基于ABAQUS 的锡林盖板针齿角度与梳理效果关系研究
2023-11-16 05:39孟亚勇韩贤国曹继鹏张明光
棉纺织技术 2023年11期
孟亚勇 韩贤国 曹继鹏 张明光
(辽东学院,辽宁丹东,118003)
随着科技的不断进步,梳棉机向着高速高产高质量的方向发展,如TC19i 型智能梳棉机最高产量已经达到180 kg/h、C80 型梳棉机理论产量已经达到300 kg/h[1],除了机械精度的提高带来梳棉机的高速高产,梳理针布也起着至关重要的作用。在棉纺梳理机构中,锡林和盖板的配合对产品的影响是非常关键的。评价锡林针布和盖板针布这一主分梳区的梳理效果关键是看其对应针布的配置以及对原料和生产条件的适应程度。针齿角度的改变不仅对纤维的控制力有影响[2],与纤维的受力情况也密切相关[3-4]。目前对梳理区的研究方法还比较陈旧,多数是通过试验来说明针齿梳理的效果。
在梳理力的研究中,通常都是利用电机功率的变化来推测出梳理力的大小,这个方法在测量梳理力时,得到的是这段时间内纤维平均受到的力,对于单根纤维在细节上的变化是看不到的[5-6]。针齿角度的改变,对于纤维梳理力的影响是难以量化的,有限元分析软件的出现为梳理可视化提供了理论基础和参考[7],对针布的合理选配有重要参考意义。
1 主分梳区的工作原理
在梳棉系统中,主分梳区主要由锡林部分和盖板部分组成,锡林和盖板上的针布是主分梳区的核心部件,其作用主要是梳理、均匀和混和纤维,纤维在两种针布之间反复交替转移,纤维时而向针齿外部、时而向针齿内部进行变化,通过梳理力、离心力及挤压力等作用,实现了纤维的分梳[8]。
盖板在工作时有正转和反转两种情况,但锡林盖板区的纤维都以转移分梳和接触分梳两种分梳方式工作,由于锡林与盖板间的线速比非常大,盖板反转时后区盖板纤维层负荷大,前中区稍小,进口处几乎没有负荷。盖板速度对梳理作用影响很大,低速时纤维在工作区上交替回程少,纤维梳理时间变短,高速时纤维回程长,停留在梳理工作区的时间长,梳理作用就会增加,但如果速度过高,棉结和落棉也会增多[9]。如何优化锡林与盖板分梳区的有关工艺参数显得尤为必要。
2 试验数据确定及计算
有关研究[10]指出,梳理度和梳凝算式是可以用来衡量锡林及盖板配置对纤维梳理程度的重要指标。梳理度一般用纤维根数和针布齿数的数量来体现,其计算方法包含两种:利用纤维的公制支数和单根纤维在梳理过程中受到的平均齿数来计算。一般情况下,企业工艺设计用纤维公制支数计算,针对针布选型时选用单根纤维所用齿数来计算。当锡林上有负荷时,其梳理度C值的计算方法[11]如式(1)所示。
