智能化平台升级改造在氯碱生产中的应用
2023-10-25 07:05张胜男
中国氯碱 2023年9期
张胜男
(唐山三友氯碱有限责任公司,河北 唐山 063305)
工业化大生产越来越离不开自动化、信息化,设备信息化管理已经成为智能化工厂的重要组成部分[1]。随着“互联网+”时代的到来,越来越多的化工生产企业开始引入先进的信息化系统, 实现化工生产过程中的协同办公, 但是, 随着企业生产信息数据的积累,服务器保存的数据越来越多,很多企业已经无法做到充分利用已有的生产资源, 不能从根本上将现有优势资源转变成所需要的信息。但是,企业信息化系统经过多年运行积累的大量数据资源, 能够帮助企业做出准确的经营管理决策,具有一定的意义[2]。化工企业更多的先进技术被引入利用, 来构建信息处理模型, 提高化工生产过程中信息处理和生产管理的智能化及自动化水平。
1 智能化平台应用的必要性
自2011 年三友氯碱生产网络建设以来,网络系统实现了系统统一代码、 建立了统一的资源标准和信息平台, 为公司生产管理的信息集成和信息共享提供了有效的连接途径。同时生产数据采集PI 系统的投用,实现了现场主要数据采集和上传的功能,为公司生产过程状态监测、优化管理、及时发现问题、分析问题、 解决问题等提供了必要的数据平台和先进控制的基础。 随着公司各项节能技术改造项目的开发实施, 现有生产网络中的数据信息已不能满足生产管理需要,因此,三友氯碱通过DCS 与先进网络控制技术相结合, 在现有生产网络平台对系统进行扩容及实施数据分析统计功能升级改造。
2 智能化平台升级改造
(1)对烧碱生产工序、单体工序、树脂工序和公用工程工序的技术改造部分在系统中增加新的工艺位号、控制逻辑、数据统计画面、报表分析、实时报警、产销平衡和能耗管控等功能。
(2)完成新增DCS 系统、SIS 系统的数据上传到PI 数据库系统。 对服务器、磁盘阵列、硬件隔离器与部分网络硬件等设备进行升级并增加网络安全防护装置。
(3)在现有PI 数据库基础上增加10 000 点,通过对PI 实时数据库系统扩容,将公司各生产装置的重要实时数据采集到该数据库, 构成整个生产集中数据平台。
(4)智能化平台的展示与应用实现移动客户端的浏览功能及关键信息的推送功能。
