YB65型包装机推烟板轴向定位装置的改进及应用
2023-11-14 08:54朱宝林马悦坤
中国新技术新产品 2023年19期
朱宝林 马悦坤
(吉林烟草工业有限责任公司长春卷烟厂,吉林 长春 130033)
YB65 型包装机将2 排5 包的烟包外包裹一张条盒纸,完成烟包的条盒包装。其推烟机构的圆锥齿轮受结构所限,易磨损,使用寿命较低。当齿轮发生磨损时,会导致机构运动不灵活、不准确,初期会偶发不合格烟包流入下道工序的现象。该现象较难发现,并影响产品质量。后期会造成齿根断裂,使机构运动失效。修复该机构平均需要2.5h,是该设备在使用过程中普遍存在的难题。
1 推烟板工作原理
1.1 推烟过程分析
YB65 条盒包装机(也称CT)将完成小盒包装的烟包包装成条盒,其工艺流程如图1 所示。包裹好透明纸并堆叠成2层的烟包被输送至机器的包装位置(图中3 处)排列成“五包平列,上下两层”的条状。纸库内的条盒纸被吸住送到输送装置(图中1 处)。在继续向下输送的过程中,上胶器对条盒纸所需的封合折边进行涂胶(图中2 处)后,条盒纸被输送到包装位置等待烟包进入,并由推烟板推入条盒折叠通道。
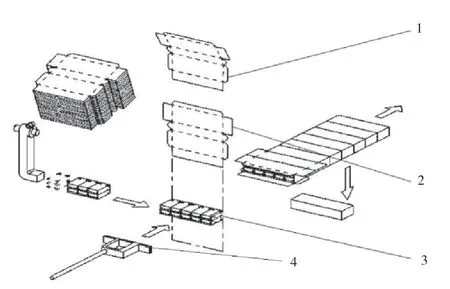
图1 YB65 条盒包装机工艺流程图
1.2 推烟板的运动分析
