
铝/钛异种金属超声振动强化搅拌摩擦焊接工艺试验研究
2023-11-15 05:54:12张贤昆石磊武传松李胜利
航天制造技术 2023年4期
张贤昆 石磊 武传松 李胜利
(材料液固结构演变与加工教育部重点实验室,山东大学,济南 250061)
1 引言
随着航空航天、汽车制造等领域对降低推重比、减轻构件质量以及提升节能效果等的要求不断增加,铝合金和钛合金应用范围也越来越广泛[1]。因此铝/钛复合结构的连接问题逐渐成为国内外的研究热点。然而,由于铝合金和钛合金之间存在着巨大的热物性差异,例如熔点、热膨胀系数、热导率相差巨大,铝和钛晶格参数、晶格类型差异巨大导致冶金不相容[2]。采用传统熔焊对铝/钛异种金属进行连接时,容易产生孔洞、热裂纹、变形等问题。而搅拌摩擦焊作为一种固相连接方法,能够减少甚至避免传统熔焊带来的上述问题,为铝/钛异种金属的连接提供了新途径[3]。
近年来,国内外学者开展了大量铝/钛异种金属的搅拌摩擦焊接研究,取得了显著成果。Dressler 等人[4]实现了2mm 厚AA2024铝合金和TC4 钛合金的高质量连接,分析发现铝/钛界面附近形成的涡状结构产生了牢固的微观机械连接,同时铝/钛界面形成了较薄的金属间化合物层,最终接头强度达到348MPa。Li 等人[5,6]采用双面搅拌摩擦焊实现了8mm 中厚板铝/钛异种金属的高质量焊接。研究证明,双面搅拌摩擦焊接工艺能够消除铝/钛异种金属常规搅拌摩擦焊接时在焊缝根部产生的弱连接缺陷[7]。但是,双面搅拌摩擦焊会降低焊接生产效率,增加生产成本。
超声振动强化搅拌摩擦焊(Ultrasonic vibration enhanced friction stir welding,UVeFSW)通过超声工具头直接将超声能量施加于搅拌头正前方[8],能够高效利用超声能量,设备柔性高,可达性好。目前,国内外学者已经采用UVeFSW 新工艺实现了铝/镁[9~13]、铝/铜[14]、铝/钢[15]等异种金属,以及铝合金[16,17]同种金属的高质量焊接。大量研究发现,在搅拌摩擦焊接过程中施加超声振动能够降低焊接载荷,减少搅拌头的磨损[18]。同时,在异种金属焊接时,能够提高焊缝表面成形质量,并减少搅拌头的黏着现象[14]。此外,超声振动还能够拓宽工艺窗口,促进焊核区的材料流动,并抑制异种金属之间金属间化合物的生成[9,19]。沈阳航空航天大学马钟玮开展了超声振动辅助铝/钛搅拌摩擦焊对接工艺实验,发现施加超声能够促进焊核区中的材料流动并细化接头晶粒组织[20]。但其将超声工具头固定于垫板下方,会影响超声的施加效果。
本文以4mm 厚度的AA2024-T4 铝合金和TC4 钛合金为研究对象,基于自主设计的超声振动强化搅拌摩擦焊接设备,开展了铝/钛异种金属的超声振动强化搅拌摩擦接工艺试验,对焊缝表面成形、铝/钛界面微观结构和接头力学性能进行了表征和分析。
2 超声振动强化搅拌摩擦焊接设备
研究采用的超声振动强化搅拌摩擦焊设备由自主设计的超声振动辅助装置和FSW-3LM-3012 搅拌摩擦焊机组成,设备如图1所示。超声振动辅助装置主要包括超声波发生器、超声振动工具头。超声振动工具头通过螺栓直接与搅拌摩擦焊机机头连接,直接作用于搅拌头正前方工件上表面。超声工具头与搅拌针中心线距离为20mm,与水平面夹角为40°,超声频率为20kHz,工具头空载振幅为40μm,超声功率为250W。
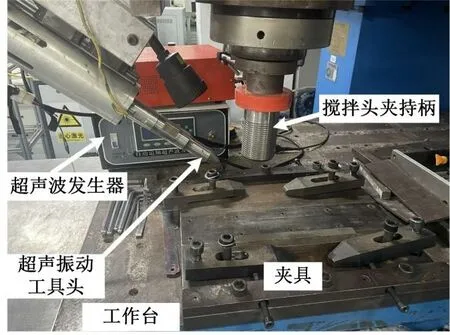
