减压蒸馏回收利用水中油类测定用四氯乙烯*
2023-10-12 05:01:28冯凌竹戴小敏戚彦鹏
化学工程师 2023年9期
冯凌竹,徐 鏖,戴小敏,戚彦鹏
(大连大学 环境与化学工程学院,辽宁 大连 116622)
在污水的水质分析化验中,水中油类测定是重要的环境监测指标。新标准(HJ637-2018)采用四氯乙烯作萃取剂测定水中油类[1],并且红外检测试剂用四氯乙烯要求较高且价格贵(市场价约为200 元/500mL)。另一方面,四氯乙烯是地下水污染中检出率最高的氯代烯烃污染物[2-4],近年来,在京津冀地区地下水中均检到四氯乙烯[5]。四氯乙烯通过呼吸道进入人体,也可通过与皮肤接触储存在脂肪中并缓慢释放到血液中,对人体造成极大伤害[6,7]。四氯乙烯被归为2A 类致癌物[8],还被列入有毒有害水污染物名录[9]。因此,考虑节能减排回收测油废液中四氯乙烯显得非常重要和迫切。目前,对四氯乙烯提纯虽有研究[10,11],但油类分析废液中四氯乙烯回收利用却少有报道。本课题组前期用旋转蒸发法进行了研究,回收效果较好[12]。本文采用减压蒸馏法,通过单因素实验和正交实验优化回收条件,并进行放大实验。用新标准对回收产品进行质量鉴定并进行再利用实验。为水中油类测定废液中四氯乙烯的回收提供理论依据,同时也为全国环境相关实验室的推广和应用提供基础。
1 实验部分
1.1 试剂与仪器
四氯乙烯(红外检测试剂(IR)天津市科密欧化学试剂有限公司);废液(总油:683mg·L-1环境监测实验室提供);氘代氯仿(D,99.8%,0.03V/V% TMS)。
RET BS025 型电磁加热搅拌器(德国IKA 公司);SHZ-D(Ⅲ)型循环水式真空泵(巩义市予华仪器有限责任公司);DP-AF 型精密数字压力计(南京桑力电子设备厂);ME204E 型分析天平(梅特勒-托利多);WAY-W 型阿贝折光仪(上海仪电分析仪器有限公司);MAL-50G 型红外测油仪(吉大小天鹅);Ascend-500 MHz 型核磁共振波谱仪(瑞士Brucker公司);7890A 型气相色谱仪(美国安捷伦科技有限公司)等。
1.2 回收方法
水中油类测定废液组成为四氯乙烯(沸点121℃)和少量油(沸点大于200℃)。
依据安托万方程和实验室循环水泵能提供的真空度设计回收条件。
