
冲压模具行业“降本谈”
2023-10-09 01:01陈惠滨高宪臣邓应华天津汽车模具股份有限公司
锻造与冲压 2023年18期
文/陈惠滨,高宪臣,邓应华·天津汽车模具股份有限公司
中国的汽车工业高速发展了二十多年,已经从“增量竞争”进入到“存量竞争”的时代,近两年虽然新能源汽车蓬勃发展,产销量快速上升,但传统燃油车产销量在持续下降,汽车的总体年销量徘徊在2600 万辆左右已经有两三年时间了。汽车行业面临空前的竞争压力,以降价来获取市场份额成为国内外各大主机厂的普遍现象。制造成本的管控能力逐渐在主机厂的核心竞争力中占据越来越重要的位置。汽车模具行业作为汽车行业的下游供应商,近年来除了承担来自主机厂客户要求的周期、质量压力外,也承受了巨大的要求降低模具价格的压力,同步伴随着大宗商品价格及人工成本上涨因素,中国的模具企业也切身感受到了与十年前欧美和日本模具企业一样的困境,“没有失败在技术水平和管理能力,先失败在了难以再压缩的成本水平上”。
质量、周期、成本是任何一个项目及任何一种产品开发都需要兼顾的三大要素。满足客户对模具的质量和周期越来越高的要求是需要成本代价的。优秀的企业能够通过管理和技术创新、不断提升效率、提升质量来满足客户日益增长的质量和周期要求,保持行业领先地位。一个要做引领模具行业发展的旗舰企业,首先要具备一个优秀企业应有的成本控制能力。当前整个行业,包括天汽模,实际情况更多的是:因为质量和周期无法达到不断提升的客户需求,进而为追赶质量和周期目标导致成本的失控。所以当前模具行业降本更要提倡从技术和管理能力提升来做到“增效降本”和“提质降本”。从社会发展实际分析,人工成本占模具总成本的比重基本无法降低且为满足员工自身生活改善需求而不断提升。降本也只能从采购成本削减、人员效率提升、输出物质量提升、模具返修成本控制以及管理费用降低等方面来提升每一个项目的利润率。
模具明细采购成本的控制
冲压模具的采购成本可以分为直接采购成本和间接采购成本。直接采购成本为模具设计完成后生产所需的模具(物料)明细成本,间接采购成本主要是和日常制造过程消耗品有关,如加工刀具、润滑油、劳保用品等普通物料成本。其中占整体采购成本(不含试模料采购)约90%、占模具制造费用约38%比例的模具直接采购成本是降本工作的重中之重。
模具明细由模具结构设计输出的三维实体决定,而模具开发技术协议和主机厂、模具厂甲乙双方图纸会签过程直接决定了模具设计,图纸会签首先要尊重招投标过程中双方签订的技术协议。如何根据新开发车型的定位和产量纲领(年产量×生产年限)、生产条件(厂房、设备、物流)而做出适合主机厂自身和本车型的模具开发技术协议,很大程度上决定了模具的实际开发成本。
当前模具开发技术协议存在两个问题,一是新兴的新能源主机厂“拿来主义”拼凑而成,过多强调对标高标准,根据本公司和车型需求实际优化不足。二是根据传统主机厂因模具开发使用过程中出现的偶发质量问题不断对技术协议层层加码,要求越来越高。从材质、外观、操作性和维护性考虑的高标准的模具不是高标准的冲压件产品的必要需求,日系主机厂对冲压件的品质要求都不低,但模具总体开发和使用成本并不高。