图1 超声振动强化搅拌摩擦焊接设备
3 铝/钛异种金属超声振动强化搅拌摩擦焊对接试验
实验以4mm 厚AA2024-T4 铝合金和TC4 钛合金为母材,板材长150mm,宽50mm。铝/钛异种金属超声振动强化搅拌摩擦焊接工艺如图2a所示。焊接时,TC4 合金置于前进侧(AS),AA2024 置于后退侧(RS)。搅拌头由钨铼合金制成,轴肩直径12mm,针长3.7mm,搅拌针根部直径6mm,端部直径5mm,搅拌针带有螺纹,具体尺寸可见图2b。焊接时,搅拌头偏向铝合金2.2mm,如图2c。焊后,每个工艺参数条件下切取3个拉伸样和1 个金相样。使用万能试验机对试样进行拉伸测试,拉伸速度为1mm/min。金相样在使用砂纸打磨后进行抛光,抛光结束后在TM4000plus 桌面式扫描电镜上对铝/钛对接面进行表征。使用Keller 试剂对试样进行腐蚀后,在光学显微镜下观察焊缝横截面。

图2 铝/钛超声振动强化搅拌摩擦焊接工艺细节
4 结果与分析
4.1 接头表面成形
图3对比了不同工艺条件下的焊缝表面成形情况。可以看出,焊速较低时,无论是否施加超声,焊缝表面均较为光滑,成形较好。当焊接速度增加至75mm/min 时,常规搅拌摩擦焊缝表面较为粗糙,而UVeFSW 焊缝光滑、无毛刺。此外,施加超声后,铝/钛两种金属的界限变得不明显。这是因为超声的软化作用,使得铝合金更易流动,促进了钛与铝之间的混合,因此两者的界限变得不明显。
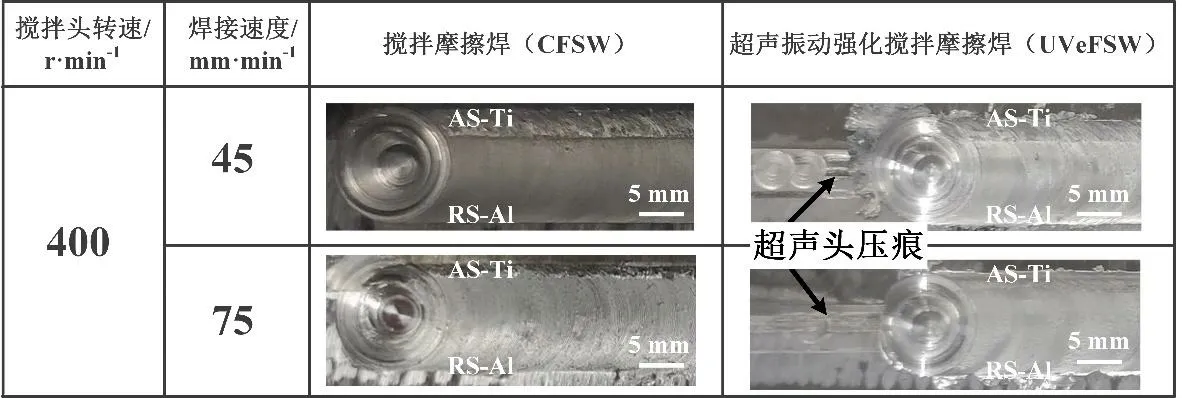
图3 不同工艺条件下铝/钛异种金属焊缝表面形貌
4.2 接头横截面宏观形貌
图 4 展示了搅拌头转速 400r/min,焊接速度45mm/min 条件下,FSW 和UVeFSW 接头横截面宏观金相。可以看到,在该参数下,焊缝成形良好,无孔洞、隧道等宏观缺陷。由于搅拌头偏向铝合金,因此材料流动主要位于铝合金一侧。此外,因为搅拌针长度小于板厚,在焊缝根部均出现了根部弱结合缺陷。这主要是因为搅拌针根部产热不足,加上钛合金热传导系数较低,因此焊缝根部温度较低,材料流动不充分,难以保证实现有效的冶金结合。施加超声后,在一定程度上促进了焊缝根部的材料流动,根部弱结合缺陷的高度由0.47mm 减小至0.32mm。与此同时,能够看到UVeFSW 焊缝根部钛铝微观机械互锁结构的插入深度更深,这有利于提升接头抗拉强度。
图5 展示了不同工艺条件下焊缝横截面中间位置热机影响区边界至铝/钛对界面的宽度。随着焊接速度的增加,该宽度不断减小。这是因为随着焊速增大,焊接热输入减小,材料流动区域减少。但是,在施加超声后,能够看到该宽度得到了一定程度提升。证明施加超声能够促进金属软化,提高焊核区塑性材料的流动能力[18]。
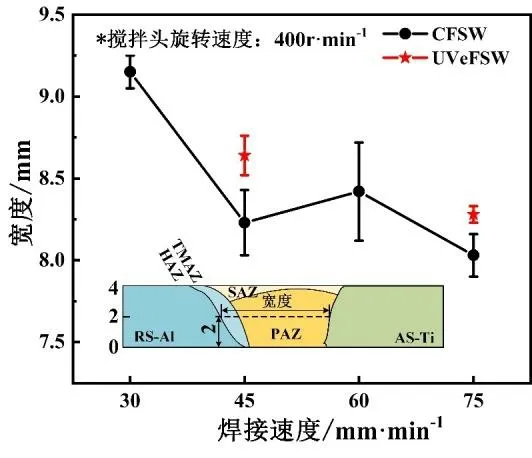
图5 焊缝中间位置热机影响区边界至铝/钛对接界面处的宽度随焊接速度的变化曲线
4.3 接头界面微观结构
图 6 展示了搅拌头转速 400r/min,焊接速度45mm/min 条件下,CFSW 接头宏观和微观扫描电镜图片以及能谱线扫描结果。能够看到,在焊缝的上、中、下部均能看到微米级的金属间化合物。焊缝顶部的金属间化合物呈现出破碎状,该位置受到轴肩的影响,温度更高,更容易发生材料流动,产生更大的塑性变形,如图6b所示。在焊缝中部和下部能够看到层状的金属间化合物,该位置主要受到搅拌针的影响,因此塑性应变相对于焊缝顶部更小。该层状金属间化合物的形成,与铝/钛之间的互扩散密切相关。从图6e 的能谱线扫描结果可以看出,该位置出现了约为5μm 厚的金属间化合物层。