推烟板机构运动简图如图2 所示。推烟板由推板体和活动推板组成。推烟板的推进、返回以及返回时活动推板的旋转运动均由分配轴上的凸轮控制。该凸轮两侧分别有曲线槽,其中一侧的曲线槽通过摆杆、连杆带动滑座和滑套做往复直线运动,滑座与滑套固定连接,滑套又与推板体连接,使推烟板产生往复直线运动[1]。
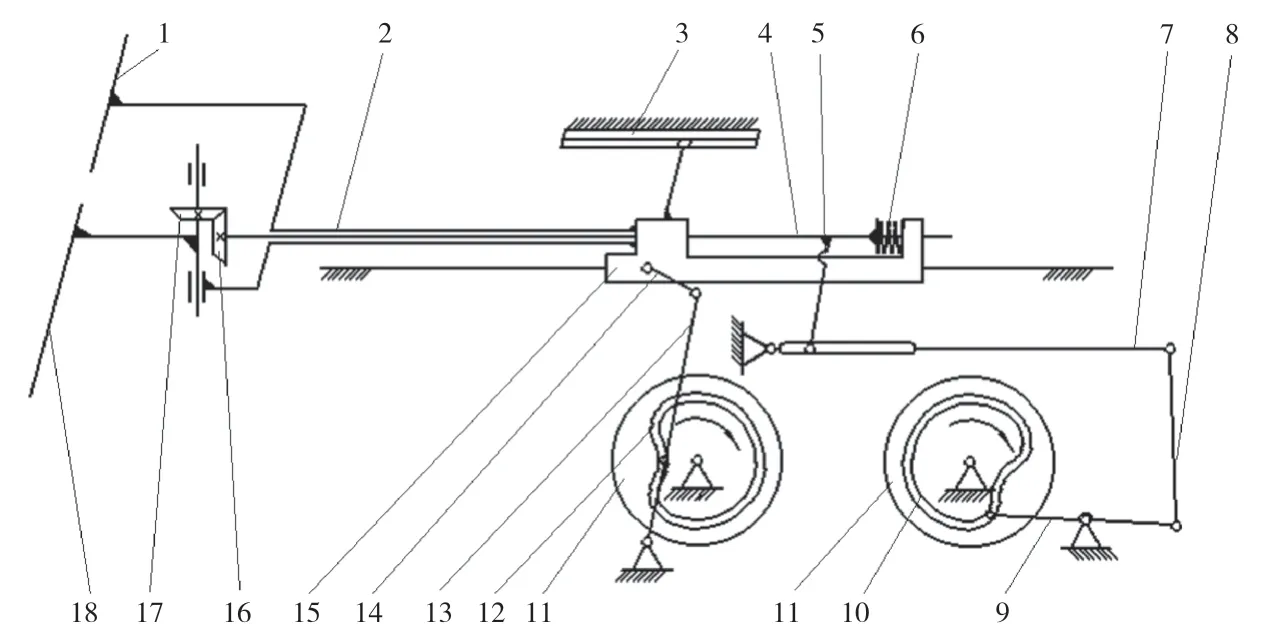
图2 推烟板机构运动简图
推烟板完成烟包推送后,在返回过程中,活动推板边后退边做顺时针旋转摆动,避免与后续烟包产生干涉。在推送下一组烟包前,活动推板又转动至与推板体平行的位置。该运动由凸轮另一侧的曲线槽通过摆杆、连杆、摆动导轨、摆动块使推烟板圆锥齿轮轴产生转动,圆锥齿轮轴一端的圆锥齿轮又带动推板体内的另一圆锥齿轮,从而使活动推烟板产生转动。
1.3 推烟板的结构分析
推烟板机构示意图如图3 所示。推板体与滑套焊接在一起,调整好轴向位置后利用螺钉、紧定螺钉与滑座固定连接,至此完成了滑套与滑座之间的定位。活动推板通过螺钉与支架固定连接,并通过螺钉、圆锥齿轮与支架组合体固定,组成了活动推板的旋转部分。滑套前端支座内嵌有滚动轴承,支撑板内嵌有滚动轴承,组合体上、下的转轴可在2 个轴承内旋转。圆锥齿轮轴与滑套组成转动连接。左端伸出滑套部分依次装有隔套、摆动块、扭簧和摆动块,其左端台阶部分装有角接触轴承,轴承嵌入套的内孔,在套与挡板间装有弹簧。挡板通过螺钉固定在滑座左端。摆动块A 空套在圆锥齿轮轴上。摆动块B 与圆锥齿轮轴间由锁紧螺钉和圆锥销固定连接,在扭簧的作用下2 个摆动块的传动部分贴合在一起。