丰田、本田等依靠多年的模具开发和成本优化经验,真正达到了“能用、够用”的成本控制水平。图1 是两套拉延模具结构图对比展示,生产同样大小的车门内板零件,左边的日系风格模具明显更为轻巧紧凑,重量比右侧欧美系风格拉延模轻35%。从模具材质来看,左侧日系拉延模上模和压边圈为QT600,下模模座和凸模设计成一体,材质为FC300,右侧的拉延模全部采用常用但成本更高的GGG70L。

图1 不同设计风格的拉延模结构对比
综合材质和重量,左右两套使用效果基本一致的拉延模采购成本能差一半。2020 年某国产新能源品牌和长安马自达的两款车型在天汽模开发的4 门内外板和机盖内外板的模具,采购成本同样差了一倍,除国产品牌产品工序数量多外,成本差别主要来自甲方技术协议要求的模具结构形式和铸件材质、标准件厂家等。可见技术协议优化采购降本有很大的潜力。在当前行业上下游,主机厂和模具厂都面临巨大的成本压力,通过技术协议的优化达到前期“技术降本”的目的,对于甲乙双方达成长期合作共赢尤为重要和迫切。
模具开发技术协议的优化,直接关乎模具直接采购成本的优化,具体可优化的项次参见表1,重点是通过模具减重和降低材料牌号把占比模具明细采购成本约60%的铸件成本降下来。当前大多数车型的外覆盖件模具,一般材质抗拉强度不超过340MPa,料厚不超过0.8mm,总体冲次在50 万次以内。完全可以采用价格更低的QT600 或带合金强化、淬火性能比QT600 稍好的QT600M 替代当前普遍使用的GGG70L 合金铸铁材质。当前有限元结构强度分析在模具设计中的应用,也支持在保证模具强度和寿命的情况下做模具结构轻量化设计,通过大模具挖空、减少加强筋的尺寸来降低模具重量。而当前国产氮气缸和标准件的质量,也完全能达到实际使用需要并已经进入了包括大众、通用在内的主流合资品牌的供应商体系,国产新车型完全可以放心使用。

表1 模具技术协议采购成本重点优化措施
模具制造过程“增效降本”
“增效降本”就是要提高人力资源和设备资源的生产效率和利用效率,来降低或摊薄单位产出对应的人工成本和设备折旧成本。随着过去几年新能源汽车行业的大发展,模具行业大量的成熟人才跳槽到了新能源主机厂从事模具开发技术或项目管理等工作,导致模具行业普遍存在技术人员短缺、员工年轻化、技能和经验不足的情况,大大影响了生产效率。以往更多的是通过延长工作时间来提升人员使用效率,通过不断的基础培训来提升作业员工的业务熟练程度、减少反复犯错的几率来提升工作效率。但传统制造行业的少人化、无人化以及减少工作时间和工作强度是大势所趋。增效降本应该更多地倾向于:强调技术研发创新、作业流程优化来减少对人的依赖,降低工作流程对于人员技能的要求。能让软件和设备来做的,不要让人来做;把复杂工作分解成普通员工就能做的简单工作,不要让高职级员工来做。
