
2195铝锂合金无减薄搅拌摩擦焊组织与性能研究
2023-11-15 05:54王非凡厉晓笑马潇天谢聿铭黄永宪孟祥晨
航天制造技术 2023年4期
王非凡 厉晓笑 马潇天 谢聿铭 黄永宪 孟祥晨
(1.北京宇航系统工程研究所,北京 100076;2.先进焊接与连接国家重点实验室,哈尔滨工业大学,哈尔滨 150001;3.郑州研究院,哈尔滨工业大学,郑州 450046)
1 引言
先进轻质高性能材料的发展与应用是航空航天技术升级换代的物质基础,低密度、高比强/刚度的耐蚀铝锂合金是当前航空航天工业中最具有竞争力的金属结构材料之一[1~3]。同时,随着搅拌摩擦焊接技术的发明,铝锂合金的焊接应用取得了革命性变化,有效避免了传统熔焊中锂元素烧损、气孔和热裂纹等缺陷抑制难题[4]。
然而,在常规搅拌摩擦焊过程中,焊接压入量常导致焊缝发生一定量的减薄,降低焊缝服役过程中的有效承载面积。并且,一定下压量下诱发的焊缝边缘与飞边根部的应力集中,会加速接头在循环载荷作用下的疲劳失效。因此,接头减薄的控制一直是搅拌摩擦焊研究的重要课题[5]。李等人[6]和Ji 等人[7]自主设计制造了搅拌摩擦焊静止轴肩工具,有效抑制了材料的溢出,基于“零材料损失”的理念,从根本上保证了焊缝的无减薄焊接。Zhang 等人[8]进一步改进了搅拌摩擦焊零减薄的焊具及焊接方法,其采用内凹的轴肩设计,优化了材料的塑性流动路径,并将材料约束在轴肩内部,在防止材料损失的同时,保证了焊缝的稳定成形。Guan 等人[9]提出了无减薄搅拌摩擦焊方法,成功实现了2.85mm 厚6082-T4 铝合金的无减薄焊接。上述研究主要集中在3mm 左右厚度的薄板领域,而对于更厚板材的焊接,缺乏相关试验信息。
本研究面向航天用铝锂合金搅拌摩擦焊焊缝减薄问题,设计并制造了新型无减薄搅拌摩擦焊焊具,成功抑制了焊缝的减薄倾向,为铝锂合金的优质焊接提供了技术支撑。
2 试验材料及方法
2.1 试验材料
试验采用材料为6mm 厚2195-T8 铝合金,属于铝铜锂系合金。2195 铝合金化学组成及力学性能如表1和表2所示。

表1 2195-T8 铝合金化学成分(质量百分比)

表2 2195-T8 铝合金力学性能
2.2 试验方法
无减薄搅拌摩擦焊焊具示意图如图1所示。与常规搅拌摩擦焊焊具相比,本试验焊具采用内、外两个大小轴肩设计,略凸起的内置小轴肩可保证焊接时有效锻压材料,并促进焊缝成形;外置大轴肩微贴于板材,达到“似接触未接触”的状态,即采用零压入量或微压入量来控制焊缝减薄,具体焊具设计如图1所示,以实现焊缝的“一次焊接二次成形”。该焊接方法以及焊具设计,相较于其他的搅拌摩擦焊减薄控制策略,具有焊具结构简单易实现的优势,耦合焊具结构设计与成形过程控制两方面实现焊缝的无减薄。

