
钛合金板材制备技术的现状及展望(下)
——中厚板制备技术*
2023-10-14 10:37张智鑫李瑞锋樊江昆李金山
航空制造技术 2023年16期
张智鑫,唐 斌,,李瑞锋,樊江昆,彭 程,刘 川,李金山,
(1.西北工业大学重庆科创中心,重庆 401120;2.重庆三航新材料技术研究院有限公司,重庆 401120;3.西北工业大学凝固技术国家重点实验室,西安 710072)
钛合金中厚板是指厚度大于4.76 mm 的钛合金板材[1],广泛应用于航空、航天、海洋、船舶、兵器等装备的关键结构部件。典型应用包括TA15合金8.0~70.0 mm 厚度板材应用于战斗机机匣、机翼等结构件[2–3];TC4 ELI 合金8.0~40.0 mm 厚度板材应用于新一代战斗机机身、机翼和潜水器载人舱球壳[4–5];TC4 合金5.0~70.0 mm 厚度板材应用于新一代运输机和国产大飞机机身[6];TA23 合金5.0 ~ 10.0 mm 厚度板材应用于新一代船用声呐系统结构材料[7–8];TA31 合金10.0 ~ 45.0 mm 厚度板材应用于潜水器载人舱球壳和船用紧固件[9];低成本Ti3111 合金5.0~16.0 mm 厚度板材用于体育制品[10];低成本TC4 合金5.0 ~ 45.0 mm 厚度板材用于兵器装备及车辆装甲[11]。整体而言,常规钛合金中厚板的制备技术已经比较成熟,但是随着国内外航空、航天、航海、兵器装备工业的发展,对钛合金中厚板材料性能的需求也在不断更新,比如提出高批次稳定性、高均匀性、高损伤容限性、低各向异性、低残余应力、低成本等需求,这为钛合金中厚板的制备技术提出了新的挑战。
1 中厚板制备技术现状及问题
制备钛合金中厚板的原材料为锻造方坯 (现也有用EB 炉浇铸方坯的技术),方坯通过1~3 个火次轧制达到成品厚度,然后进行热处理,按需求获得所需热处理状态 (轧制态R、退火态M、固溶态ST、固溶时效态STA),最后通过磨削或酸洗处理板材表面氧化层,达到产品供货状态。中厚板的开坯火次通常采用换向轧制 (垂直于方坯的锻造流线)[12]。一般各火次间的加热温度相同,但对于一些变形抗力较大的合金,开坯火次加热温度较高。此外,如果需要得到特殊的显微组织,如网篮组织,需要调整各火次温度和变形量。由于轧制过程中施加平面应变,且板材产品表面积较大、失温严重,导致板材边部易开裂,因此板材轧制的各火次间需要频繁地修磨板材表面缺陷并重新加热轧制。
钛合金中厚板的轧制变形温度、变形速率和变形量可通过建立加工图并分析合金的热变形行为来确定。图1[13–14]是Ti–6Al–4V钛合金加工图,初始组织为全片层。基于动态材料模型 (DMM),通过计算耗散率和失稳因子[15]可得到合金的加工图,反映材料在塑性加工过程的冶金变化(如动态回复、动态再结晶等)和损伤行为(如空洞形成和楔形开裂)[16]。从图1(a)中可以看出,低温区750 ~ 900℃、应变速率10–3~10 s–1易出现变形失稳,包括沿晶开裂、片层扭折[17]、绝热剪切带[18]和宏观表面开裂;高温区1020 ~ 1100 ℃、高速变形1~10 s–1易出现β 失稳(不均匀变形)[19]。厚板轧制的安全工艺参数应选择图1(a)中两相区球化区域和单相区均匀动态再结晶区域,结合耗散率峰值区域可以确定优化的变形参数。基于不同钛合金的加工图,归纳了推荐的轧制工艺参数,如表1 所示[20]。另外,钛合金的热变形行为同样也是确定钛合金厚板轧制工艺的一个重要参考指标。随着加工温度的增加,钛合金的流变应力逐渐降低,流变应力越高表明材料加工所需要的轧制力越大,即材料的变形抗力越大,如图1(b)所示[14]。不同合金由于合金化程度和热变形行为不同,相同温度下流变应力曲线和峰值应力不同。对比TC4、Ti–8Al–1Mo–1V 等钛合金与AISI 4340 低合金钢的曲线发现,低温区 (700 ~ 950 ℃)加工钛合金需要更大的轧制力。根据材料的热变形行为,可以确定材料的变形抗力。结合相应的显微组织分析可以确定不同温度下钛合金的变形机理[21–22]。这对厚板轧制工艺的制定具有指导意义。

表1 钛合金厚板推荐的热轧工艺参数[20]Table 1 Recommended hot rolling process paramete for titanium alloy plates[20]

图1 TC4 合金的加工和不同合金变形抗力与变形温度的关系Fig.1 Processing diagram of TC4 alloy and relationship between deformation resistance and deformation temperature of different alloys