2.1 系统搭建和信息采集
此次智能化升级通过新增一台服务器作为web应用服务器,将DCS 系统中的仪表数据通过工程师站,再利用公司现有网络传送到PI 数据库中,根据相应统计及计算规则生成报表及各项统计指标,在浏览器及移动端进行展示。
数据采集系统所使用的智能结构可在多种系统配置下运行。 数据采集服务器提供信息集中采集和系统的维护。 每个数据采集客户端都可以同时与一个或多个实时数据库服务器相联, 为信息系统结构设计的优化提供了自由度。 PI 实施数据库系统全面采用的国际和工业标准作为系统的基础支撑平台,遵循网络通信TCP/IP 协议,模块化的程序结构以及三层体系结构、组件技术,方便系统功能的扩充及用户的二次开发。 该PI 系统采用集群技术、容错技术以及数据采集接口机缓存功能等方面共同保证系统的可靠运行。 同时,实时数据库从网络安全、访问权限和数据采集上进行配置授权, 全面保障系统的安全性。
实时数据库PI 系统在保存历史数据上采用了先进高效的“旋转门”两级压缩技术,使得历史数据可以保存很长时间。这样一来,不仅可以大大减少网络通讯负荷, 而且保证了数据的有效存储和系统磁盘空间的节省和高效。 系统通过客户端组态工具在线生成各种接线图、流程图、趋势图和报警图等,实现编辑和显示的在线切换。 数据采集方式见图1。
2.2 升级改造的实施方案
数据采集的升级改造主要包括历史数据归档、实时数据快照、通用数据服务器核心模块、性能公式模块、数据查询模块、总加器模块、蒸汽表模块、重算器模块、报警服务模块、模型数据库、自动点同步、系统配置与管理模块、 性能管理监控模块和高级计算引擎等。
业务功能的升级改造主要包括产品产量、 产品存量、装置负荷、装置运行和生产平衡等生产概况,不同生产系统关键参数指标展示及报警, 公用工程数据及水电汽能源消耗数据分析, 重大危险源监控和系统平稳率、自控率的运行评估等内容。具体内容见表1。
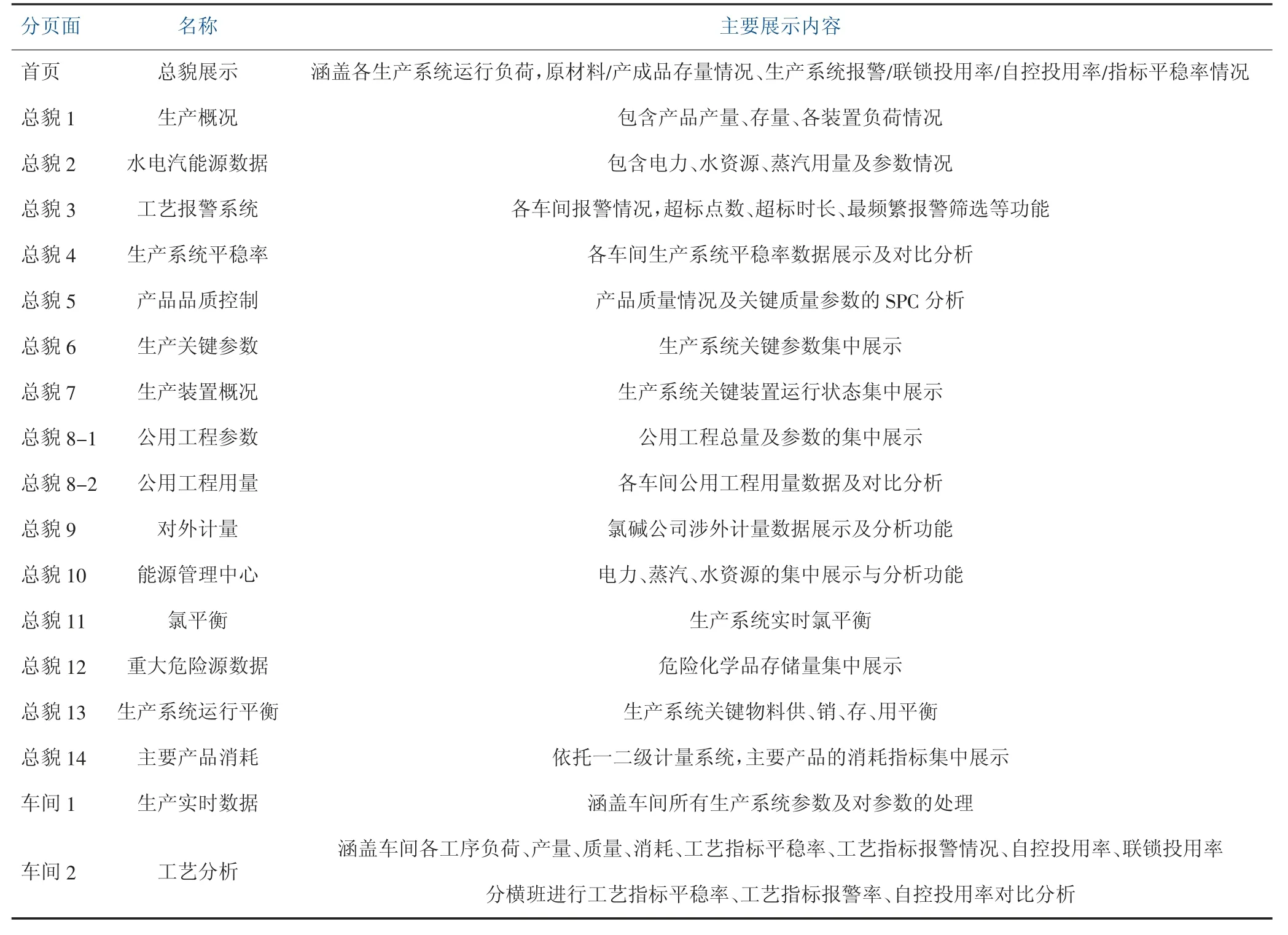
表1 智能化平台升级改造内容
3 升级改造实施效果
3.1 生产系统平稳率管理功能
