熔铸AZS池壁砖严重的内在品质缺陷原因分析与控制
2023-10-07 07:49:50朱苗林
玻璃 2023年9期
朱苗林
(郑州盛田电熔耐火材料有限公司 新密 450000)
0 引言
玻璃窑炉的使用寿命不仅体现在烤窑工艺实施方面,也体现在玻璃熔制工艺方面,同时体现在电熔砖的整体品质方面,特别在池壁砖部分,一块池壁砖的质量问题就会导致整座窑炉运行受到极大的影响。池壁砖最严重的质量问题表现在砖面疤皮。池壁砖的表面疤皮反映了在浇注生产中,电熔砖砂型出现了脱砂现象,大量的砂粒或者砂块进入型腔,造成池壁砖的内在成分发生变化,对于玻璃窑炉使用而言是一个极大的安全隐患。
1 缺陷分析
电熔砖中会形成玻璃相,在高温下玻璃相会渗出。李笃斌等[1]汇总了SiO2、 Na2O 的总量与1500℃、1600 ℃玻璃相渗出量间的关系,如图1所示。

图1 SiO2+ Na 2O总量与玻璃相渗出量间的关系
由图1可以看出,在1500 ℃条件下玻璃相渗出量与SiO2、 Na2O的总量之间没有对应关系,而在1600 ℃条件下随着SiO2、 Na2O的总量的增加,玻璃相渗出量出现增加趋势,因此可以推测只有减少AZS电熔砖中SiO2、 Na2O的总量,才能减低1600 ℃条件下的玻璃相渗出量。
由于硅是电熔砖中的限制成分,硅含量的增加就是玻璃相成分的增加,大量聚集的硅成分隐藏在电熔砖中更是玻璃窑炉运行的安全隐患。
随着温度从1500 ℃升高到1600 ℃,玻璃相渗出量有了极大的升高,温度也是玻璃相渗出量的关键因素之一。而为了提高玻璃熔化率,降低成本,玻璃窑炉熔融温度普遍提高,全氧燃烧窑炉碹顶温度甚至将近1700 ℃,在这样的使用条件下,只有将电熔砖中SiO2、Na2O的总量降低到一定水平才能符合使用要求。
池壁砖疤皮产生过程示意见图2,实例照片见图3。
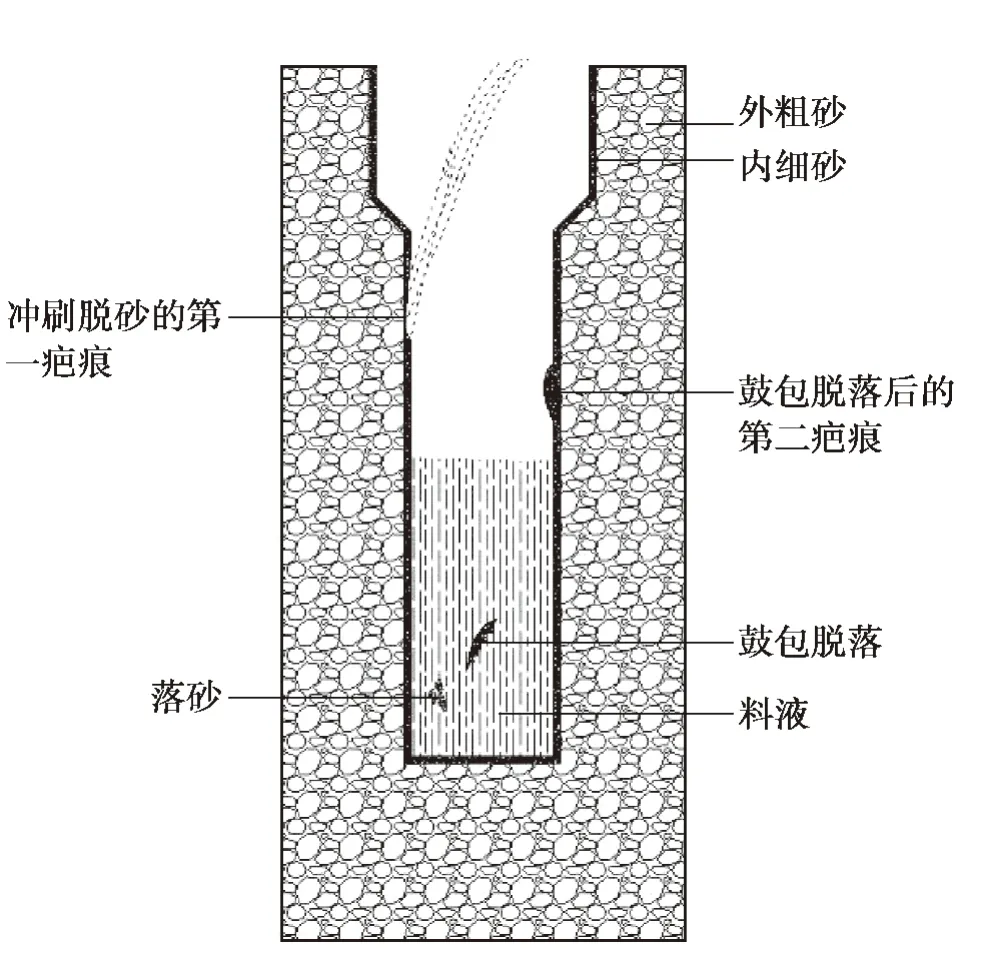
图2 池壁砖疤皮产生过程示意图
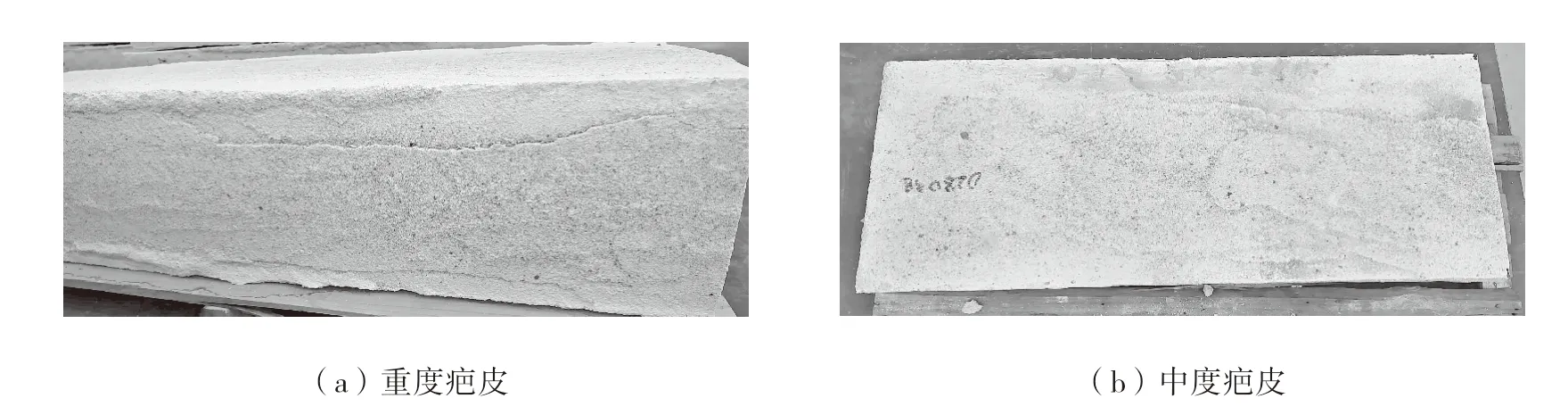
图3 池壁砖疤皮实例