中厚板的普通退火 (再结晶)过程更像消除应力处理,例如美国RMI 公司的Ti–6Al–4V 厚板通常在的普通退火条件 (700 ℃/1~8 h)下供货[23]。普通退火板材的显微组织接近于轧制态,退火过程对板材显微组织的调控作用不大。其次是中高温退火 (相变点以下30~50 ℃)[24],可以均匀化显微组织、稳定力学性能,也可以起到固溶作用,得到过饱和固溶体,配合时效处理,可实现析出相调控和强化。另外,β 退火 (相变点上10~30 ℃)也是厚板的一种新型热处理方式[25–26],主要用于获得全片层组织,获得高韧性厚板,如β 退火态TC4 合金厚板断裂韧性可实现KIC≥80 MPa·m1/2[27]。国外主流民用飞机制造商提出了全片层组织钛合金厚板的需求,以满足飞机损伤容限设计要求,因此β 退火态厚板也成为大飞机用钛合金板材的一个新方向。但高温下板材的屈服应力可能低于板材的内部残余应力,退火过程由于内部残余应力松弛而引起板材整体塑性变形,导致板材翘曲。厚板的翘曲度改善方法通常需要进行蠕变矫形处理,蠕变矫形处理的关键是控制板材表面压力、蠕变时间和温度[28]。
1.1 近α 钛合金
纯钛厚板制备工艺相较于近α 钛合金厚板制备工艺简单、难度小,只需在两相区充分变形便可获得均匀的等轴组织,这里重点论述近α 钛合金厚板的制备工艺。近α 钛合金中通常加入少量的β 稳定元素 (Kβ<0.07%)和较高含量的α 稳定元素,常温下主要为α 相,多作为高温钛合金使用。为了提升近α 钛合金的高温性能,通常会加入质量分数0.1% ~ 0.5%的Si元素,形成TixSiy或 (Ti,Zr)xSiy金属间化合物。加入含量较高Al 元素可析出Ti3Al 相。常见近α 钛合金及其Ti3Al 相和硅化物溶解温度见表2[29–33]。
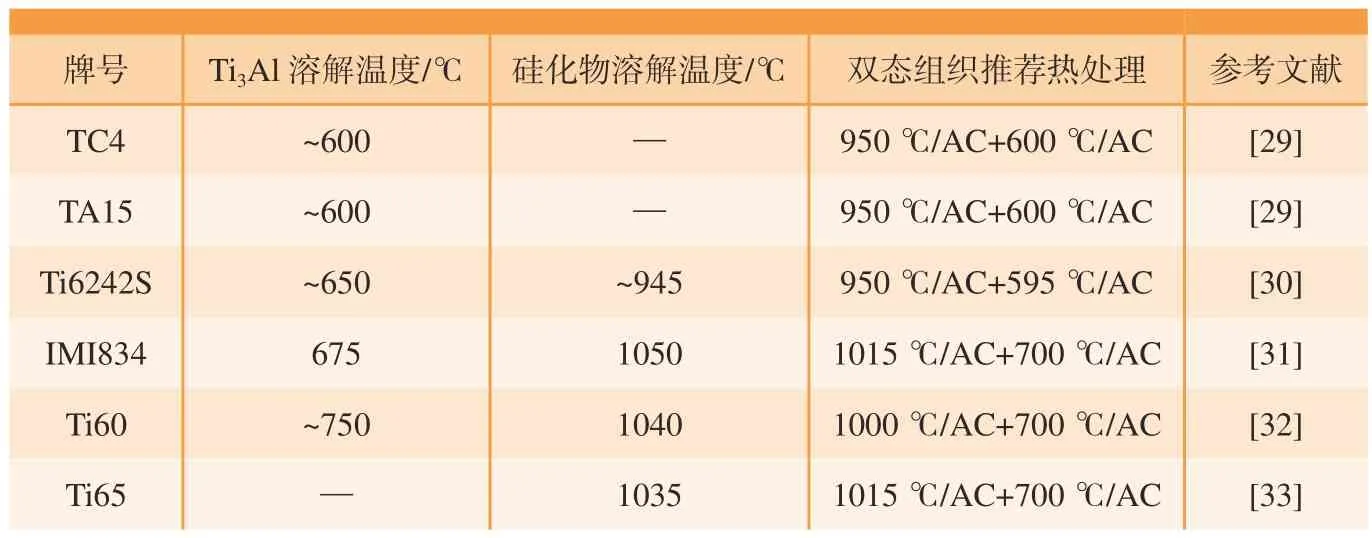
表2 近α 钛合金及其析出相Table 2 Near α titanium alloys and their precipitation
近α 钛合金板材通过控制轧制工艺可获得不同的显微组织,如全片层组织、等轴组织或双态组织,其不同组织的控制工艺与α + β 两相钛合金相似(详见1.2 节)。双态组织具有良好的抗蠕变变形能力和均衡的强韧性,是近α 高温钛合金的典型组织,因此重点说明双态组织加工工艺[31–33],具体加工工艺如图2(a)所示。钛合金锻坯Ⅰ经过高两相区轧制Ⅱ(相变点以下尽可能提高轧制温度),可降低变形抗力,充分破碎锻坯粗晶组织,提高轧制效率。经过单次或多次Ⅱ工序 (依据板材厚度确定)获得目标厚度的板材。然后在高两相区固溶退火Ⅲ获得双态组织,固溶过程通过调整温度、时间和冷却速率可控制初生αp和次生αs的相比例、αs片层宽度。时效过程Ⅵ通过温度和时间的匹配控制次生αs相、Ti3Al 相和硅化物的含量、尺寸及形貌。
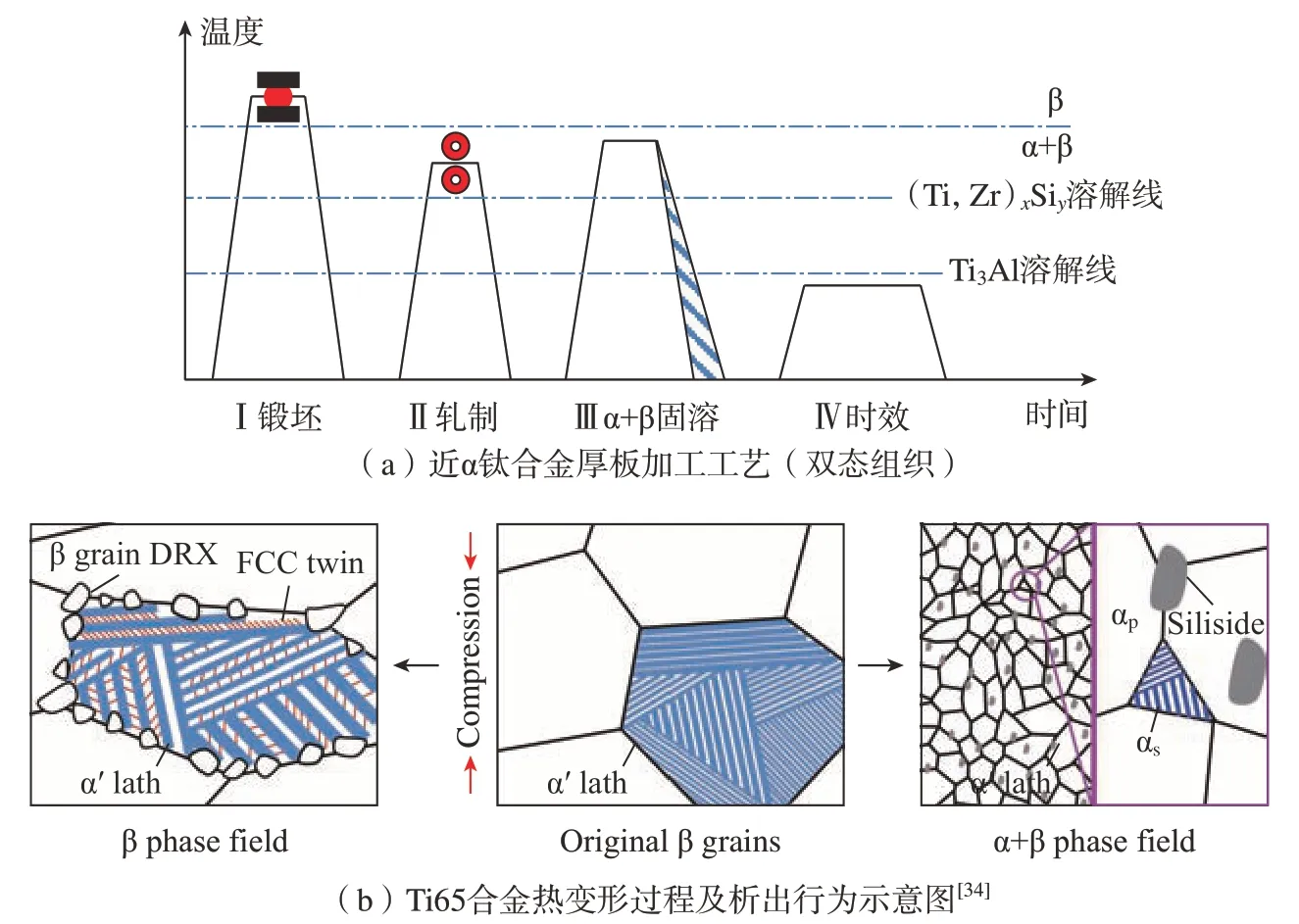
图2 近α 钛合金厚板加工工艺(双态组织)和Ti65 合金热变形过程及析出行为示意图Fig.2 Processing route of near α titanium alloy plate (bimodal structure) and schematic diagram of thermal deformation process and precipitation behavior of Ti65 alloy
对近α 高温钛合金的加工工艺来说,以Ti–Al–Sn–Zr–Mo–Si 系合金为例,除了关注组织类型的调控,还需特别注意硅化物、Ti3Al 相等第二相的析出。轧制变形工艺会影响第二相的析出行为,从而影响板材的力学性能。从图2(a)可以看出,锻坯过程Ⅰ、轧制过程II 和固溶退火过程III 的温度都高于硅化物的溶解温度,Si 元素均固溶于β 相中。这避免了在轧制变形过程中硅化物析出,降低塑性加工变形抗力,同时也避免了硅化物析出位置应力集中,形成微孔隙。图2(b)[34]是Ti65 近α 钛合金热变形机理和析出过程示意图。初始组织为全片层魏氏组织,单相区变形主要表现为块状组织破碎变形、β 晶粒动态再结晶和形成FCC 变形孪晶,两相区变形主要表现为α 片层球化和次生αs析出,合金冷却过程伴随硅化物析出。