目前已基本实现DCS 自动化控制,稳态下DCS自动控制时生产过程比较稳定。 但在切换为手动控制时, 操作工在调节过程中会对生产过程造成较大的扰动,最终影响产品的质量或者单耗。平稳率管理模块可以让企业管理者实时监管生产过程的平稳率、量化监视各生产工段的平稳率、并积累了平稳率的分析数据。通过对比考核等管理手段,有效增强操作工对生产的过程控制意识, 改善生产过程的平稳状态,保障装置长期安全平稳运行,提升了企业的运营管理效率。 具体功能效果见表2。
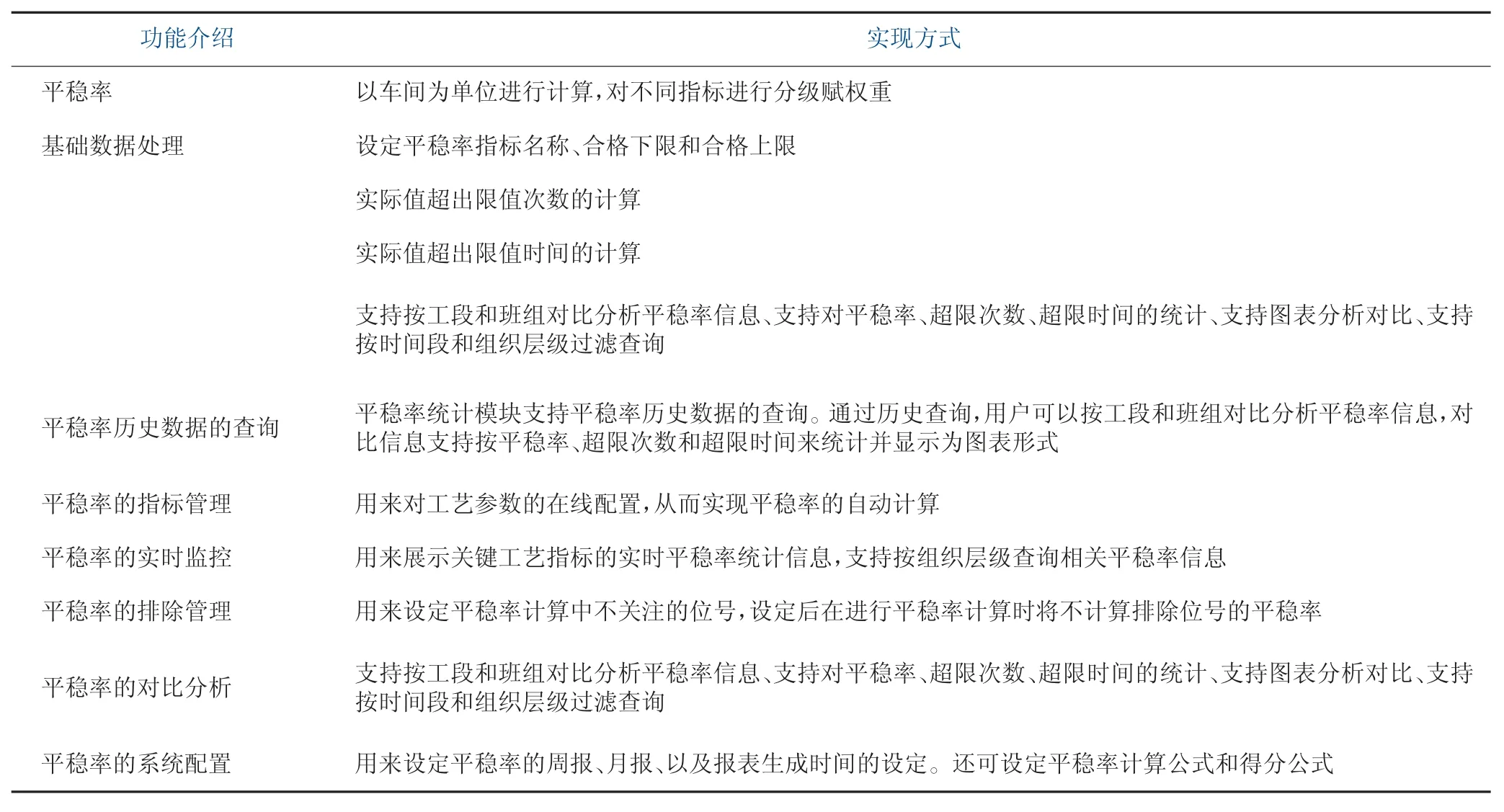
表2 生产系统平稳率管理功能
3.2 工艺参数报警管理功能
通过将工艺参数设定高低限值, 并将高低限值引进PI 实时数据库,形成实时报警系统,通过web网页进行展示提醒。 其中报警系统主要包含系统整体报警情况、各工序不同参数报警次数、最频繁报警指标、报警时长和横班报警五大模块,实现数据的汇总、分析和对比,并通过图表进行展示发布,进而实现对系统运行稳定性的评估。同时,该系统具备对间歇性运行生产系统进行报警筛选统计的功能, 通过设置不同关键参数运行的标志位来判定合理的报警统计区间, 避免无效高频报警对报警分析系统的干扰,另外,通过手机移动端的推送功能,将特定级别的报警, 比如紧急报警和重要厂控设备的启停等报警信息分级推送至相关管理人员和技术人员,以便相关人员及时对异常情况和生产经营调整做出准确判断,采取高效措施稳定生产。 具体功能效果见表3。
3.3 单回路自控率管理功能
通过自控投运率模块的运用, 提升企业的运营管理效率并保障装置的长期安全平稳运行。 以车间为单位进行自控投用率计算、实时监控、统计报表,具备回路屏蔽及筛选功能。 自控投运率模块支持以统计报表和图形形式展示实时数据和历史数据。 通过实时数据的展示, 生产管理者可以实时了解装置的自控投运情况。另外,实时统计的数据刷新周期可根据现场实际需要进行设置, 最小的数据更新周期可以达到秒级。 自控投运率模块支持以统计报表和图形形式展示历史数据。 通过自控投运率历史数据的查看,对同一车间,不同时间段、不同班组的自控投用率对比;或者同一时间段,同一车间自控投运率对比,实现系统控制稳定性的评估。
3.4 关键联锁投用率管理功能