具体方法:取20mL 样品于圆底烧瓶中,定量。安装好减压蒸馏系统。调节系统压强、温度和转速回收四氯乙烯,计算回收率和回收速率。
1.3 产品质量分析
1.3.1 红外吸光度 采用新标准[1],用红外测油仪扫描回收的产品,比较3030、2960、2930cm-1处特征吸收值。
1.3.2 气相色谱 采用气相色谱仪测定回收产品,并与四氯乙烯标准品比较。条件:FID 检测器;检测器温度为300℃;柱温箱设置温度为40℃;进样口温度为210℃;进样体积为1L;运行时间为11min。
1.3.3 核磁共振波谱 氘代氯仿作溶剂,取100L 回收产品与0.7mL 氘代氯仿混匀。用核磁共振波谱仪进行检测。
2 结果与讨论
2.1 单因素实验
2.1.1 系统压强的影响 在温度和转速保持不变的情况下,考察系统压强的变化对四氯乙烯回收率的影响,结果见图1。
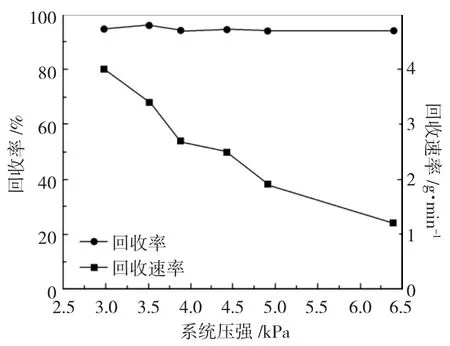
图1 系统压强对四氯乙烯回收率的影响Fig.1 Effect of system pressure on recovery of tetrachloroethylene
由图1 可见,系统压强对回收率影响不大;对回收速率影响较大,系统压强越小,回收速率越大。当温度为80℃、转速为120r·min-1,系统压强为2.98~4.43kPa 时的回收效果较好。
2.1.2 温度的影响 在转速和系统压强基本不变的情况下,考察温度的变化对四氯乙烯回收率的影响,结果见图2。

图2 温度对四氯乙烯回收率的影响Fig.2 Effect of temperature on recovery of tetrachloroethylene
由图2 可见,随着温度升高,回收速率增大;回收率先升后降。综合回收率和回收速率,转速为120r·min-1、系统压强约2.9kPa 时,温度为75~90℃的回收效果较好。
2.1.3 转速的影响 在温度和系统压强基本不变的情况下,考察转速的变化对四氯乙烯回收率的影响,结果见图3。
由图3 可见,转速对回收率影响不大,而回收速率随着转速的增大先变大后变小。温度为80℃、系统压强为3.41~3.49kPa 时,较佳转速为200~400r·min-1。
2.2 正交实验
在单因素实验基础上,采用3 因素3 水平正交表即L9(33)做正交实验。结果见表1。