在最后时效处理过程Ⅳ中,关键在控制αs、Ti3Al 和硅化物等析出相的析出行为。图3[34]为12 mm 厚Ti65 合金板材的显微组织和析出行为。经1000 ℃/60 min/AC+700 ℃/4 h/AC 固溶时效处理后得到双态组织,如3(a)所示。TEM 分析发现Si 元素从固溶体中脱溶,以硅化物的形式分布于双态组织的片层界面处,如图3(b)和(d)所示。此外,在低于Ti3Al(α2)溶解度线时效时,即时效处理在 (α + α2)相区进行,在α 基体上析出纳米尺度的Ti3Al 相,如图3(c)所示。需要注意的是,热处理制度直接决定Ti3Al、硅化物和次生αs相的形貌尺寸及比例,从而影响力学性能,定量控制形成纳米球状Ti3Al[35]、界面纳米硅化物[31]和细化次生αs片层[36]有利于提升近α 钛合金高温性能。

图3 经两相区轧制和1000 ℃/60 min/AC+700 ℃/4 h/AC 热处理制备的Ti65 合金厚板的显微组织和析出相 [34]Fig.3 Microstructure and precipitation of Ti65 alloy plate prepared by rolling and heat treatment at 1000 ℃/60 min/AC+700 ℃/4 h/AC[34]
由于添加大量的α 稳定元素,近α 合金在板材制备过程中导致变形抗力大、安全加工窗口较窄[37],易出现不均匀球化、微区织构 (MZ 区)以及轧制过程宏微观开裂等问题,导致成品板材探伤级别、疲劳寿命和成品率降低,因此优化轧制工艺参数和组织均匀化处理是近α 合金厚板制备的技术要点。此外,αs、Ti3Al 和硅化物的形貌、尺寸和含量对近α 钛合金板材的力学性能影响较大,因此定量控制析出过程成为板材制备过程的另一个技术要点。
1.2 α + β 两相钛合金
对于α + β 两相钛合金的厚板制备工艺来说,主要是通过轧制与热处理来实现全片层、网篮、等轴、双态4种组织状态的调控;通过轧制方向和热处理实现板材各向异性和组织均匀性调控。此外,配合镦粗拔长锻坯制备工艺与蠕变矫形处理实现探伤水平、残余应力水平和板材翘曲度调控。
1.2.1 全片层组织厚板
图4 为α + β 两相钛合金全片层组织板材的加工工艺及组织特征。α + β 两相钛合金全片层组织厚板的加工工艺如图4(a)所示[25–27]。钛合金锻坯经过单相或两相区轧制,通过在单相区热处理 (Ⅲ固溶)可得到全片层组织。其中Ⅲ工序的冷却速率可以调控α 片层厚度,冷速越快片层厚度越小。图4(b)和(c)分别为70 mm 厚TC4 板材经1000 ℃/100 min 热处理后200 ℃/s 冷却的组织和200 ℃/h 冷却的组织,明显快冷组织的片层细小、呈针状,而缓慢冷却组织的α 片层厚度增加、α 集束较长且沿着原始β 晶界形成了长条晶界α。全片层组织TC4 钛合金厚板 (20 mm 厚,热处理制度1040 ℃/60 min/AC+600 ℃/4 h/AC)的典型力学性能见表3,特点是断裂韧性KIC有明显优势,可达到89.7~95.2 MPa·m1/2。而强度和塑性偏低是此类组织厚板的主要问题,通常可通过控制间隙元素 (O、N)含量适当提升强度。

表3 4 种组织状态的TC4 厚板(20 mm厚)力学性能Table 3 Mechanical properties of TC4 thick plates (20 mm thick) with four different microstructures

图4 全片层组织板材的加工工艺及组织特征Fig.4 Processing technology and structure characteristics of full lamellar structure plate
受α→β→α 转变过程的变体选择效应与织构遗传的作用,全片层组织厚板的织构受到Ⅱ工序轧制变形和Ⅲ工序相变织构的影响。Stanford等[38]总结了TC4 板材在β 处理过程的α 变体选择行为,即Ⅲ工序的β→α 织构演变过程,部分结果如图4(d )~ (g)所示,发现实测板材的α 相ODF(图4(e))与基于Burgers 晶体学取向关系计算的无变体选择α 相ODF(图4(g))的织构位置一致,即α 相变体满足与原β 相图(4(f))的Burgers 晶体学取向关系,说明板材β热处理冷却过程α 相相变织构与原β 相有遗传关系。原β 相织构取决于Ⅱ工序轧制形成变形织构;此外,实测α 相ODF(图4(e))中织构的强度高于计算的α 相ODF(图4(g)),这说明冷却过程β→α 转变时有变体选择行为,而非随机析出12 种变体取向的α。随着冷却速率降低,β 晶粒长大,织构强度增加。图4 中Ⅱ工序的织构由变形织构和轧后冷却相变织构组成。轧制变形织构的形成受位错滑移控制,滑移面倾向于平行轧制面,滑移方向倾向于轧制方向[39]。而在变形后冷却过程,Zhao 等[40]发现变形后β→α 相变织构受到αp/ β界面和原始β 变形组织影响较大。
