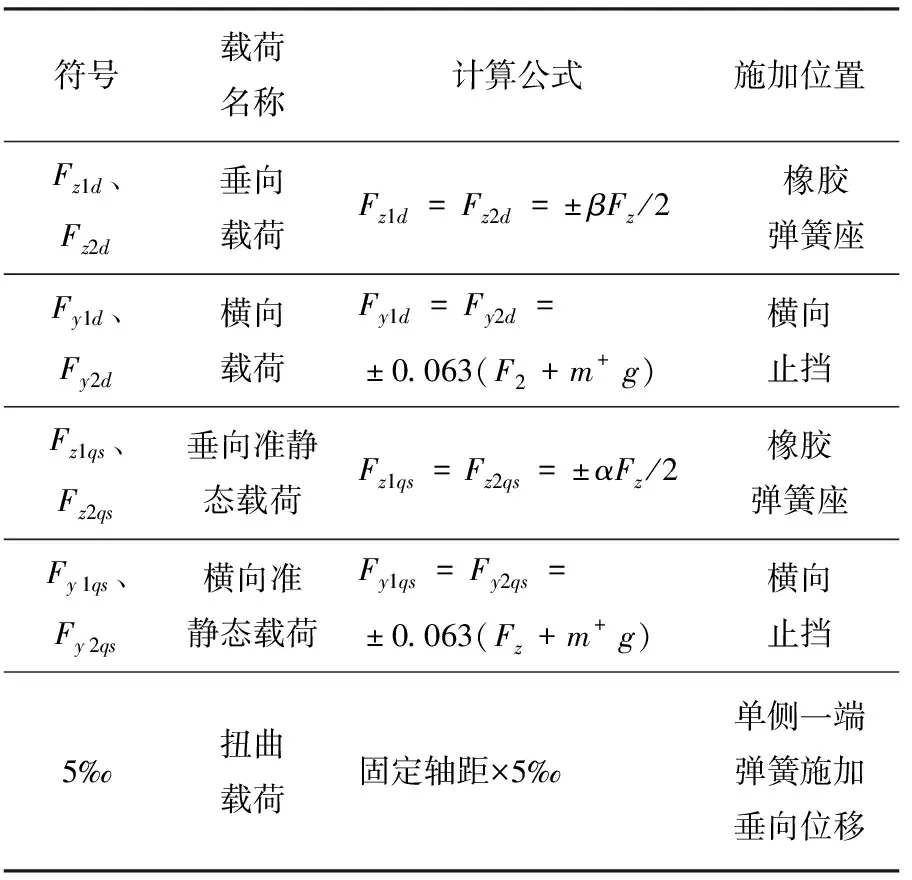
表1 焊接构架的主要载荷
在各载荷作用下,构架焊接接头的结构应力计算结果表明:结构应力沿焊缝方向存在应力集中现象,见图7。由图7可以看出,在垂向动态载荷作用下,侧梁上盖板与外侧腹板焊缝在圆弧过渡区结构应力出现峰值,远大于其他区域的应力;在横向动态载荷作用下,限位座与纵向梁上盖板焊缝、纵向梁立板与下盖板焊缝有明显的应力集中现象,这些焊缝在构架服役时将会是疲劳薄弱部位。上述焊缝出现局部应力集中的原因均是由传力路径上焊缝抵抗变形的刚度突变引起的。
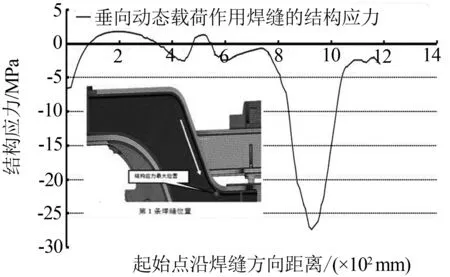
(a) 侧梁上盖板与外侧腹板连接焊缝
3 缓解应力集中的焊接结构设计
在外载荷作用下,上述焊缝局部刚度不协调引起的应力集中是隐性的、不易被直观发现;与焊接结构制造阶段产生可通过技术手段检测出的、可控的应力集中不同,可将这类应力集中归为结构设计问题。
BS 7608:2014指出,良好疲劳特性的条件是结构在设计细部和制造时,所有部件能出现预期的变形,使得应力集中为最小值且没有局部约束引起二次变形和二次应力,见图8。图8(a)为连接板与被断开工字钢的上下翼板共面,实现了力的路径上结构刚度协调,避免了二次弯曲应力,应力集中得到缓解。
图8(b)在给定的载荷下,焊接结构传力的路径是唯一的,这种唯一的传力路径与应力集中密切相关。通过有限元分析获得最大主应力矢量图,判断应力集中是否由焊缝走向与传力路径的逻辑梳理关系不合理所致。这种不合理可通过改变加筋数量和位置对力的路径进行引导。
本文为了避开最大应力区和易出现应力集中的薄弱区,采用避实就虚方法对承载焊缝布局,将位于应力集中区域的焊缝移至低应力区域[10],并确保在承载焊缝处有刚性支撑。
综上所述,为提升承载和结构较为复杂的焊接接头的抗疲劳性能,应从多角度采取缓解应力集中的设计原则,如减缓刚度突变设计原则、传力路径和承载焊缝的合理设计与布置原则等。利用这些原则,对焊接构架的纵向梁立板与下盖板焊缝、限位座与纵向梁上盖板焊缝进行抗疲劳设计。在构架的纵向梁下盖板外部弧形增加两排网格的宽度以减缓断面变化(图9(a));将纵向梁中间黄色筋板由一个改成与外部黄色斜板个数相同且位置共面的两个筋板(图9(b))。