式中:Pro为生条产量(g/min);N为一圈锡林表面总齿数(齿);L为纤维平均长度(m);NB为纤维公制支数(m/g);nc为锡林速度(r/min);γ为道夫转移率(%)。
孙鹏子[12]64曾对生条产量做过统计,国外新型梳棉机出条速度最多可以达到400 m/min,在相同产量下出条极限速度不会超过416 m/min,国产梳棉机出条产量一般在350 m/min 以下。道夫转移率的大小对梳棉质量有很大影响,当转移率过小时,纤维会梳理过度,造成纤维损伤及增加短绒;转移率过高,梳理效果会受到影响。王学元[13]曾对此做过研究,得出梳棉机道夫转移率应根据原料具体情况控制在5%~15%,但随着梳棉机产量的提高,通常高产梳棉机道夫转移率控制在15%~25%,甚至在某些高配置梳棉机上道夫转移率可以达到30%[14]。锡林速度对纤维的棉结杂质有较大影响,有学者曾做出试验[12]65,认为锡林加工棉纤维的极限速度超过530 r/min 会严重损伤纤维,其一般速度在150 r/min~500 r/min[15]。纤维公制支数是衡量纤维细度的重要指标,一般其数值在5 211 m/g~7 547 m/g。根据GB 1103.1—2012《棉花 第1 部分:锯齿加工细绒棉》中的规定,28 mm 为棉纤维长度标准,大于这个标准的纤维才适用于纺纱,我国新疆棉纤维长度级主要分布在28 mm~29 mm 之间,最长可以达到32 mm[16]。孙鹏子[12]65曾对梳棉机幅宽做过统计,20 世纪末梳棉机幅宽一般在1 016 mm,随后国内梳棉机也有了1 216 mm 和1 500 mm 两种幅宽规格,最新梳棉机采用了1 280 mm 的幅宽。总体上,锡林宽度一般在1 016 mm~1 500 mm,当前锡林直径常见的有814 mm、1 016 mm 和1 290 mm,根据梳棉常用锡林针布型号得知,锡林针布针齿密度范围一般在246 齿/(25.4 mm)2~993 齿/(25.4 mm)2,根据锡林直径及宽度和针齿密度,通过计算可以得到一整圈锡林针齿个数,一般 在2 515 万 齿~23 753 万 齿。
为确保试验方案的可行性及具有实际参考价值,本次模拟试验相关参数设定如下:Pro为400 g/min,N为2 515 万齿,NB为5 700 m/g,L为0.028 m,nc为450 r/min,γ为9%。求出锡林有负荷时每根纤维需要12.5 齿。