1.2.2 网篮组织厚板
α + β 两相钛合金网篮组织厚板的加工工艺如图5(a)所示。网篮组织是经高温变形后原始晶界α 破碎,α 片层呈短棒状,α 集束交错排列的组织[41]。网篮组织厚板通常需要经单火次跨相区轧制,如图5(a)中的Ⅱ工序所示,或者多火次先单相区轧制再两相区轧制。需要注意的是,单相区和两相区的加工率分配直接决定了网篮组织的均匀性。40 mm 厚TC11 合金板材3 种不同轧制工艺的组织如图5(b)~(d)所示。当单相区加工率较大而两相区变形明显不足时,板材组织会出现图5(b)所示的晶界α 无法破碎和α集束编织交错不均匀的情况;如图5(c)所示,当两相区加工率较大,α 片层出现大面积球化现象,形成等轴晶粒和网篮组织不均匀混合组织;图5(d)[42]为均匀的网篮组织TC11 合金板材,轧制过程单相区与两相区的加工率接近1∶1。对于变形后的再结晶热处理工序Ⅲ,不会改变网篮组织形貌,因此并非必需工序。但是工序Ⅲ对消除板材内应力和均一化组织是有促进作用的。综上,可以看出钛合金网篮组织厚板加工工艺难点是网篮组织均匀性控制,关键在于优化单相区和两相区的加工率分配。网篮组织TC4 合金厚板 (20 mm 厚,热处理制度800 ℃/60 min/AC+600℃/4 h/AC)的典型力学性能见表3,特点是强度和塑性有所改善,断裂韧性KIC适中 (57.0~61.12 MPa·m1/2),此类组织的TC4 厚板综合力学性能比较均衡。

图5 α + β 两相钛合金厚板网篮组织的加工工艺及不同工艺的TC11 厚板轧制态组织Fig.5 Processing route of α + β titanium alloy plate with basket wave structure and the rolling microstructure of TC11 alloy plate with different processes
1.2.3 双态组织厚板
α + β 两相钛合金双态组织厚板的加工工艺如图6(a)所示。钛合金锻坯Ⅰ经高两相区轧制Ⅱ,相变点以下尽可能提高轧制温度可降低变形抗力,充分破碎锻坯粗晶组织,提高轧制效率。经过单次或多次Ⅱ工序 (依据板材厚度确定)获得目标厚度的板材。然后在高两相区固溶退火Ⅲ获得双态组织,固溶退火过程通过调整温度、时间和冷却速率可控制初生αp和次生αs的相比例、αs片层宽度,实现双态组织的细节调控。钛合金双态组织厚板加工工艺关键在于固溶退火Ⅲ和时效工艺Ⅳ的优化匹配,如图6(b)和(c)所示,热处理工艺可显著影响双态组织形貌,192 ℃/s 高速冷却可获得0.1~0.3 μm宽度的αs片层(图6(b)),而0.5 ℃/s 缓慢冷却得到了4~6 μm 宽度的αs片层 (图6(c))。
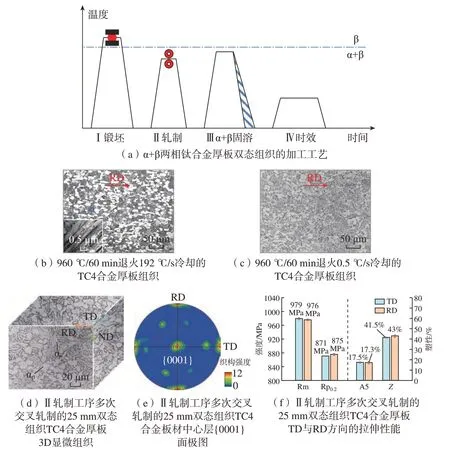
图6 双态组织板材的加工工艺及组织特征Fig.6 Processing technology and structure characteristics of bimodal structure plate
双态组织TC4 合金厚板 (20 mm厚,热处理制度960 ℃/60 min/AC +600 ℃/4 h/AC)的典型力学性能见表3,双态组织板材的塑性有明显改善,延伸率A5 可达15.5%~ 16.5%。特别需要注意的是,随着变形和热处理温度降低 (低于相变点),板材的变形织构起到主导作用,板材力学性能的各向异性加剧,常规工艺制备的TC4 合金厚板纵横向抗拉强度Rm 相差45 MPa,屈服强度Rp0.2相差48 MPa(表3)。这种织构导致的板材各向异性可通过轧制工艺进行改善,关键在于控制变形织构。图6(d) ~(f)是多次交叉轧制[43](42% →交叉→ 57% → 交叉 → 58%)的双态组织TC4 合金厚板的组织、织构和拉伸性能,可以看出板材不同方向显微组织均匀,织构对称性较高(包括基面织构、T 织构和R 织构),最终得到各向异性良好的板材,纵横向Rm 相差3 MPa,纵横向Rp0.2相差4 MPa,延伸率A5 和断面收缩率Z可保持与表3 中常规工艺双态组织板材同一水平。
1.2.4 等轴组织厚板