图1 无减薄搅拌摩擦焊焊具结构图
试验用焊具材质为H13 工具钢,搅拌针根部直径为8mm。搅拌针采用内置三铣平面螺纹设计,以增强焊接过程中的材料塑性流动能力。外置大轴肩的直径为20mm。焊接过程倾角设定为1°,下压量采用0.05mm(以外置大轴肩下端面为基准)。焊接速度和旋转速度为200mm/min 和600r/min。
利用Olympus-MPG3光学显微镜和HitachiSU5000型扫描电子显微镜进行宏微观组织表征。采用HX-1000 维氏显微硬度测试仪分析硬度,加载载荷为200g,保载时间为10s。采用电子万能试验机进行拉伸性能的测试,加载速度为0.5mm/min;试样拉伸断口采用HitachiSU5000 型扫描电子显微镜进行观察。
3 试验结果与分析
3.1 焊接成形特征
图2a 为搅拌摩擦焊接头表面成形,焊缝无明显减薄且未观测到飞边等缺陷,如图2b所示。对照图2c焊具结构示意图可知,内、外轴肩处成形均较好,即在焊具设计及焊接参数优化下,实现了6mm 厚2195铝锂合金焊缝减薄的有效控制。
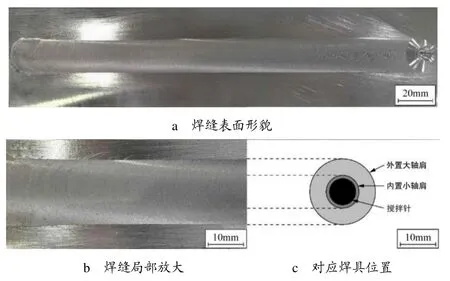
图2 典型参数下的焊缝表面成形
图3 为焊缝对应的三维形貌图,显示了无减薄搅拌摩擦焊缝各区域的高度变化。焊缝未发生减薄,整个焊缝区域的最低点要略高于原板材表面。焊缝后退侧的材料随焊具旋转,塑性流动至前进侧,该区域高度与原板材的表面相近。在搅拌摩擦焊过程中,搅拌针扎入待焊工件内部,塑化材料聚于焊具内凹轴肩中。轴肩下压过程中,焊缝区域材料同时受到轴向向下的作用力以及垫板施加的向上的反作用力。轴肩向前移动时,焊具前方的材料不断补充至内凹轴肩内部。原内部的材料则被挤出留于焊具后方。材料被挤出的瞬间依旧具有向上运动的趋势,在这种惯性的作用下,焊缝的高度略高于母材。因此,在本研究设计的无减薄搅拌摩擦焊焊具以及焊接方法下,焊缝的飞边缺陷得到了有效控制。焊接过程中无材料流失,无焊缝减薄,保证了焊缝的有效承载面积以及承载能力;大小轴肩的设计缓解了常规轴肩区域的应力集中。此外,无减薄搅拌摩擦焊接省去了焊缝后续的飞边打磨工序,整体的焊接效率得到大幅提升。

图3 无减薄焊缝表面3D 形貌
3.2 接头宏微观组织特征
图4 为无减薄搅拌摩擦焊接头截面形貌,接头分为焊核区(WNZ)、轴肩作用区(SAZ)、热机影响区(TMAZ)、热影响区(HAZ)和母材(BM)。其中,轴肩作用区包含外轴肩作用区(OUTER-SAZ)和内轴肩作用区(INNER-SAZ),内、外轴肩高度差0.05mm。由图4 可见,在厚度方向上OUTER-SAZ 的作用范围要远小于INNER-SAZ 的作用范围。OUTER-SAZ 仅仅作用于接头的表面和近表面区。外置大轴肩对被挤出的INNER-SAZ 和WNZ 材料进行了二次碾压作用,塑性材料被回填至行进过程中形成的减薄空腔中,形成OUTER-SAZ,进而保证了焊接接头的无减薄。在WNZ边缘位置形成了洋葱环结构,该结构表明材料的塑性流动在搅拌针的作用下得到了有效加强。该结果得益于本试验中搅拌针的螺纹铣平面拓扑结构设计,促进了优质无缺陷焊缝组织的获得。

图4 无减薄搅拌摩擦焊横截面宏观金相
图5 为无减薄搅拌摩擦焊各区微观组织图。在剧烈塑性变形的作用下,靠近表面的OUTER-SAZ 区的晶粒沿水平方向被拉长,如图5a所示,其晶粒尺寸比INNER-SAZ 细小,归因于OUTER-SAZ 区近表面,具有更好的散热效率。小直径内轴肩作用的区域晶粒表现出典型的等轴晶形貌,如图5b所示。WNZ 位于焊缝的中心位置,该区域材料在搅拌针的作用下,发生了充分的塑性变形。在热力耦合作用下,WNZ 区域的材料得到了再结晶细化,晶粒尺寸更加细小,如图5c和图5d所示。由图5e 可见,TMAZ 区域未经历搅拌针的直接作用,变形程度较低。但在搅拌头的热作用以及间接的机械作用下,该区域的晶粒呈现向上拉长的形态。HAZ 的微观组织特征如图5f所示,该区仅受到了焊接的热循环作用。其晶粒形态与母材近似,仅尺寸发生了一定程度的粗化。