3 梳理机构UG 建模及网格划分
UG 是一个集CAD/CAM/CAE 功能于一体的软件系统,其建模功能强大,随着机械制造技术的发展,对计算机设计软件的要求越来越严格,UG 的应用也越来越广泛。梳理机构建模是利用UG 软件为锡林针齿、盖板针齿及纤维进行建模,针布的类型均采用匀密型[17]。在建模中,会用到UG 软件的画图、拉伸、求和及阵列等功能。由于真实锡林和盖板针布针齿数量太多,这里采用缩小比例进行建模,把锡林和盖板针齿数分别设定为每排24 齿、12 齿。为控制锡林和盖板的齿数比例,并结合纤维模型宽度,以求达到纤维模型层被全部梳理,因此模型选择6 排齿。根据生产实际,设定针齿角度的变化如表1 所示。
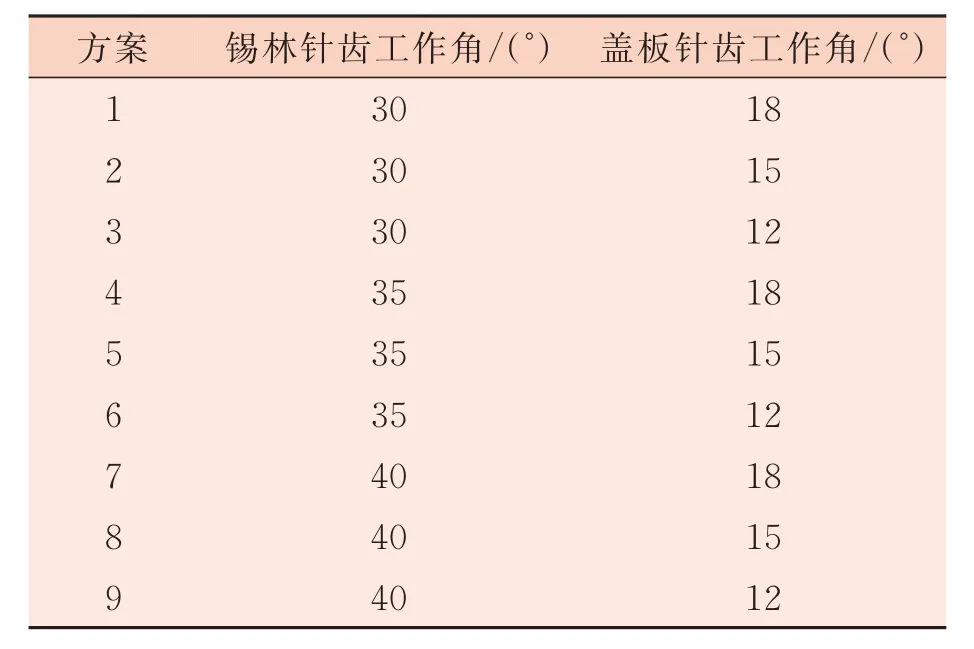
表1 不同针齿角度试验数据
真实纤维是大量絮状、毫无规律的一种集合体,为了建模具有可行性,在这次模拟中建立了12 根随机状态的条状物作为纤维的模型,赋予12根纤维模型的投影长度(弯曲纤维在棉网方向上投影的长度)。棉纤维根数平均长度一般在25 mm~39 mm,考虑纤维的伸直度情况,选择投影长度为19 mm 左右,分别为18.610 9 mm、18.994 8 mm、19.797 4 mm、17.847 9 mm、17.236 9 mm、19.110 4 mm、19.976 0 mm、18.848 2 mm、19.215 8 mm、18.887 7 mm、19.794 6 mm 和18.655 1 mm,具体如图1 所示。
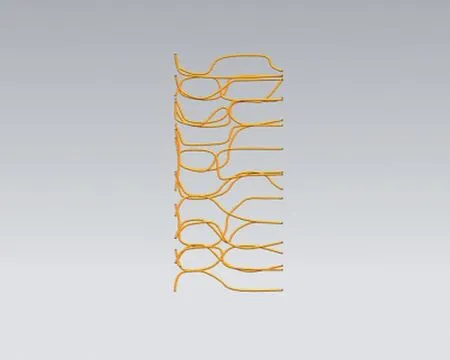
图1 纤维模型梳理前模型图
网格划分对仿真结果有很大影响,因此采用专门划分网格的软件HYPER MESH,把建立好的模型导入HYPER MESH 中,在HYPER MESH 用 到 的 单 元 类 型 有 以 下3 种:Component、Material 和Property。通过Component 单元对模型进行分类及划分网格等工作,这里由于针齿角不规则选择了三角网格。在Material 单元中,根据杨氏模量表赋予材料的属性,由于锡林针齿和盖板针齿材质几乎相同,且与纤维相比其硬度在工作时几乎没有形变。这里把锡林针齿和盖板针齿的材料设置为钢体,密度选择7 850 kg/m3,杨氏模量210 000 MPa,泊松比0.3。纤维柔软、质轻、密度小,赋予纤维的密度为500 kg/m3,杨氏模量20 MPa,泊松比0.47。在Property 单元中代入锡林、盖板及纤维的属性。以上工作完成后,由于HYPER MESH 和ABAQUS 兼容性不同,在保存模型时需要导出一个求解器的结构文件,以便于模型导入ABAQUS 后可以正常运作。