这种池壁砖疤皮现象至今仍然普遍存在,是玻璃企业选择电熔砖时必须重视的一个环节,更是电熔砖生产企业需要引起重视的环节。这种池壁砖疤皮现象由两种原因导致。
1.1 原因1
池壁砖的砂型埋在保温箱内,加上浇注冒口一般最低不低于1800 mm,最高能达到3000 mm。浇注时电弧炉倾斜,料液顺着浇注炉嘴形成一道弧线流入砂型型腔,砂型是垂直状态,料液是一道弧线,因此料液必然冲刷了砂型型腔的内壁。砂型内壁受到高温暴力冲刷,会把砂型冲出一片凹陷的形状,随着料液的上升,料液会填充凹陷部分,于是形成毛坯砖上看到的疤皮,同时受冲刷掉的砂型砂粒进入料液中,这就是局部玻璃相聚集的原因。当窑炉达到一定的温度时,玻璃相大量渗出,电熔砖侵蚀加快。浇注时料液冲刷砂型,砂型受损,砂子混合物进入熔液内,熔液占据砂型受损位置,形成疤皮,疤皮的形状就是料液冲刷砂型内壁的形状。
1.2 原因2
原始的水玻璃砂型烘烤工艺步骤:在生产砂型时有质量较好的面砂,也有质量较差的有背砂,一个碾轮式搅拌罐,在搅拌罐内加入定量的面砂和水玻璃,搅拌十分钟后放出,堆放在一个地方,然后再混合搅拌背砂,混合后的背砂再堆放一个地方,这些拌好的砂从开始到用完可长达数小时时间,期间堆积的砂堆表面用手能感觉到有一层硬壳;制作砂板时,首先在模具中铺一层约30 mm厚的背砂,然后再铺一层约10 mm厚的面砂,进行紧实,操作完成,最后进入干燥房烘干,面砂与背砂的颗粒不同,面砂粒度是100目,背砂粒度是0~3 mm。
砂型在浇注前,立起埋在保温箱中,高温状态下,随着料液在型腔中上升,由于制作砂型前面砂和背砂堆积时间长,砂堆表层借壳,重新粘接时的结合不能充分粘接,再则浇注时的高温使面砂快速膨胀,由此导致面砂在不确定的位置会鼓起一个大包,随之掉入料液内,料液继续上升填充掉砂部分形成疤皮,严重时掉进料液的砂会有1 kg之多,也就是聚集大量的玻璃相在一个位置,当玻璃窑炉运行时,在适当的温度条件下,大量玻璃相析出,形成安全隐患。
以上两种疤皮产生过程可以用滤光镜在浇注时清晰看到。
1.3 辨别疤皮的方法