以不同生产工序为单位进行联锁投用率计算、实时监控、统计报表。 具备联锁筛选、实时监控等功能。 实现关键联锁投用率以统计报表和图形形式来展示实时数据和历史数据。 通过实时数据的展示,生产管理者可以实时了解装置的联锁投用情况。 另外,实时统计的数据刷新周期可根据现场实际需要进行设置,最小的数据更新周期可以达到秒级。 联锁投运率模块支持以统计报表和图形形式展示历史数据。通过对同一车间, 不同时间段、不同班组的联锁投用率对比;对同一时间段,同一车间联锁投用率对比; 不同车间, 不同类别(SIS、A级)的联锁投用率对比,对各工序运行稳定性进行评估预判。
3.5 产成品品控管理功能
通过将需要的品质管理指标输入到实时数据库,同时结合SPC 直方图的应用,开发一种产品质量管控模块,针对烧碱、PVC、PPVC 等产成品品级率进行汇总统计展示, 同时选择直接关联产品品质的参数作为质量控制参数,进行SPC 分析,通过计算CPk值进行质量控制稳定性评估,实现产成品质量控制由品级率控制向过程控制转变。
3.6 能源管理中心
(1)完善能源计量体系,引入主要耗电设备电力系统数据,实现蒸汽、电力等基础能源数据(一二三级能源计量数据)的全面采集。
(2)能源数据与生产系统负荷情况关联,生产各种关键能耗指标,根据分析数据进行能源管理,发现能源浪费并进行有效管控。
(3)构建全公司能源管网模型,对能耗数据进行采集和实时查看, 实现对能源数据统一管理以及能源成本分析。
4 结语
智能化管理平台的搭建都是为了让生活和工作更加便捷、高效,让生产经营更加精准、安全,智能化发展将是化工行业的主攻方向。所以,加大化工生产智能化的研究更加必要。
猜你喜欢
化工管理(2022年14期)2022-12-02
学生天地(2020年8期)2020-08-25
铁道通信信号(2018年5期)2018-06-28
阜阳师范大学学报(社会科学版)(2017年3期)2017-10-13
汽车维护与修理(2016年10期)2016-07-10
小学生·多元智能大王(2015年3期)2015-05-25
汽车维护与修理(2015年6期)2015-02-28
发明与创新(2015年30期)2015-02-27
电镀与涂饰(2014年17期)2014-11-25
中国实用医药(2014年27期)2014-09-04