4 ABAQUS 有限元分析
4.1 分析步骤
利用ABAQUS 软件对模型进行梳理分析,在Dynamic、Explicit 显示动力学模块中设置各种参数,由于在模型运行中,几何非线性很大,超过了网格尺寸的1/3,存在大变形,需要把Nlgeom打开[18],为了增加计算速度,选择10%的质量缩放。在这个模块中,需要用到的单元类型有Step、Interaction、Load 及Job。通过Step 创建两个动力学分析步,选择出关心的输出结果。在Interaction 属性中选择接触,给定摩擦因数,由于动力学需要一步步地计算,每次运行毫秒级就需要停下计算,本次模拟为10-4s,纤维之间和针齿之间接触关系选择通用接触。Load 的目的是给锡林和盖板施加动力。最后在Job 中提交工作及计算。把配置好的模型提交,ABAQUS 软件会自动检测是否有原则性错误,无误后开始计算,在模型运转的过程中,需要对模型不断地调试至最优解[19]。
4.2 模拟结果
由于纤维在棉网中的状态不是完全平行,有卷曲及弯钩等形状,这就导致测量长度的难度增加,这里采用纤维的有效长度(投影长度)来表征纤维的长度。计算机计算完毕后,需要在工具里找到测量项,把梳理后的纤维进行对应的投影长度测量,根据梳理前后投影长度的变化来衡量梳理的效果[20]。
在所选取的工作角中,随着工作角的增大,针齿握持纤维的能力逐渐增强,对纤维梳理的效果比较显著。图2 为9 种方案下的梳理效果图,从图中纤维模型的投影长度分别求出9 种方案下的平均投影长度,通过对比平均投影长度来评价不同针齿角度的变化对梳理效果的影响。
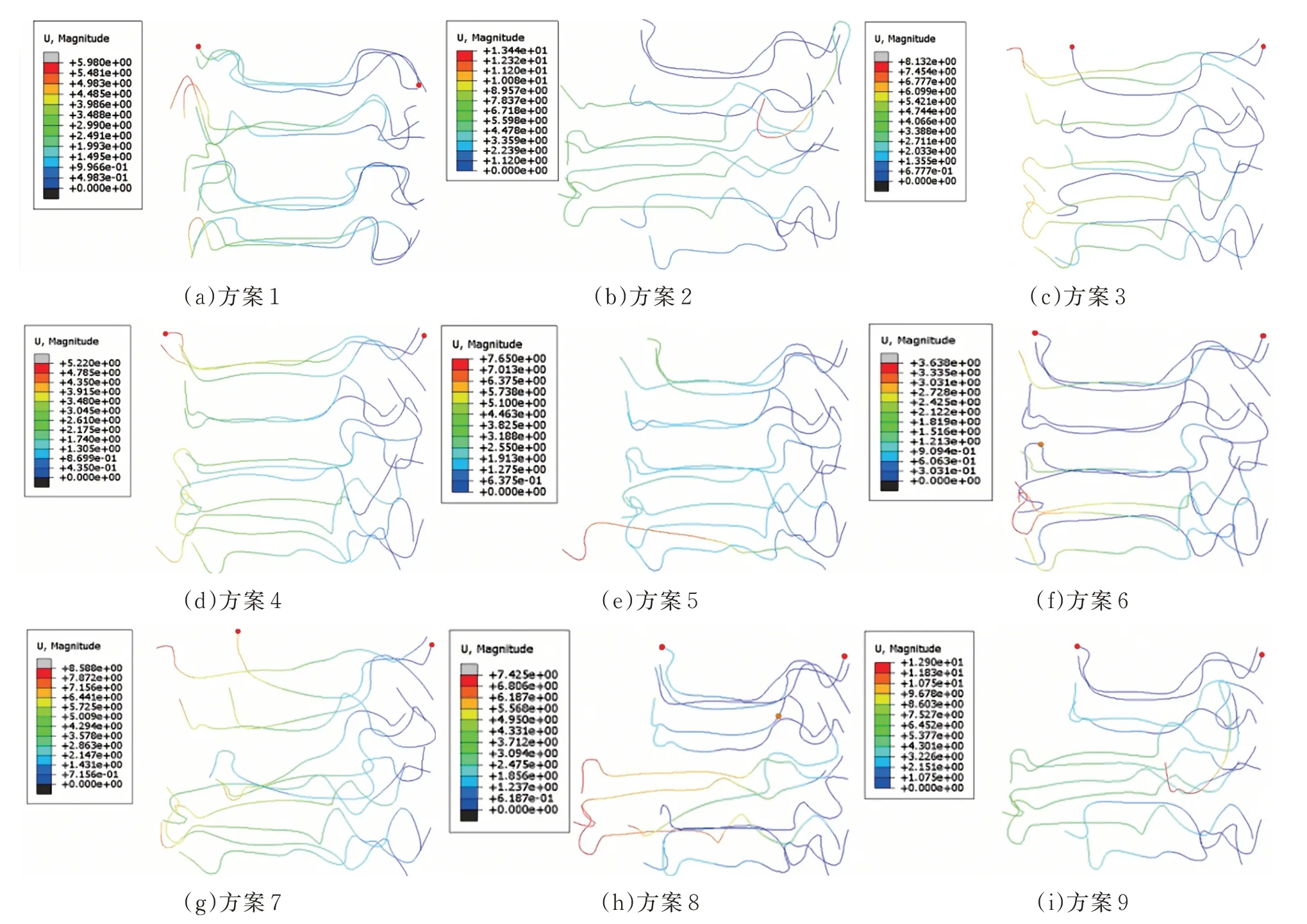
图2 9 种角度梳理效果图
表2 为9 种方案经过计算机模拟后的纤维投影长度,方案1~方案9 的平均投影长度依次为26.131 9 mm、21.380 1 mm、21.434 7 mm、21.004 6 mm、21.911 5 mm、20.779 9 mm、21.582 9 mm、21.636 6 mm 和20.986 9 mm。
5 结果分析
梳理针布的针齿角度改变影响梳理过程中纤维的投影长度,一定程度上反映了纤维梳理效果的优劣。根据锡林与盖板针齿的角度设置,以原模型平均投影长度为基准,得到了不同角度下梳理后投影长度的变化率,变化关系如图3 所示。