α + β 两相钛合金等轴组织厚板是最主要的钛合金厚板产品,约占厚板产品的80%以上。图7[44–45]为等轴组织板材的加工工艺及组织特征。组织不均匀是等轴组织厚板最常见的质量问题 (图7(c)),通常会导致力学性能不均匀、探伤水平降低、内应力增大等。钛合金板材成品检查过程,组织不均匀导致探伤不合格的板材占所有不合格产品的15%~20%。钛合金等轴组织板材的制备工艺虽然简单,仅需要在两相区轧制和两相区热处理(图7(a)),但想获得均匀一致的等轴组织 (图7(b))需要锻坯组织、轧制温度、轧制变形量、轧制方向和热处理工艺的良好配合。比如,锻坯制备会直接影响厚板的组织均匀性。若锻坯制备过程形成长条晶界α(通常图7(a)Ⅰ工序,缓冷或变形量不充分易形成长条晶界α),受到厚板轧制变形量限制,轧制变形过程很难彻底破碎晶界α,最终在厚板内形成残余长条αp(图7(i)[45])。等轴组织TC4 钛合金厚板 (20 mm 厚,热处理制度800 ℃/60 min/AC+600 ℃/4 h/AC)的典型力学性能见表3,等轴组织板材的强度和塑性均有明显优势,Rm 可达996~1052 MPa,A5 可达16.5%~18.5%。
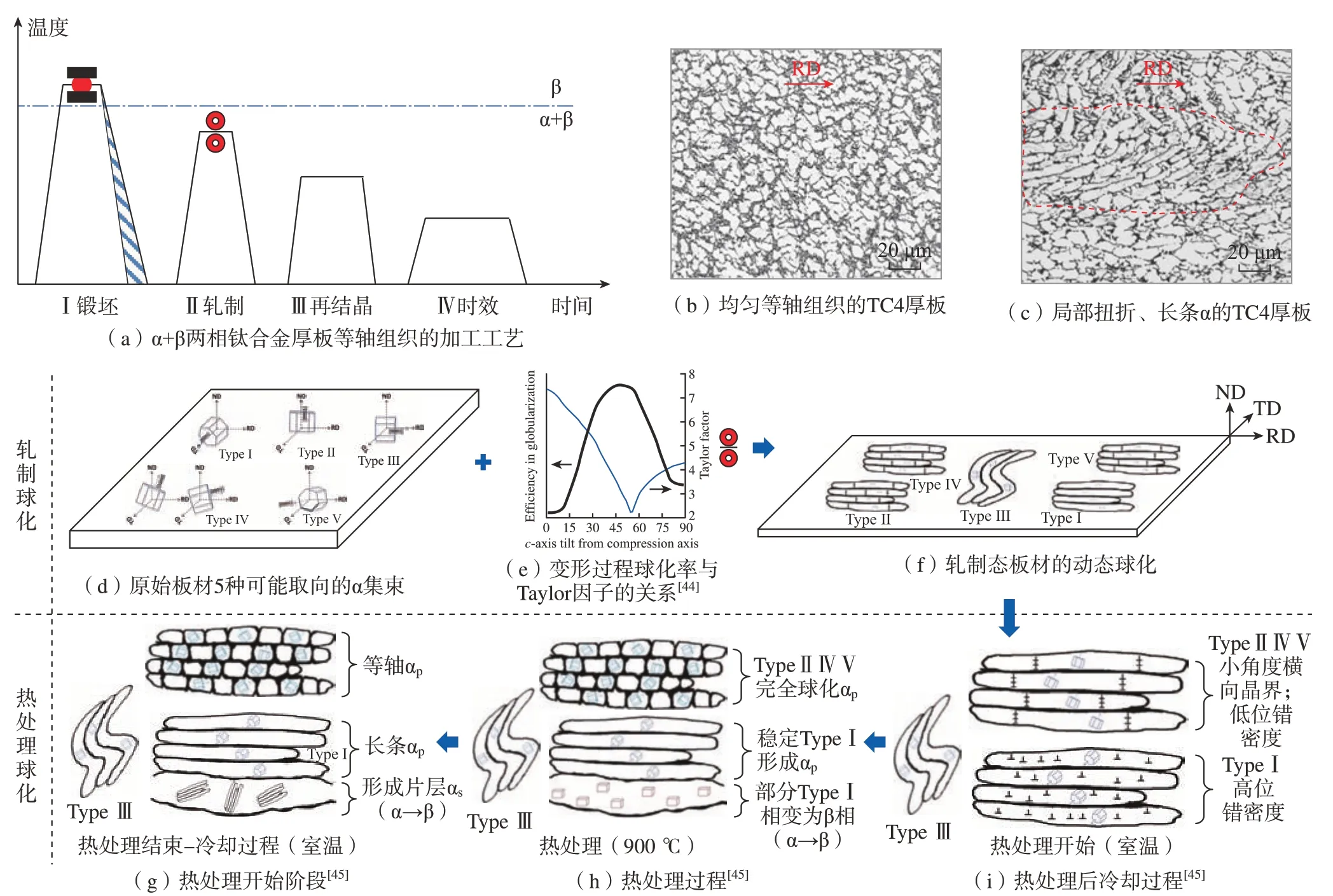
图7 等轴组织板材的加工工艺及组织特征Fig.7 Processing technology and structure characteristics of equiaxed structure plate
等轴组织板材制备过程实际是α 片层的球化过程。钛合金动态球化机理一般是通过在垂直于α 片层厚度的横向边界形成亚晶界面,接着β 相扩散至片层内部的横向界面形成热致沟槽,最后界面分离、片层破碎形成等轴α 晶粒。热致沟槽过程依赖于界面能,主要受α/β 界面的共格情况控制[46–47]。此外,还有一些其他球化机制。Roy 等[48]报道称在扭折α 集束内,β 相可以扩散至变形剪切带处,形成热致沟槽而球化。Balachandran 等[49]也验证了一种基于扩散的球化机制,即由α 片层边缘与邻近平面的曲率差异而直接发生球化。需要指出的是,无论是哪种球化机理,片层α 球化过程都有很强的取向依赖性。图7(d)~(i)为TC4 钛合金厚板轧制与热处理球化过程的示意图,α 片层集束按照晶体学取向可以分为5 类 (TypeⅠ~TypeⅤ,图7(d)),在轧制变形过程中受到不同取向晶粒滑移系开动难易不同的影响,具体晶粒取向与球化效率/Taylor 因子的关系如图7(e)[44]所示。5 类α 片层集束形成了不同的变形形态(图7(f)),其中Type Ⅱ、Type Ⅳ和Type Ⅴ集束易变形和球化,外力作用下α 片层内部形成了垂直于片层厚度方向的亚晶界;Type Ⅰ和TypeⅢ为难变形硬取向集束,分别保持原始平直片层状和形成扭折组织。TC4 钛合金厚板经900 ℃热处理会促进α 片层球化过程。首先在加热初期Type Ⅱ、Type Ⅳ和Type Ⅴ集束内部亚晶界大量形成,Type Ⅰ集束内部出现大量位错 (图7(g)[45])。在900 ℃保温过程中 (图7(h)[45]),Type Ⅱ、Type Ⅳ和Type Ⅴ集束的亚晶界在热驱动下界面分离形成大角度晶界,最终完全球化为等轴α 晶粒;Type Ⅰ集束在热驱动下一部分发生回复,位错在晶界处湮灭,一部分发生α→β 相变,形成β 相;Type Ⅲ集束无明显变化。最后,在板材冷却过程中 (图7(i)[45]),Type Ⅱ、Type Ⅳ和Type Ⅴ集束球化的α 晶粒(初生αp)略有长大,Type Ⅰ集束的长条α(αp)形成明显的宏观微区织构 (MZ区),Type Ⅰ集束转变的β 相内会析出次生αs,扭折的α 集束Type Ⅲ保持轧制态形貌,扭折的α 集束球化过程缓慢,比长条α 球化困难得多。综上,热机械过程α 集束取向球化受原始α 集束取向的影响,形成不同的显微组织形态,如等轴αp、MZ 区、扭折αp、长条αp、针状αs。此外,工艺优化对于获得均匀等轴组织是非常必要的。理想加工工艺的一个重要特点是在每个晶粒中基面滑移和柱面滑移系统能够同时开动,可有效促进球化过程。因此,注意到板材的主要织构组分将有助于选择更高效、更优良的轧制工艺,防止在高比例硬取向的方向变形,而形成长条αp。由于在任意变形方向上,主应力方向上不可避免地会有与c轴接近0°或90°的晶粒存在,因此,热加工过程需要多次变换外加应力方向,在热加工初期(锻坯或轧制开坯)沿着非正交方向改变变形方向有利于组织破碎和球化[50]。
除了组织均匀性问题,厚板的残余应力和板形翘曲度也是制备控制的关键。常规TC4 厚板的残余应力可达150~300 MPa[51],经过真空蠕变矫形处理或频谱谐波振动时效处理[52]可降至30~50 MPa。而在板材翘曲度方面,常规厚板在8~15 mm/m 范围,经真空蠕变矫形[53]或热压矫形处理后可降至3~5 mm/m。此外,板材控制轧制和控制冷却技术是从根源上解决板形问题的方法[54]。