模具制造过程“增效降本”重点措施参见表2。首先要提升技术的设计效率。依靠二次开发、标准件实体化和机构模块化,类似于天汽模这样的大型模具企业在结构设计自动化提升设计效率方面已经有了一定的基础,但再进一步通过智能化设计来提升设计效率,各模具企业都面临开发人才短缺且专业化开发水平低的问题。最好的解决方案就是各头部模具企业能联合起来委托软件公司开发专门针对冲压模具行业的智能设计模块,各模具企业可以分摊开发成本,共享开发结果。模具结构设计本身不是什么核心技术,效率提升、减少设计人工成本是行业整体需求,合作开发是完全可行的。
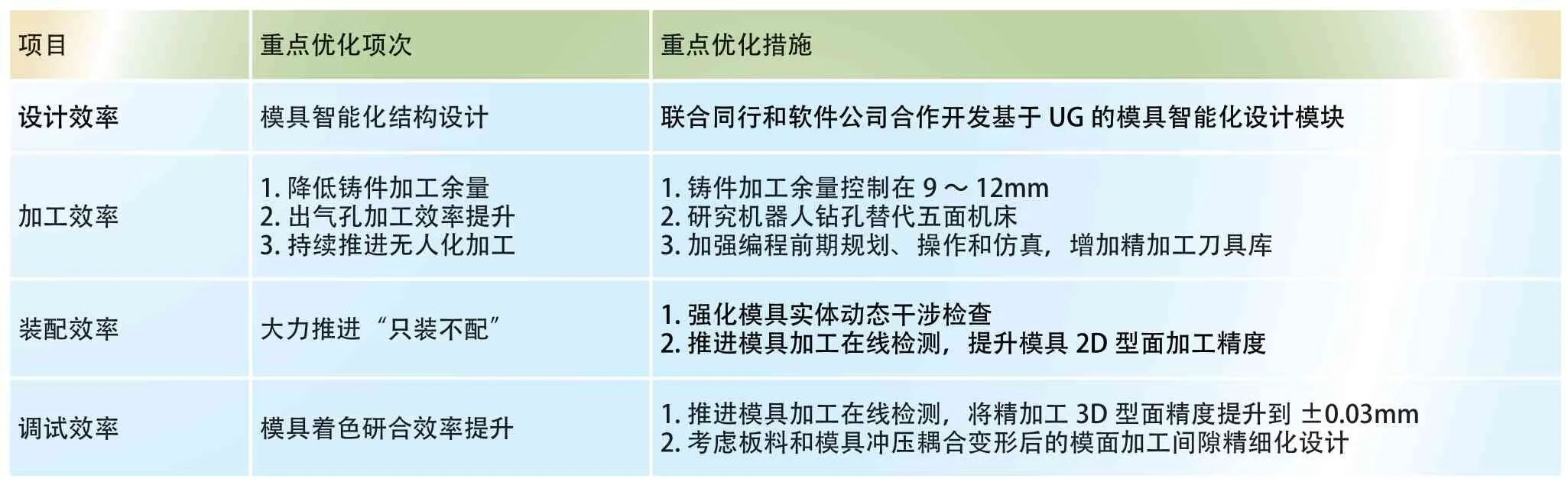
表2 模具制造各环节效率提升重点优化措施
模具加工过程的效率提升重点在于扩大无人化加工应用范围。如果有安全可靠的程序,数控加工的无人化是能做到的。但往往企业拥有自动化程度非常高的高速、五轴加工中心,却很难做到无人值守加工。加大数控编程前期规划、操作和仿真工时投入,充分利用编程软件如PowerMILL的数控机床宏命令结合自身编程规范、模具加工经验,把整个加工设备的不同单元有机组合,确保制造体系的协调统一,生成智能化的程序,包含如自动换刀、测刀、自动换辅助头、换辅助头后W 轴自动差值补偿、刀具折断判断等功能信息,在程序传输到数控机床之前,通过PowerMILL 真实环境仿真技术,把所有可能存在的碰撞、过切有效避免,就可以让无人值守加工安全进行。切实做到少人化、无人化的“增效降本”。
模具调试环节的效率提升重点在于缩减模具着色研合的工时。研合工时又和模具的型面加工精度和模面间隙设计合理性息息相关。完善设备日常维护保养、加强设备几何精度复查和调整可以提高加工设备精度,同时,优化背吃刀量、进给速度和转速等切削加工参数,可以将大型模具型面加工精度控制在±0.05mm,中小型模具控制在±0.03mm。模面间隙精确设计的难度在于冲压成形是个综合板料变形、模具弹性变形乃至压机变形的动态过程,通常模面间隙只能考虑板料的模拟减薄和压机变形经验补偿,没有考虑模具弹性变形。只有通过冲压过程板料变形和模具变形耦合有限元分析,才能较为精确地预估到模具的弹性变形量。日本JSTAMP 软件已经推出了这项有限元分析技术商用模块,并在日本各大主机厂的模具公司开始应用。国内当前还处于初期摸索阶段,有望在一年内达到实际应用。另外,通过研合工作开展前的首件模具研合间隙确认,能有效评估研合工作量,当研合间隙大于0.1mm 时,模具型面重新精加工一次的成本可能比钳工多花费两周时间研合拉延模的成本更低。
模具制造过程“提质降本”
模具制造过程流程长、工序节点多。“提质降本”重点就是要找到后序用户对于交付物的质量要求诉求和痛点,有针对性持续提升交付物的质量来减低后序部门工作难度,提升后序部门的工作效率。通过本工序交付物质量的提升来降低后序部门的成本,进而带来模具全工序、全开发周期内的成本降低。强调提质降本,需要首先提升各部门领导的格局,不要只局限于自身工作便利性和工作量的考量,把部门降本工作的重点放在提升交付物的附加值,把以前后序部门干起来很费劲的工作放在本工序来做。加强内部质量控制,一次做对,减少给后序工作造成的异常反复。