图 7 展示了搅拌头转速 400r/min,焊接速度45mm/min 条件下,UVeFSW 接头宏观和微观扫描电镜图片以及能谱线扫描结果。能够看到,仅有焊缝顶部出现了连续的微米级金属间化合物,如图7b所示。从图7e 能谱结果可以看出,该金属间化合物的厚度约为2μm。而焊缝中部和下部,并未发现明显的微米级金属间化合物,如图7c、图7d所示。

图7 UVeFSW 接头微观结构
对比图6 和图7 可以发现,施加超声能够抑制铝/钛界面金属间化合物的生长。在CFSW 焊缝的中下部仍然形成了较厚的金属间化合物层,而在UVeFSW 焊缝中部和底部,铝/钛之间形成了扩散型界面,这能够有效减少脆硬的金属间化合物带来的应力集中问题,从而提升接头的力学性能。
4.4 接头力学性能
图8 展示了接头力学性能随着焊速变化图。对比发现,随着焊速的增加,常规搅拌摩擦焊接头的力学性能先上升后下降,在焊接速度为45mm/min 时接头的抗拉强度最高,达到288.7MPa。在相同的工艺条件下,施加超声后的UVeFSW 接头的抗拉强度达到343.3MPa,相比CFSW 接头提升了 18.9%,达到AA2024-T4 铝母材强度的76.2%。证明在铝/钛异种金属搅拌摩擦焊接过程中施加超声振动能量可以有效提升接头力学性能。这主要是因为施加超声降低了焊缝根部弱结合缺陷的长度,增强了铝/钛之间的机械互锁结构,同时,施加超声有效抑制了铝/钛界面金属间化合物的形成与生长,降低了界面附近的应力集中,从而提高了接头的抗拉强度。

图8 不同工艺条件下接头的抗拉强度
5 结束语
a.施加超声能够提升焊核区塑性材料的流动性,改善焊缝表面成形,减少焊缝根部弱结合缺陷的长度,促进铝/钛之间形成机械互锁结构,从而提高接头的抗拉强度。
b.超声能够在一定程度上抑制铝/钛界面金属间化合物的生成与增厚,使得铝/钛之间形成扩散型界面,有效降低了铝/钛界面附近的应力集中,有利于提升接头性能。
c.研究发现,4mm 厚的AA2024-T4 铝合金与TC4钛合金常规搅拌摩擦焊接头的最高抗拉强度为288.7MPa,而超声振动强化搅拌摩擦焊接头的最高抗拉强度达到343.3MPa,相比常规搅拌摩擦焊接头提升18.9%,达到AA2024-T4 铝母材抗拉强度的76.2%。超声振动强化搅拌摩擦焊接新工艺能够提高铝/钛异种金属的焊接质量。
猜你喜欢
金属加工(热加工)(2020年12期)2020-02-06 05:59:26
动画大王(漫画行)(2016年7期)2016-07-30 01:27:07
动画大王(漫画行)(2016年5期)2016-07-29 11:51:01
动画大王(漫画行)(2016年4期)2016-07-29 11:16:12
动画大王(漫画行)(2016年1期)2016-07-29 04:30:45
腹腔镜外科杂志(2016年11期)2016-06-01 12:10:08
焊接(2016年1期)2016-02-27 12:59:14
磁共振成像(2015年9期)2015-12-26 07:20:31
实用手外科杂志(2015年2期)2015-08-28 09:50:58
焊接(2015年8期)2015-07-18 10:59:14