当凸轮摆杆机构通过摆动导轨带动摆动块A 沿图2 中的摆动导轨右端向上摆动,摆动块A 推动摆动块B,使圆锥齿轮轴做顺时针转动,完成活动推板的推烟准备动作。当推烟板完成推烟动作后退时,摆动块A 在凸轮摆杆机构的作用下沿图2 中的摆动导轨右端向下摆动,通过扭簧带动摆动块B 使圆锥齿轮轴做逆时针转动,活动推板完成旋转、避让动作。此时摆动导轨与导向轴的轴线并未处于平行状态,当活动推烟板的避让动作到位后(此时支架的右侧面与限位螺钉端面接触),在推烟板组件继续后退过程中,摆动块B 因旋转推板运动受限位螺钉限制而不能继续旋转,摆动块A 在摆动导轨的作用下克服扭簧的扭力继续逆时针旋转,2 个摆动块分离。在扭簧的扭力作用下,下一个工作循环开始时,摆动块A 和摆动块B 能够快速贴合到一起。
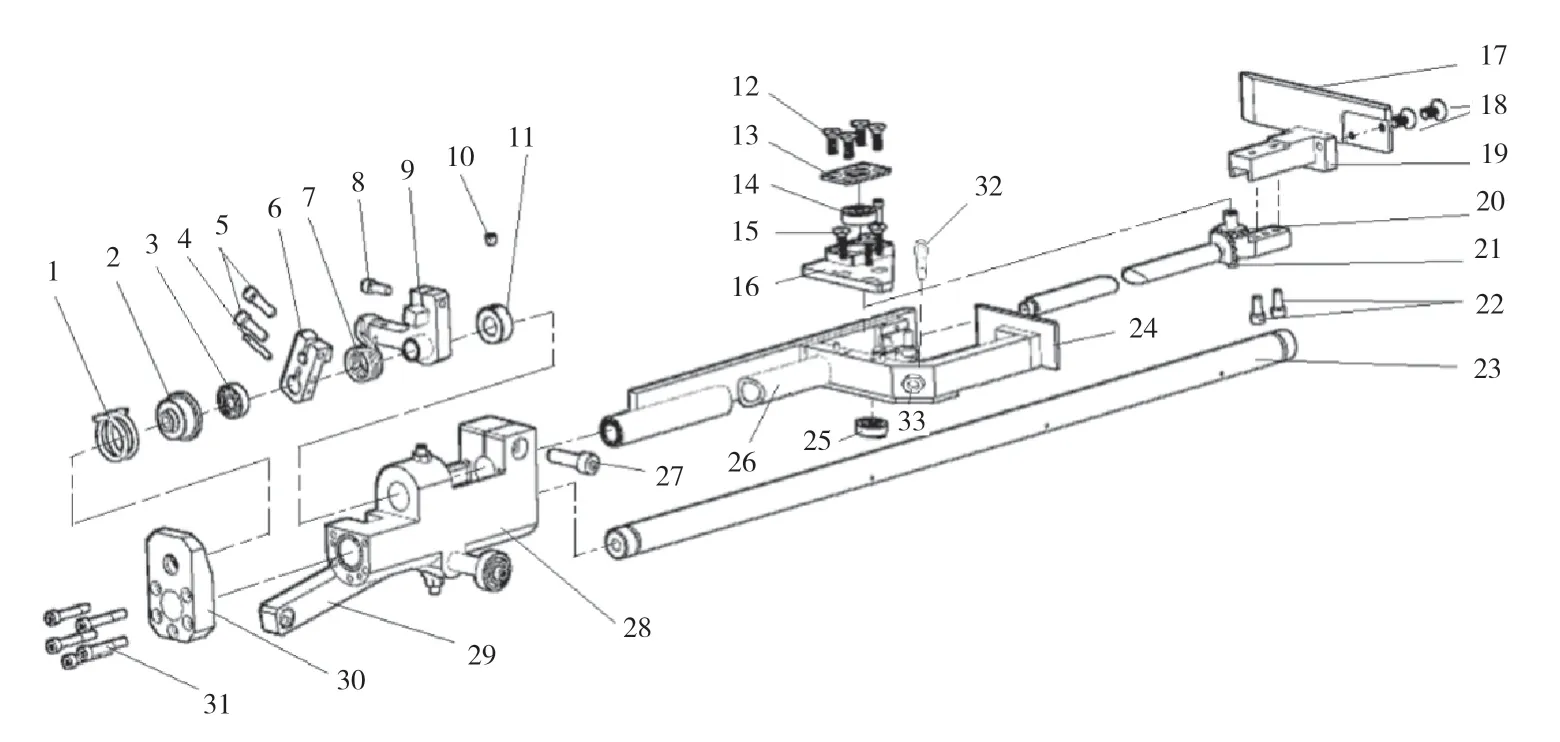
图3 推烟板机构示意图
2 存在问题及原因分析
2.1 存在的问题
2 个圆锥齿轮副的轮齿间存在较大接触压力,长时间运转会加剧轮齿磨损,严重影响齿轮的使用寿命。圆锥齿轮发生轮齿磨损会造成机构运动不灵活、不准确,初期会偶发不合格烟包流入下道工序的现象。该现象较难发现,并会影响产品质量。后期会造成齿根断裂,使机构运动失效。齿轮寿命缩短,增加维修成本。同时还会耗费一定时间去更换齿轮轴、圆锥齿轮与支架组合体。在更换圆锥齿轮轴的同时,要更换摆动块B,并对该机构进行重新定位调整,配钻定位销,每次耗时至少2.5h。