模具制造各环节质量提升重点优化措施参考表3,重中之重是提升模具的出厂质量。模具行业普遍面临在主机厂交付周期长、交模人员过多导致的终验收成本失控的问题,甚至出现过某些模具厂因为终验收时间遥遥无期而放弃30%的模具尾款、面临被客户“封杀”也要主动撤离人员放弃终验收的情况。控制终验收成本需要大力提升模具出厂质量,质保部门不能轻易把能在“家里”做好的工作让步放行到客户母线去完成。
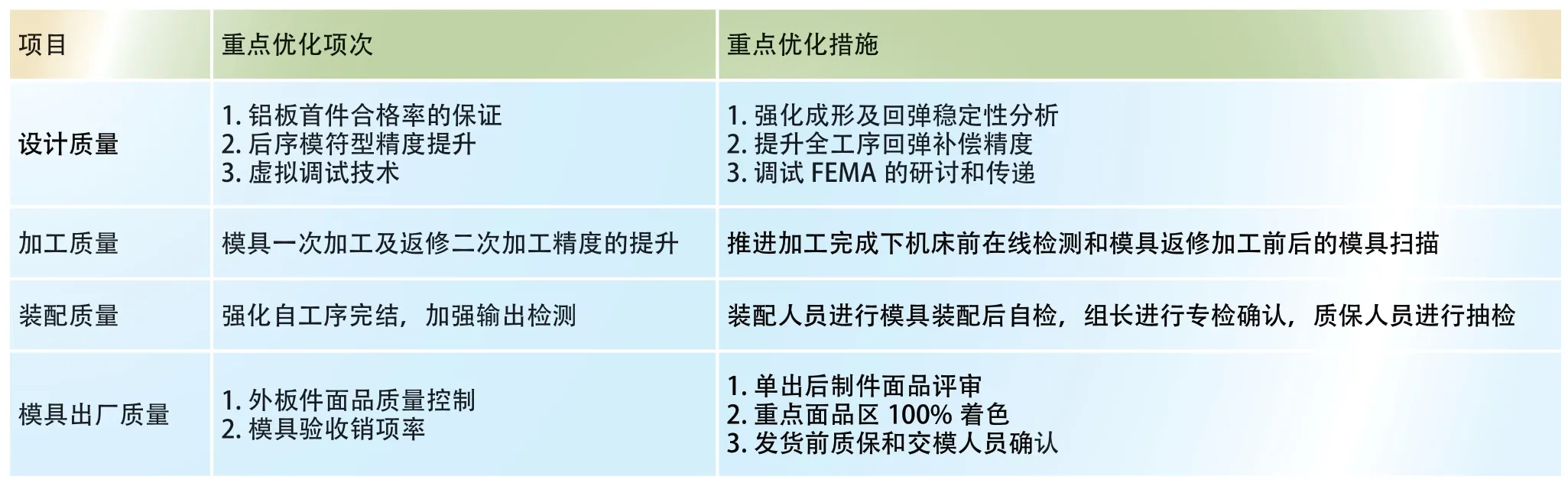
表3 模具制造各环节质量提升重点优化措施
在模具调试周期一再被压缩的情况下,也要做到提升出厂质量。作为模具出厂前的最后一个生产部门,模具调试部门必须对前序的技术、加工、装配部门提需求。前期技术强化应用六西格玛成形及回弹稳定性分析、产品和工艺FEMA 研讨论证以及CAE 虚拟调试技术,可大大减少模具调试阶段的零件成形问题,钢板覆盖件的首件合格率当前平均可以稳定达到85%以上,其中约有30%的零件能达到90%以上。前期FEMA 和CAE 虚拟调试可以让模具从调试开始就有的放矢,通过材料流入量匹配、前期FEMA 问题验证和调试、各工序件回弹扫描对比分析等等,能大大提升冲压零件合格率,提升整改方案的周期和准确性,把模具精度提升的整改轮次控制在2 ~3 轮。减少模具调试和整改时间,才有可能让调试部门投入更多的人员和工时用于模具精细化处理,减少模具验收的问题和销项速度,提升模具出厂质量。
结束语
本文分析了汽车模具行业普遍存在采购成本过高、模具质量和周期失控导致成本增加的问题,针对模具开发流程长、节点多、技术密集型和人才密集型的特点,结合天汽模内部开展的降本工作,提出“采购降本”“增效降本”和“提质降本”的重点措施方法。总体上,中国的模具行业在管理和技术水平上还有较大的提升空间,只要在增强管理和技术水平的同时加强成本管控能力,全球模具制造向中国转移的趋势就还会再继续并加速,中国的汽车模具行业还是大有希望的。
由于自身的学识能力不足及文章篇幅有限,对于模具成本控制的研究还存在诸多不足之处。没有从模具成本体系构成及成本管控机制来全面分析模具开发成本控制问题,而且提出的降本对策还不够细致,在以后的研究中有待进一步论证。
猜你喜欢
——聚焦生命科学&汽车行业
人力资源(2023年4期)2023-08-15
专用汽车(2021年7期)2021-07-23
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
科学与财富(2017年16期)2017-06-13
——各大主机厂审核要求
汽车实用技术(2017年23期)2017-05-29
童话世界(2017年8期)2017-05-04
现代经济信息(2016年30期)2017-03-08
现代工业经济和信息化(2016年7期)2016-05-17
专用汽车(2015年1期)2015-03-01