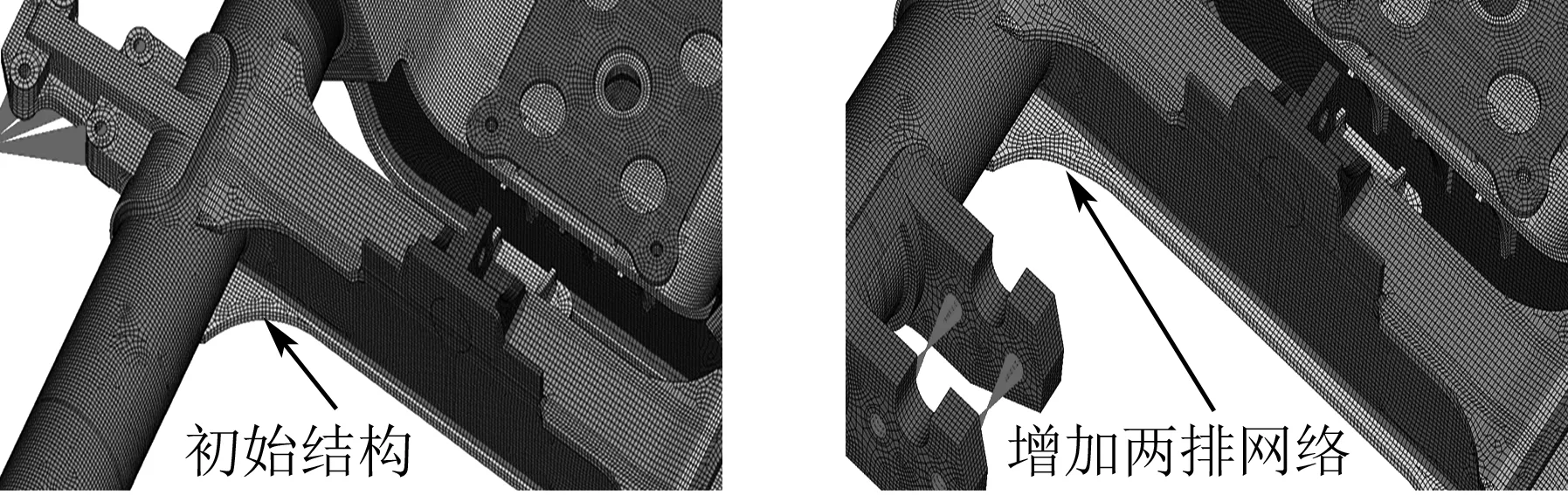
(a) 减缓刚度突变设计
在同样计算条件下,限位座与纵向梁上盖板焊缝的结构应力峰值由32.4 MPa减小到10.7 MPa,应力峰值减小了67%,纵向梁立板与下盖板焊缝的结构应力峰值由29.4 MPa减小到20.1 MPa,应力峰值减小了30%。显然,减缓刚度突变设计、引导传力路径设计,有效地缓解了构架焊缝的结构应力集中,在设计阶段提升了构架焊缝的抗疲劳性能。
4 结论
(1)本文利用焊接接头疲劳试验数据和有限元方法研究焊缝余高、被焊件坡度、承载方向及焊缝熔透等对焊接接头应力的影响,结果表明:焊接接头传力路径上的焊接接头刚度变化是焊接接头应力增加或出现应力集中现象的原因。
(2)在BS EN 13749:2011中构架设计载荷作用下,通过焊缝结构应力分析有效识别出焊接构架焊接接头发生应力集中部位为侧梁上盖板与外腹板焊缝的圆弧过渡区、限位座与纵向梁上盖板焊缝、纵向梁立板与下盖板焊缝的变刚度区域。
(3)本文基于焊缝与传力路径的逻辑关系、渐变断面防止刚度突变和减少二次弯曲应力的设计思想,提出实现刚度协调承载焊接结构的抗疲劳设计原则;对焊接构架焊缝局部进行引导传力路径和减缓刚度突变的改进设计,可有效地缓解焊缝处的应力集中。
猜你喜欢
焊接学报(2023年11期)2023-12-09 06:58:26
建材发展导向(2021年7期)2021-07-16 07:07:54
中华养生保健(2020年3期)2020-11-16 00:53:14
电子制作(2018年17期)2018-09-28 01:56:54
中华诗词(2018年1期)2018-06-26 08:46:42
环球市场(2017年34期)2018-01-30 05:08:43
中国公路(2017年9期)2017-07-25 13:26:38
低碳世界(2016年22期)2016-12-05 11:04:42
中国科技纵横(2016年6期)2016-05-14 13:11:02
焊接(2016年1期)2016-02-27 12:58:25