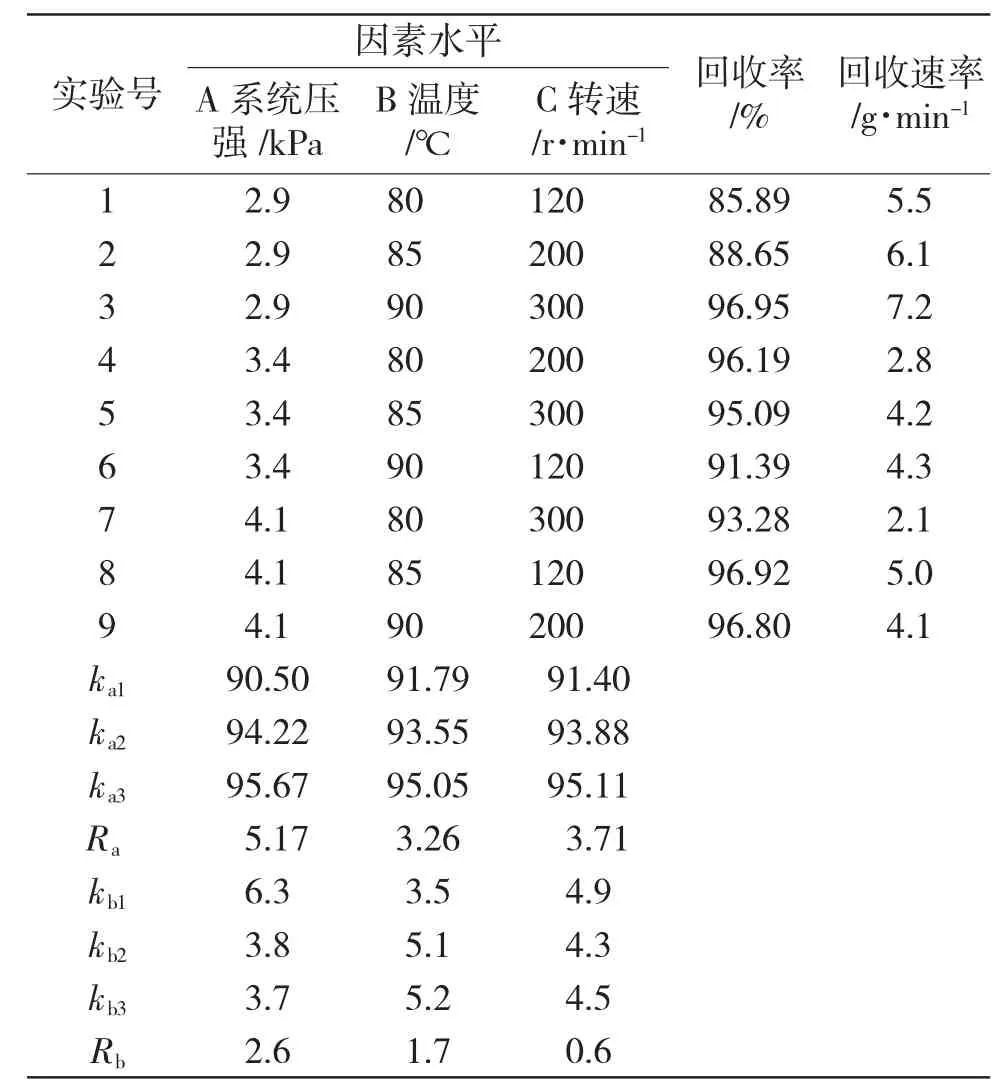
表1 正交实验结果Tab.1 Orthogonal experimental results
由表1 可见,若优先考虑回收率,其主次因素依次为:系统压强>转速>温度;回收较佳工艺条件为:4.09kPa、90℃和300r·min-1,该条件下产品回收率大于96%。若优先考虑回收速率,则主次因素依次为:系统压强>温度>转速;回收较佳工艺条件为:2.95kPa、90℃和120r·min-1。综合回收率和回收速率考虑,则确定较佳回收条件为:2.95~4.09kPa、90℃和120~300r·min-1。
2.3 放大实验
按综合考虑回收率和回收速率优化工艺条件进行实验,在此基础上再进行放大实验,结果见表2。

表2 优化工艺条件下的放大实验结果Tab.2 Results of scale-up experiment under optimized process conditions
由表2 可见,在2.95kPa、90℃、160r·min-1下,回收100mL 样品(质量164g),需36min(回收速率为4.6g·min-1,回收率为97.31%)。折光率与四氯乙烯标准品(1.504~1.506)吻合,产品纯度大于等于99.5%。
2.4 产品质量分析
2.4.1 红外吸光度表征产品 用红外测油仪对减压优化条件下回收产品进行吸光度测定,结果见表3。

表3 减压回收四氯乙烯的吸光度Tab.3 Absorbance of decompressed recovered tetrachloroethylene
由表3 可见,回收产品的限值在3030、2960、2930cm-1处吸光度分别小于国标要求0、0.07 和0.340,因此,均达到了新标准。
2.4.2 气相色谱表征产品 用FID 检测器推断产品是否含有其它含碳氢类化合物的杂质峰。四氯乙烯标准品和产品气相色谱图见图4、5。
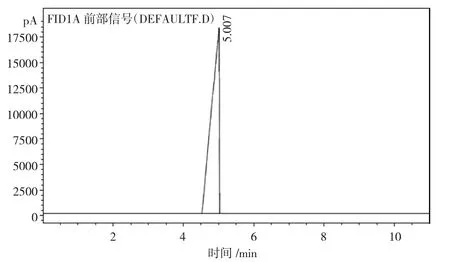
图4 四氯乙烯标准品气相色谱图Fig.4 GC of standard tetrachloroethylene

图5 产品气相色谱图Fig.5 GC of product