图5 无减薄搅拌摩擦焊微观组织
图6 为母材内沉淀相形貌,其合金元素原子百分比如表3所示。2195-T8 铝锂合金中沉淀相以AlCu 相为主。通过EDS 能谱分析可确定形态不规则且大小较大的相由Al、Cu 和Zr 三种元素组成,如图6 内的A点和D 点所示。在晶界上呈棒状的尺寸较小的析出相为Al-Cu 相,如图6 中B 点所示。尺寸更细小的圆形析出相,为T2相(Al6CuLi3)和TB 相(Al7Cu4Li)的混合物,如图6 中C 点和E 点所示。
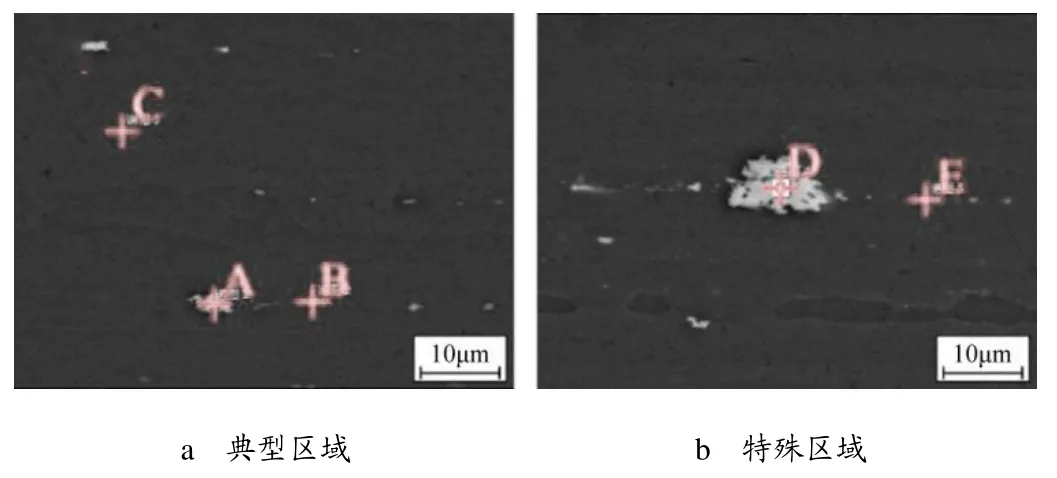
图6 母材区域沉淀相分布及标定

表3 图6 中各能谱点合金元素含量 at.%
图7 为无减薄搅拌摩擦焊接头各区域沉淀相分布形貌。母材内沉淀相主要在晶界上分布,尺寸较小,如图7a所示。
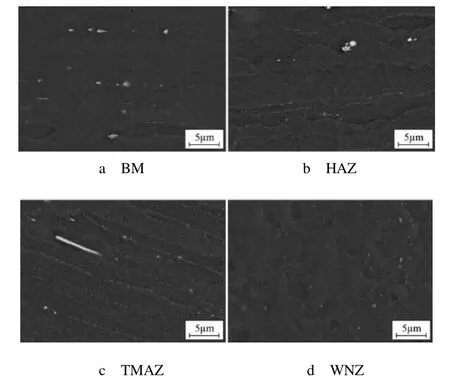
图7 无减薄焊缝沉淀相分布
HAZ 内的沉淀相数量远低于母材,但沉淀相尺寸较大,说明一部分沉淀相在焊接热作用下出现固溶,而未完全固溶的沉淀相在热输入作用下进一步长大,如图7b所示。图7c 为TMAZ 内的沉淀相分布图。可以看到,在大塑性变形作用下,晶界上的大尺寸沉淀相发生了破碎再分布,部分被挤压拉长;部分小尺寸的沉淀相在晶界上均匀分布。而WNZ 内的沉淀相由于受到了更大的机械搅拌作用,破碎成了更细小的颗粒,部分析出相甚至分布于晶粒内部。通过EDS 能谱可知焊缝区域的沉淀相以T2相(Al6CuLi3)和TB 相(Al7Cu4Li)为主。
3.3 接头力学性能及断裂机制
图8 为无减薄搅拌摩擦焊接头拉伸试验结果。可以看到,拉伸曲线无明显的屈服现象,接头抗拉强度和断后延伸率分别为395MPa 和3.5%。由于受到焊接热循环影响,热影响区出现晶粒及沉淀相粗化,该区域硬度低于母材成为接头薄弱区域。因此拉伸过程中接头沿HAZ 区以45°断裂(图9),呈韧性断裂。