2.2 推烟板轴向定位的调整要求及思路
通过前述分析可知,图3 中的弹簧的轴向力通过轴承施加在圆锥齿轮轴的左端台阶处。以下分2 种情况对圆锥齿轮轴轴向定位方式进行讨论:1)安装好圆锥齿轮与支架组合体,调整圆锥齿轮轴的轴向位置,保证2 个圆锥齿轮副有较好的啮合效果,即保证相互啮合的轮齿间无运动间隙且无沿圆锥齿轮轴的轴向力施加在轮齿啮合处。为达到以上要求,只能在调整好轴向位置后,利用隔套与滑座贴合,并利用紧定螺钉锁紧隔套,对圆锥齿轮轴进行轴向定位。在弹簧的作用下,隔套与滑座间势必会产生摩擦力,该摩擦力会造成圆锥齿轮轴转动不灵活,尤其是齿轮轴做逆时针转动时,该摩擦力如果大于扭簧的扭力,摆动块B 则不能跟随摆动块A 同步转动,导致活动推板转动不到位,并出现卡烟现象。2)安装好圆锥齿轮与支架组合体,将弹簧的轴向力沿圆锥齿轮轴的轴向施加在2 个圆锥齿轮副之间,转换为2 个齿轮轮齿间的接触压力。隔套与圆锥齿轮轴左端留有适当间隙,保证机构运转灵活。轮齿间存在较大接触压力,长时间运转会加剧2 个圆锥齿轮副的轮齿磨损,严重影响齿轮的使用寿命。
2.3 推烟板轴向定位缺陷原因分析
实际工作中,往往采用的是前述第2 种定位方式,即安装好圆锥齿轮与支架组合体,将弹簧的轴向力沿圆锥齿轮轴的轴向施加在2 个圆锥齿轮副之间,转换为2 个齿轮轮齿间的接触压力,隔套与圆锥齿轮轴左端留有适当间隙,保证机构运转灵活。因此如何减少2 个圆锥齿轮轮齿间的接触压力,提高零件使用寿命是亟待解决的问题。