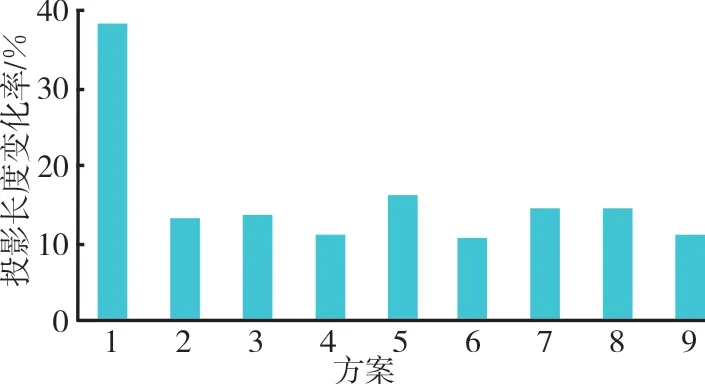
图3 9 种角度梳理后投影长度变化率
从表1、表2 及图3 中数据可知,方案1 锡林和盖板针齿工作角分别为30°、18°时,纤维的梳理效果最优,投影长度在原模型基础上增加了38.2%,明显优于其他组合。这说明,在当前纤维模型下,锡林针齿握持能力较弱、盖板针齿握持能力相对较强的情况下梳理效果最好。方案5 显示锡林针齿工作角为35°、盖板针齿工作角为15°时,投影长度在原模型基础上增加了15.8%,为次优方案。从锡林和盖板针齿的握持力角度看,这是一种“中-中”组合,即锡林和盖板握持能力在3 种角度方案中均为中等,也同样取得较好的梳理效果。方案7 和方案8 的数据显示,当锡林针齿工作角为40°、盖板针齿工作角分别为18°、15°时,投影长度在原模型基础上分别增加了14.1%、14.4%,说明锡林针齿握持能力强时与盖板中等或较强的握持能力相搭配,梳理效果也较好。以上分析结果表明针齿工作角影响其对纤维握持能力的强弱,从而影响纤维在锡林和盖板之间的转移,进而影响分梳效果,纤维的伸直程度越好,对后序纺纱越有利。
6 结论
本研究基于ABAQUS 等分析软件,结合生产实践中锡林和盖板针齿工作角的选择原则,对盖板式梳棉机的锡林和盖板主分梳区进行建模和仿真分析。根据梳理前后纤维投影长度的变化情况,判定梳理效果的优劣。分析结果显示,锡林与盖板针齿工作角分别为30°、18°时,对纤维的梳理效果最好,为生产实践中根据纤维种类合理选择锡林和盖板针齿的工作角,实现纤维在主分梳区充分的释放和转移起到很好的参考作用。当然,针齿角度对纤维的控制还仅仅是一个方面,关于齿形及密度等因素对纤维的控制同样有十分重要的影响,此方面有待日后进行更为深入的研究和探讨。
猜你喜欢
纺织学报(2022年10期)2022-11-01
纺织学报(2022年8期)2022-08-26
中国纤检(2021年9期)2021-09-30
东坡赤壁诗词(2020年5期)2020-11-06
机械工程与自动化(2020年1期)2020-03-22
棉纺织技术(2019年10期)2019-10-22
工业设计(2019年6期)2019-07-08
纺织器材(2019年1期)2019-03-24
纺织器材(2015年5期)2015-12-19
现代纺织技术(2015年2期)2015-02-28