1.3 β 钛合金
β(近β)钛合金等轴组织厚板的加工工艺如图8(a)所示。由于β 和近β 钛合金合金化程度较高(Kβ>1.0)[55],且相变点较低与再结晶温度接近,为了获得良好的热加工性和均匀的动态再结晶组织,一般锻坯在单相或相变点附近完成轧制(Ⅱ轧制)。通过在单相区热处理(Ⅲ固溶),快冷可得到全β 等轴组织,缓冷α 片层在β 基体上析出。Ⅳ预时效和Ⅴ时效过程可以控制α 相的析出行为,例如,图8(b)为TB5 合金厚板经800 ℃/4 h/AC+550 ℃/4 h/FC 固溶时效的显微组织,可以看出α 相在β 基体上不均匀析出,倾向于在晶界附近析出,而晶粒中心区域析出相较少。TB5 合金厚板经450℃/8 h/AC 预时效后再经800 ℃/4 h/AC+550 ℃/4 h/FC 固溶时效的显微组织如图8(c)所示[55],可以看出析出相的均匀性和尺寸均有所改善,析出α 相片层厚度达到10~20 nm。β(近β)钛合金等轴组织厚板的加工难点在于获得均匀的等轴组织,由于变形过程在单相区或者在相变点附近,通过温度和变形量控制获得均匀的动态再结晶 (DRX)组织成为关键。此外,β(近β)钛合金为可热处理强化的合金,通过热处理(固溶时效)过程可实现板材力学性能的大幅调整[56–58]。

图8 β 钛合金等轴组织厚板的加工工艺及组织特征Fig.8 Processing technology and structure characteristics of β titanium alloy plate with equiaxed structure
β(近β)钛合金厚板热轧DRX过程如图8(d)~(f)所示。板坯经单相区锻造 (图8(a)),一般得到不均匀的细晶粗晶混合组织。初始组织经低温区变形时 (图8(d)),应力诱发在细晶区域形成变形带,粗晶区变形带较少,随着累积变形增加在变形带和晶界处形成DRX 晶核,之后在轧后冷却过程或固溶退火过程DRX 晶核长大。低温区轧制时DRX 晶粒倾向集中于初始的细晶区域,形成细晶组织,而初始的粗晶区域DRX 不充分,导致最终形成不均匀的混合组织。中温区变形时(图8(e)),初期发生动态回复在β 晶粒内形成大量亚晶界,β 晶粒缓慢长大。随着累积变形增加,在整个板材内部发生动态再结晶,DRX 晶粒在亚晶界和晶界均匀形核。轧后冷却过程或固溶退火过程DRX 晶核长大,吞并变形机体,形成均匀细小的再结晶等轴组织。高温区轧制时 (图8(f)),初期发生动态回复形成亚晶界,β 晶粒快速长大。随着累积变形增加,在剧烈变形区域尤其是晶界发生DRX,之后固溶退火过程晶粒长大。由于高温区轧制过程晶粒迅速长大,不同晶粒间变形不均匀,在回复的低应变区域DRX 晶粒长大缓慢,导致DRX 晶粒尺寸不均匀,最终形成粗晶细晶混合组织。与低温区变形不同的是,DRX 细晶区不一定与初始组织细晶区一致。综上,β(近β)钛合金厚板轧制工艺需要充分考虑DRX 过程。开坯轧制通常选择在高温区变形,如TB15 为1050~1150℃(表1),可降低变形抗力,增大变形量。成品火次轧制时选择在中温区变形,如TB15 为850 ℃(表1),形成均匀的DRX 组织,经固溶退火后DRX 晶核均匀长大,但需要优化热处理加热温度与保温时间,避免晶粒过度长大。需要说明的是,不同合金成分的β(近β)钛合金理想工艺窗口是不同的,并且初始组织状态对加工过程也有影响,加工图是一个获得工艺窗口的良好方法[19]。
1.4 钛合金中厚板制备技术现存问题
如图9 所示,钛合金中厚板产品受限于装备能力、工艺技术水平和控制水平,存在以下问题。

图9 钛合金中厚板的常见问题Fig.9 Problems of titanium alloy plates
(1)板材翘曲度问题。
现钛合金中厚板产品对翘曲度的要求最高达到<1 mm/m,而国内钛合金中厚板实际可达到的水平在1.5~4 mm/m[59–60],如图9(a)所示。通过矫直机矫直、蠕变矫直等工艺可以改善厚板翘曲度,达到2~3 mm/m[61–62],但仍无法满足应用厂商对厚板产品翘曲度的要求。翘曲度过大会导致厚板在应用过程中出现不对称机加,引起加工件变形[63]。板材翘曲度问题想要彻底解决需要依赖于高精度热轧机组[64–65]和新型矫直设备[66–67]的开发。
(2)板材表面残余应力较高。