3 改进方案
通过前述分析,该文确定改进方案的思路是在保证机构运转灵活的前提下减少圆锥齿轮副间的接触压力,提高圆锥齿轮副的使用寿命。即采用前述第1 种定位方式来减少圆锥齿轮副间的接触压力,并在图3 中的隔套与滑座中间加装推力轴承,避免其转动时摩擦力过大而发生机构运动不灵活现象。通过实际测量并建模分析,上述方案可以实现。
该文对滑座进行了重新设计,如图4 所示。通过改变滑座第二端面的位置,并在第二端面设计推力轴承的安装孔,完成如图5 所示的推力轴承安装空间的设计。该推力轴承与该安装孔为间隙配合[2]。重新设计图3 中的滑套左端空心圆柱部分的长度尺寸,以适应新的定位装置尺寸的要求。CT 推烟板轴向定位装置增加了图5 中的推力轴承,如图6 所示。进行圆锥齿轮轴轴向定位时,可先以圆锥齿轮与支架组合体为基准,调整好圆锥齿轮副的间隙后,将隔套、推力轴承与滑座依次贴紧,利用紧定螺钉锁定隔套轴向位置,这样弹簧的压力便可通过隔套传递后施加在滑座与推力轴承的接触面上,保证圆锥齿轮副有良好的啮合效果。
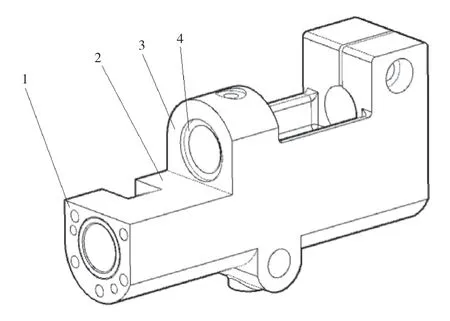
图4 新设计滑座结构示意图
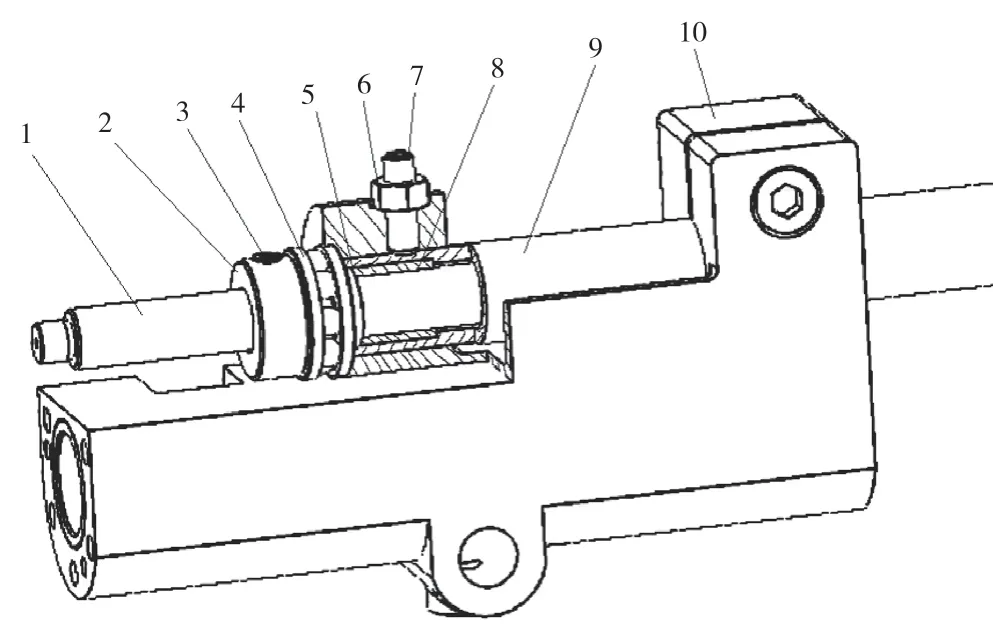
图5 新设计部位组装示意图
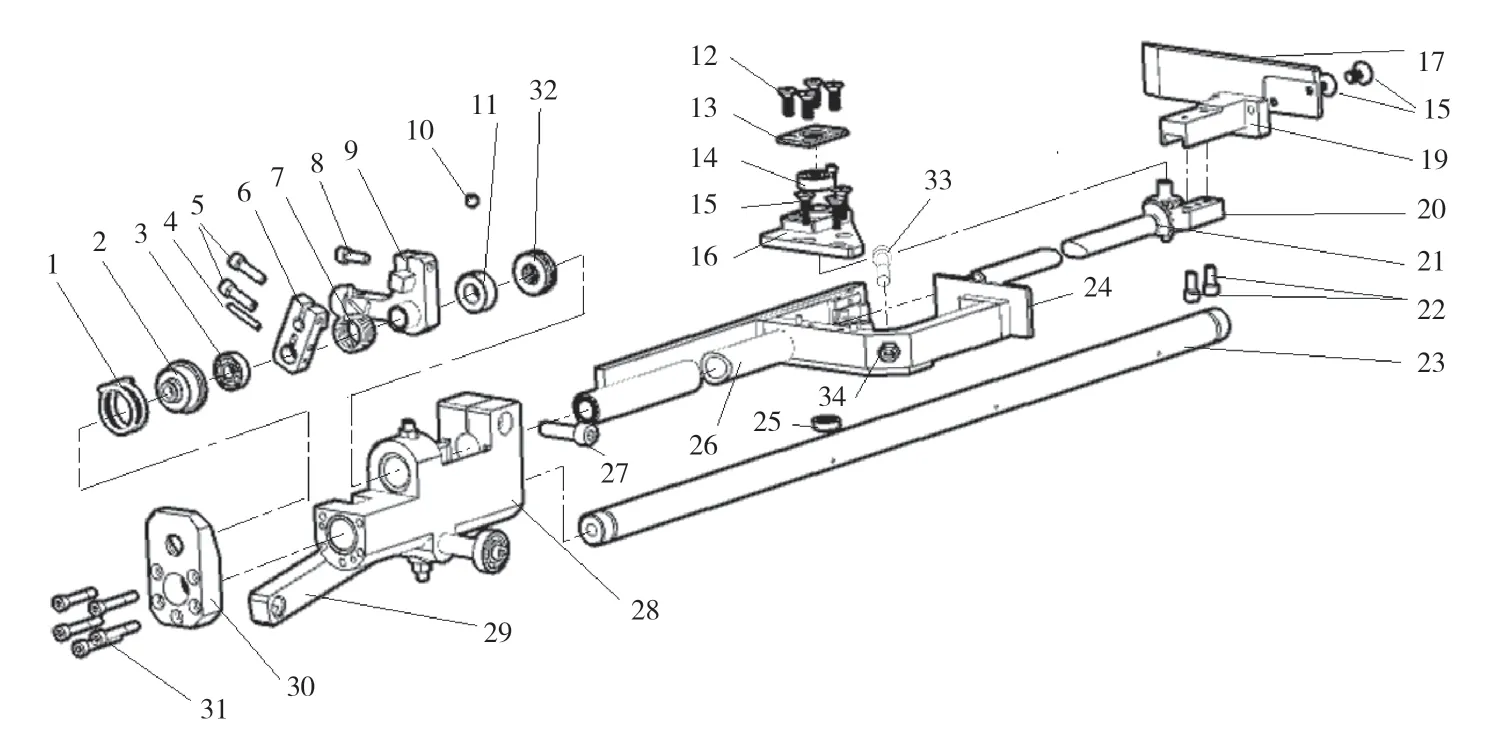
图6 新设计的推烟板机构示意图
4 使用效果