毛坯砖很容易辨别疤皮砖,而研磨后的电熔砖辨别是否有疤皮要看电熔砖颜色,疤皮砖研磨后表面会有痕迹,呈不规则慢弧形气孔、不规则慢腹弧形黄色,这就是疤皮痕迹。
2 控制措施
2.1 原因1控制措施
浇注时改变料液进入型腔的轨道,让浇注时料液的弧线进入型腔变为垂直进入型腔。改变原来炉嘴的形状,也就改变了料液的轨道,使料液垂直进入型腔,避免了型腔内壁被冲刷,也就避免了池壁砖的疤皮现象。
2.2 原因2控制措施
原始的水玻璃砂型面砂/背砂烘烤工艺会导致电熔砖品质缺陷,使用先进的酯硬化改性水玻璃砂型工艺,此工艺的核心先进性在于旧砂无限次重复再利用,旧砂经过浇注过程的高温焙烧后,硅砂的晶相发生了改变,此时的硅砂是磷石英存在形态,高温膨胀很小,砂粒附着氧化物在高温下挥发掉,纯净度高。旧砂重复使用的砂型在浇注时其有机酯固化剂会有轻度燃烧,砂型自身产生温度,对电熔砖的保温起到了有利作用,而且焙烧砂对铸件的外观缺陷如气孔/颜色/橘皮/裂纹等有很好的抑制作用,提高了铸件品质。
3 结语
炉嘴形状改变后,垂直浇注控制了浇注时料液冲刷砂型型腔造成的疤皮砖,酯硬化改性水玻璃砂型工艺不仅控制了疤皮砖的出现,更提高了电熔砖的内在品质和外观质量,使电熔砖档次明显提高。
猜你喜欢
特种结构(2023年6期)2023-12-31 04:35:52
江苏建材(2023年5期)2023-06-06 20:31:44
中国铸造装备与技术(2021年6期)2021-12-02 13:36:50
煤气与热力(2021年3期)2021-06-09 06:16:16
中国铸造装备与技术(2021年1期)2021-02-02 03:24:22
陶瓷学报(2020年2期)2020-10-27 02:16:08
自动化学报(2018年7期)2018-08-20 02:59:00
中国设备工程(2017年2期)2017-03-06 05:36:55
浙江大学学报(工学版)(2015年1期)2015-03-01 01:17:22
山东农业大学学报(自然科学版)(2015年5期)2015-02-21 03:48:00