钛合金中厚板经退火工序后均会有低温时效处理或者蠕变矫形处理,以实现消除板材残余应力和降低翘曲度的目的。但是钛合金中厚板后续不可避免地会进行表面磨削处理,以消除表面氧化层和缺陷[68]。表面处理过程在外力作用下会二次引入板材表面应力[69],一般高达150~500 MPa[28,70],如图9(c)所示[28],TC4 合金板材残余应力由表层 (–352 MPa)至心部 (+41 MPa)梯度分布。而国内外宇航级钛合金中厚板的残余应力要求为–30 ~ +30 MPa[71]。常规工艺制备的合金厚板远远无法满足需求。经过真空蠕变处理或去应力退火后,钛合金板材的残余应力水平可达到– 50 ~ +50 MPa,如图9(c) 所示[28],TC4 合金板材经工艺优化后的残余应力为–45 ~ +48 MPa,仍无法满足应用厂商对厚板产品残余应力的要求。想要彻底解决中厚板残余应力问题需要探索更先进的表面机加方法[72–74]和新型表面氧化层处理方式[75–76]。
(3)超声波探伤问题。
新型号大飞机对钛合金中厚板探伤水平的指标要求是:满足标准GB/T 5193—2007 超声波检验指标AA 级要求,其中噪声指标要求不大于单个不连续指示当量平底孔 (φ0.8 mm)的–12 dB。传统工艺钛合金厚板的探伤水平噪声可达到–9 ~ –6 dB的水平 (A~A1 级)[77–78],通过换向热加工[79]、锻轧结合[80]、热处理工艺[81]等可以改善厚板探伤水平,但至今仍无法稳定达到AA 级探伤要求。究其原因,主要是钛合金板材内部的夹杂、气孔[79,82]、不均匀组织[83–84]、粗大组织[81]、宏区织构 (MZ 区)[85]、表面粗糙度[86]、翘曲度等均会影响声波信号,增加噪声,降低探伤水平。夹杂、气孔等冶金缺陷可从铸锭熔炼过程彻底消除,但组织异常 (长条组织、不均匀组织等)和织构MZ 区引起的杂波和噪声问题,受限于轧制变形方式和厚板累积变形量,无法彻底解决,图9(b)[28]是MZ 区尺寸与超声波衰减量的关系,MZ 区尺寸越大,声波衰减越严重。通常钛合金厚板中的MZ 区尺寸可达到1~10 mm[87–88],彻底消除和控制的方法尚不清楚。超声波探伤水平的稳定性控制成为高品质宇航级钛合金中厚板研制与批产的难题。
2 钛合金板材制备技术的发展方向与建议
随着全球钛材市场扩大,钛合金板材的需求也在慢慢改变,从20 世纪的小批量精细化制备逐渐演变为批量稳定化生产,直到现在板材的生产模式已经变为特种板材个性化、常规板材稳定化控制的制备模式。此外,随着工业整体水平的提升,用户对钛合金板材的性能要求也在不断改变,以往只保证化学成分、只考核板材强度的产品已经无法满足航空、航天、海洋、化工等多个领域的使用需求。军用板材对室温、高温力学性能的全面加严考核,出口板材对蠕变、疲劳性能的重点考核,以及出口高端板材对组织性能稳定性、一致性的新需求,为钛合金板材加工企业带来了新的挑战,因此新的制备技术、控制理念成为钛合金板材加工领域的亟须。
2.1 微合金化技术
能源问题成为新时代的共同课题,“材料素化”理念的提出为钛合金设计提供了一个新方向。材料的性能通常通过添加其他元素合金化使晶界稳定而得到改善。Li 等[89]认为纯净材料中添加少量合金元素(微合金化)或不添加合金元素通过晶界工程来获得稳定的界面,改善材料的性能,同时实现资源可持续利用。而对钛合金板材而言,微合金化技术不但可以解决高合金化对能源的依赖问题,同时可充分发挥现有钛合金牌号的使用价值,扩大使用范围,符合环保新需求。
钛合金板材通过加工硬化可实现晶界调控改变性能。通过加工硬化形成变形带和亚晶界可实现TA2板材的抗拉强度 (431~820 MPa)和延伸率 (44.5%~14.7%)大范围调控,但是此种方式很难形成稳定的界面,工程应用情况有待验证。另外,O、B、C、N、Fe、Si、Nb、Ta、W 的微合金化在钛合金中也已有成功应用,元素添加质量分数均不到1%,但对钛合金的显微组织、室温性能和高温性能可起到较大的调控作用[90–93]。例如,Ti–Nb–Zr 合金通过控制C 的质量分数(0.021% ~ 0.06%)和O 的质量分数(0.15% ~ 0.38%),可实现强度、塑性及疲劳性能的调控,疲劳极限可达到600 MPa 以上[94]。
2.2 控轧控冷技术