图8 无减薄焊缝应力-应变曲线
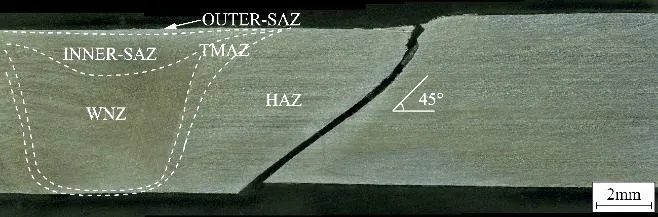
图9 无减薄焊缝断裂路径
图10 为无减薄搅拌摩擦焊接头断口形貌。如图10a所示,断口形貌较为均匀,表面由韧窝和大量塑性滑移花样组成,证明接头断裂形式为韧性断裂,如图10b 和图10c所示。
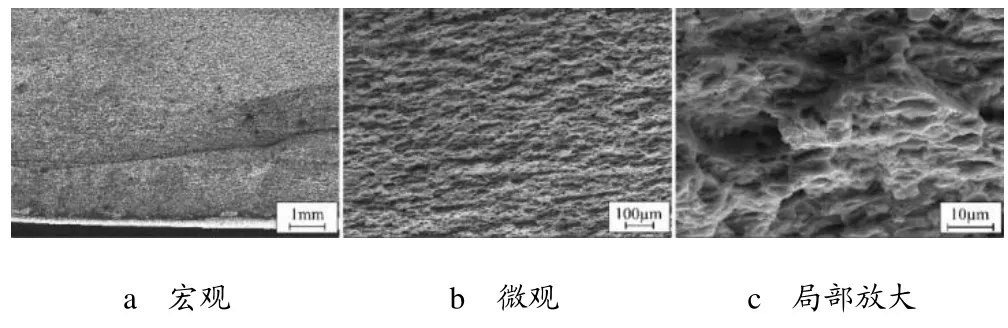
图10 接头断口形貌
图11 为无减薄搅拌摩擦焊接头硬度分布图。在焊接热输入作用下焊缝整体硬度有所下降。与常规材料焊缝相同,2195-T8 无减薄搅拌摩擦焊焊缝接头硬度呈现“碗状”,母材硬度最高(140HV),HAZ 和TMAZ硬度逐渐下降至最低,约为120HV,WNZ 硬度有所提高(132HV),但仍低于母材。接头硬度的变化与晶粒粗化和沉淀相的固溶粗化等有关。由于接头HAZ 硬度最低,因此HAZ 是接头的薄弱区域,与拉伸结果一致。

图11 无减薄接头显微硬度分布云图
基于以上研究可见,本研究开发的无减薄搅拌摩擦焊方法可成功地实现2195-T8 铝锂合金高质焊接,焊后焊缝无减薄,表面平整光滑,接头质量高,有望在其他材料焊接中实现应用。
4 结束语
a.开发了无减薄搅拌摩擦焊的方法,成功地对2195-T8 铝锂合金进行了焊接,焊后焊缝未产生减薄现象,实现了等厚焊接;
b.揭示了无减薄焊接的内在机制,内部小轴肩大压入量保证连接效果,实现一次焊接;外部大轴肩无压入避免塑性材料溢出焊缝,实现二次成形;
c.无减薄接头强度较高,在最优化的参数下达到了395MPa,达到母材强度的68%。拉伸过程焊缝在热影响区呈45°角断裂,呈韧性断裂。
猜你喜欢
中成药(2019年12期)2020-01-04
材料科学与工程学报(2016年4期)2017-01-15
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
凿岩机械气动工具(2016年3期)2016-03-01
山东冶金(2015年5期)2015-12-10
上海金属(2015年1期)2015-11-28
中国光学(2015年1期)2015-06-06
电子工业专用设备(2014年10期)2014-07-04
郑州大学学报(工学版)(2014年6期)2014-03-01