采用新设计的CT 推烟板轴向定位装置后,不会因圆锥齿轮副轮齿间接触压力过大而造成磨损,可提高圆锥齿轮的使用寿命,降低不合格品流入下道工序的风险,也降低了更换相关零件的频次,节约维修成本的同时也提高了设备的运行效率。6 台YB65 型包装机CT 推烟板改进前、后的圆锥齿轮使用寿命统计见表1。通过表1 可以看出,6 台设备推烟板圆锥齿轮的使用寿命由改进前的108.86 天提高到了改进后的380 天,该部位故障次数明显减少。

表1 2019 年封签转向装置改进前、后故障次数统计表
5 结语
对YB65 型包装机推烟板轴向定位装置进行改进和应用后,解决了该部位易出现的技术难题,随着故障次数的减少,产品质量和设备的运行效率也会得到明显提升。同时该文设计也可为解决其他技术问题提供思路,改进的不足之处将在以后的工作中加以完善。
猜你喜欢
发明与创新(2022年27期)2022-09-16
橡塑技术与装备(2021年16期)2021-08-27
起重运输机械(2021年4期)2021-03-26
印刷工业(2020年5期)2020-03-29
设备管理与维修(2019年17期)2019-10-26
设备管理与维修(2019年9期)2019-09-12
锻压装备与制造技术(2019年4期)2019-08-28
精密制造与自动化(2018年3期)2018-09-19
制造技术与机床(2018年9期)2018-09-19
橡胶工业(2016年6期)2016-02-24