板材制备工程化过程产品质量(一致性和稳定性)取决于过程精细化控制。控轧控冷 (Thermo-mechanical control process,TMCP)技术,即控制轧制和控制冷却技术,是指在热轧过程中,在控制加热温度、轧制温度、轧制速率和轧制压下量的基础上,通过合金成分设计及控制冷却速率来实现所需相变产物的技术[54]。控轧控冷技术核心是晶粒细化和细晶强化,现代TMCP 技术可实现板材加热过程、轧制过程、冷却过程精确定量控制[95–96]。具体而言包括两个关键点,(1)在线检测技术的应用(温度三维热成像、在线XRD、在线测厚)与多学科交叉(计算模拟与试验表征)结合,实现轧制过程可观测、可追溯;(2)工艺过程数字化、量化控制。就钛合金板材加工过程而言,TMCP 技术主要包括控制加热温度、转移时间、道次变形量[97]、轧制方向[98]、热轧速率、终轧温度[99]、冷却方式[100]、冷却速率[101],达到精确调控变形组织、析出相、织构类型的目的,与固溶强化、细晶强化、析出强化等手段互相配合,实现钛合金板材的强度和综合性能改善,以满足宇航级钛合金板材产品对性能稳定性、一致性的新需求。
2.3 低成本板材制备技术
钛合金板材受合金化、熔炼、轧制、表面处理等工艺限制,成本较高。钛合金板材的低成本制备技术是当前钛合金的研究热点。整体而言,海绵钛冶炼工艺优化[102]、低成本合金设计[103]、轧制工艺简化[104]均可实现降低钛合金成本。针对钛合金板材低成本制备技术,发现利用返回料循环使用制备EB 炉扁锭,短流程轧制板材,可有效降低30%~50%的成本[10]。具体可省去坯料锻造过程,减少热加工火次,利用轧制余热热处理或不热处理,后续工序合理简化,可实现钛合金板材低成本高效率制备。但是受到板材组织性能稳定性限制和缺乏系统性的数据支撑,低成本钛合金板材的应用推广仅局限于个别兵器和民用行业,且用量较少。制备出可满足航空航天领域应用需求的高品质低成本钛合金板材产品是未来发展的必然趋势。
2.4 特种用途板材的工艺个性化设计
钛合金板材产品的小批量、多品种、多规格、多用途特点决定了单一制备工艺无法完全满足钛合金板材的特种需求。具体而言,钛合金板材的服役环境复杂,如常温静载荷、高温静载荷、低温静载荷、高低温周期性应力作用、腐蚀环境、冲击应力等,按照服役环境设计板材制备工艺获得特殊组织性能的板材才能满足使用需求。因此特种用途板材的工艺个性化设计成为钛合金板材制备企业不可或缺的核心技术。比如,新日铁的超细晶纯钛带箔材制备技术[105]、高强度钛合金卷带材制备技术[106],本公司现有的锻轧结合厚板探伤水平控制技术、超宽幅钛合金板材包套叠轧技术、钛合金厚板低高倍组织控制技术、钛合金厚板残余应力控制技术,均为针对特殊产品需求设计的专有技术,可在钛合金板材探伤水平、组织均匀性、尺寸精度、残余应力控制上实现个性化设计。
2.5 常规批产板材的工艺稳定性控制
随着钛合金行业的发展,标准化的大批量钛合金板材类产品需求不断增加,如TC4 合金标准板材1.0 mm×1000 mm×2000 mm 和25 mm×1000 mm×2500 mm 规格产品每年需求量不小于400 t,批次稳定性控制成为成熟的宇航级钛合金板材产品的新需求。常规产品工艺固化后的工艺稳定性控制成为一个企业制造能力的标志,也是国内外钛合金加工材制造商规模化后的必然趋势。开发自动化、可连续生产的装备是一个方法,如热连轧和带式生产已经应用至低合金化的钛合金卷带产品[105],产品一致性和稳定性优于片式生产的板材,未来更高合金化的卷带产品有待开发。另外,工艺细化、量化、固化,过程可控是保证板材组织性能稳定性的方法,如常规产品的原材料状态、开轧终轧温度范围、变形速率、道次变形量、冷却速率、表面磨削厚度等工艺参数量化,制备过程数字化可控[107],也可保证片式生产板材的批次稳定性,但这是一个系统控制工程。
3 结论
钛合金板材类产品在钛合金加工材料中占有较大比例。随着航空、航天、海洋、船舶、兵器等行业的不断发展,钛合金板材类产品的制备技术会更新优化,甚至更新迭代。小批量特种制备和标准化产品的需求矛盾会长期存在。值得关注的是,钛合金板材类产品的需求量呈现逐年增加的趋势,应用范围也从国防军工产业拓展到了新能源、3C 电子、汽车等高新技术产业,全国多地中小规模的钛合金板材制备企业逐步崛起,钢铁企业也开始拓展钛合金板带箔材制备产业,这将推进钛合金板材制备技术的全面发展。
猜你喜欢
上海金属(2022年4期)2022-08-03
中国新技术新产品(2022年7期)2022-07-14
宝钢技术(2022年3期)2022-07-12
工程科学学报(2021年10期)2021-10-23
建材发展导向(2021年9期)2021-07-16
光学精密工程(2016年4期)2016-11-07
焊接(2016年9期)2016-02-27
工程建设与设计(2016年1期)2016-02-27
船海工程(2015年4期)2016-01-05
上海金属(2015年6期)2015-11-29