由图4、5 可见,回收产品出峰时间与标准品基本一致,证明产品为四氯乙烯。通过气相色谱峰面积占比对产品纯度进行分析,可得产品中四氯乙烯纯度可达99.95%。
2.4.3 核磁表征产品 回收产品核磁碳谱见图6。
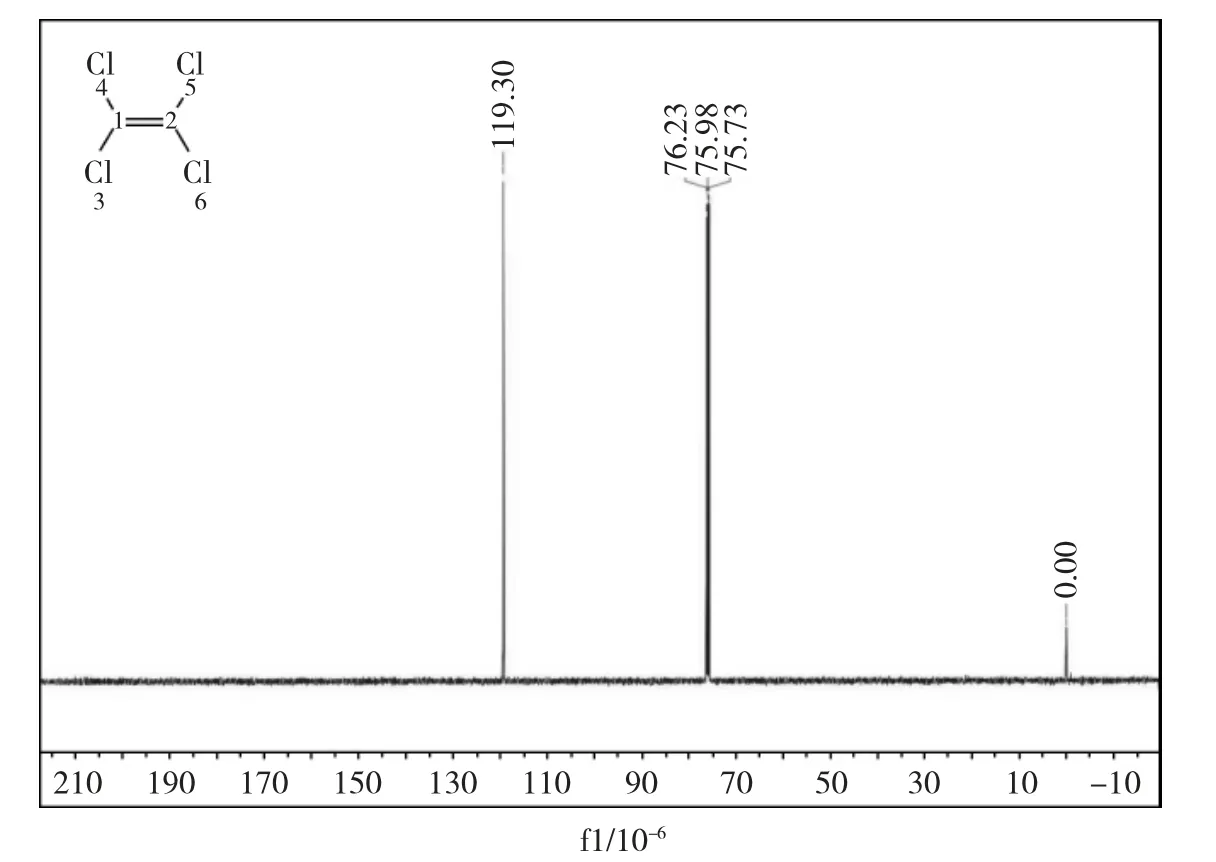
图6 产品的核磁碳谱图Fig.6 13C NMR of product
由图6 可见,四氯乙烯的核磁为13C NMR(CDCl3,500MHz)δ(×10-6)∶119.30。与物竞数据库四氯乙烯标准碳谱图基本相符。
2.5 验证实验
以回收产品为萃取剂测定水中油,平行测定3次,取平均值,与标准品进行比较,结果见表4。
由表4 可见,用回收产品作萃取剂测定水样中含油量,相对误差小于2%,进一步验证了回收产品可循环再利用。
3 结论
(1)采用减压蒸馏法回收油类分析废液中四氯乙烯,较佳条件下回收率大于90%,回收100mL 样品(质量164g),需36min,回收快捷。
(2)回收产品在3030、2960、2930cm-1处吸光度分别小于国标要求的0、0.07 和0.340,满足新标准中四氯乙烯的吸光度要求;气相色谱和核磁共振波谱结果也显示回收产品与标准品相符;用回收产品测定水样含油量,相对误差小于2%。表明回收的四氯乙烯质量达标,可循环再利用。
该研究成果应用范围广泛,适用于全国环境监测实验室及相关实验室。使用该方法和回收优化条件不仅可有效降低废液排放量,而且四氯乙烯产品质量稳定、回收率高。符合节能减排要求,值得推广,前景可期。
猜你喜欢
现代盐化工(2022年2期)2022-06-10 01:35:30
云南化工(2021年11期)2022-01-12 06:06:44
河北渔业(2021年9期)2021-09-22 02:03:28
山东冶金(2019年6期)2020-01-06 07:46:12
中国盐业(2018年16期)2018-12-23 02:08:28
劳动保护(2018年8期)2018-09-12 01:16:20
河北渔业(2016年8期)2016-09-23 12:46:44
中国造纸(2015年7期)2015-12-16 12:40:48
中国当代医药(2015年33期)2015-03-01 02:09:28
化学分析计量(2014年2期)2014-04-06 01:18:28