汽车轻量化研究进展
2023-09-23 15:25娄元豪王优强邢照斌
汽车工艺与材料 2023年9期
娄元豪 王优强 邢照斌
(1.青岛理工大学机械与汽车工程学院,青岛 266520;2.小鸭集团精工有限公司,济南 250101)
1 前言
中国作为制造业大国,在汽车行业尤为突出,在2021 年我国生产汽车2 652.8 万辆,在2022 年我国生产汽车约2 760 万辆,始终是世界上汽车产量最多的国家。但由于不同国家发展情况不尽相同,我国虽然产量领先,但在技术方面与国外还有一定差距,需加快技术开发与应用。此外,汽车市场需求逐步趋于稳定,汽车企业对于市场的争夺变得更加激烈[1]。想要在激烈的汽车市场竞争中有所突破,需要大力发展高精尖技术,提高竞争力,而汽车轻量化技术的应用是提高汽车市场竞争力的重要手段。
通过轻量化技术应用,可以实现在满足原有结构强度、刚度、耐冲击、NVH、碰撞吸能及动态疲劳等使用性能前提下,减轻构件自身质量,这需要对之前的零件结构进行优化设计,选取合适的轻质材料,采用切实可行的制造工艺。通过应用汽车轻量化技术可以在不改变汽车安全性前提下,降低汽车整车车重。研究表明,汽车自身质量每减小100 kg,行驶100 km 耗油量就会减少0.3~0.5 L,CO2的排放量减少8~11 g[2],对于新能源汽车来说,可以增加7.5%的续驶里程[3]。由此可见,汽车轻量化的技术应用对于实现节能减排具有重要意义。此外,汽车轻量化可以减少碰撞时产生的动能,从而起到降低车辆和司乘人员损害程度、提高安全程度的作用[4-6]。
轻量化技术近年来一直是汽车行业的重点问题,本研究首先对汽车轻量化发展现状进行阐述,并对当前汽车轻量化中存在的一些问题进行总结,最后对汽车轻量化的发展进行展望。
2 汽车轻量化研究
2.1 结构轻量化
2.1.1 拓扑优化
目前用于改进对象结构的轻量化方法主要是对优化对象进行拓扑优化设计。拓扑优化是在一定边界约束条件和载荷施加情况下,根据相应的性能优化目标,对被优化区域内的材料进行删减与重新分布,以达到减少用料、降低成本或在一定用料下达到最佳性能的目的[7]。结构拓扑优化研究方法目前有离散型结构和连续型结构。对于离散型结构,目前其拓扑优化的理论及其方法还不完善,未来应不断拓宽拓扑优化的研究范围和领域。对于连续型结构,目前应用最广泛的是连续型结构中的由Bendsoe 等[8]提出的变密度法,此方法应用广泛且有较大的发展前景。但变密度法在优化过程中常出现灰度单元及锯齿形边界。张国峰等[9]针对上述问题提出一种基于变密度法的连续体结构拓扑优化后处理方法,有效避免了优化结果锯齿形边界及中间密度等现象的产生,图1 所示为3 种拓扑优化典型算例对变密度法及后处理法的对比。

图1 3种拓扑优化典型算例的变密度法及后处理法对比[9]
此外,焦洪宇等[10]提出一种基于变密度理论SIMP 法的周期性拓扑优化的方法,并通过不同算例验证了其可行性和有效性。Huang 等[11-12]提出了双向结构渐进方法,并研究网格独立性及优化结果的收敛性问题。张日成等[13]通过引入失稳载荷因子约束,提出了一种考虑结构稳定性的变密度拓扑优化方法。
由于拓扑优化技术可以在保证汽车结构和功能不变的情况下,显著降低汽车自身质量,而在汽车轻量化方面得到了广泛的应用。王冀军等[14]在轻量化设计中采用Abaqus 软件的Tosca 模块对发动机罩内板拉伸模的压边圈进行拓扑优化,实现了较高程度的体积移除优化。王书贤等[15]为了对汽车悬架控制臂进行拓扑优化设计,大大减轻了控制臂的质量。徐中明等[16]通过拓扑优化确定汽车防撞梁最佳截面为“日”字形截面。Su 等[17]在保证结构可靠的情况下,对汽车覆盖件成形的长梁冲压模进行拓扑优化设计,并根据初始拓扑优化结果重新设计了结构,实现了约18%的质量减轻。除此之外,也有许多学者在汽车拓扑优化设计上取得显著成果[18-20]。
目前拓扑优化技术已经较为成熟,但不同的拓扑优化方法各有优劣,且目前优化过程中存在计算量大等问题。就目前形式而言,拓扑优化所产生的加工成本远大于减轻质量的成本。因此继续优化拓扑优化方法,开发计算效率更高的软件以及降低拓扑优化所带来的加工成本是目前的发展方向。
2.1.2 尺寸优化
尺寸优化是应用最早和最成熟的轻量化技术[12],能够直接确定参数,是目前使用最广泛的方法。尺寸优化通常与拓扑优化等方法相结合,综合考虑各种因素来实现汽车轻量化。王文甲等[21]通过拓扑优化和尺寸优化对客车车身骨架进行基本优化设计,改进后质量减轻310 kg,且一阶扭转频率、弯曲刚度、扭转刚度等均有所改善。谢晖等[22]通过局部拓扑优化和整体尺寸优化对高强度钢电池包进行优化,在保证最大变形小于1 mm 的同时,实现了电池包自身质量降低12.3%,整车续驶里程提高11.1%。Chen 等[23]通过截面贡献分析方法对小型电动汽车桁架框架进行优化。Lu 等[24]创新性地提出了从多材料拓扑优化到截面尺寸优化的方法,用于客车车架轻量化设计。
2.1.3 形状优化
通过对结构的外形进行优化设计,使结构受力更加合理,从而达到减轻汽车自身质量的目的。形状优化分为参数化和非参数化2 种方法。对于结构外形可以用参数来描述的,可以通过参数化转化为尺寸优化。对于结构外形不规则,因难以通过参数化来描述,通常采用不需要尺寸参数的无参形状优化法。对此,Shimoda 等[25]提出了一种非参数形状-尺寸优化方法,用于研究大型框架结构的静态变形。此外,网格变形技术的应用使得形状优化更加简便。方剑光等[26]将网格变形技术用于对白车身结构的形状优化。Le 等[27]提出了一种使用曲面滤波器简单有效的形状优化方法。
形貌优化是指在所设计的板形结构中寻找加强筋分布最优位置的一种概念设计方法,用于设计薄壁结构强化压痕,在减轻结构质量的同时能满足强度、频率等要求[28]。形貌优化对于结构质量的影响很小,主要是为了改善结构刚度和振动性能,一般不单独用于结构的轻量化设计[29]。形貌优化在油底壳[30]、动力电池箱[31]、隔热罩[32]以及车门[33]等的设计中有较多的应用。
2.2 材料轻量化
通过采用不同类型高强度、低密度材料来代替传统的钢材是材料轻量化当前和未来的重要发展方向。当前轻量化材料可以分为高强度材料和轻质材料这两类[34]。高强度材料主要指高强度钢,轻质材料指的是铝镁钛3 种金属合金以及塑料和复合材料等。表1 对各类材料做了对比分析[6]。
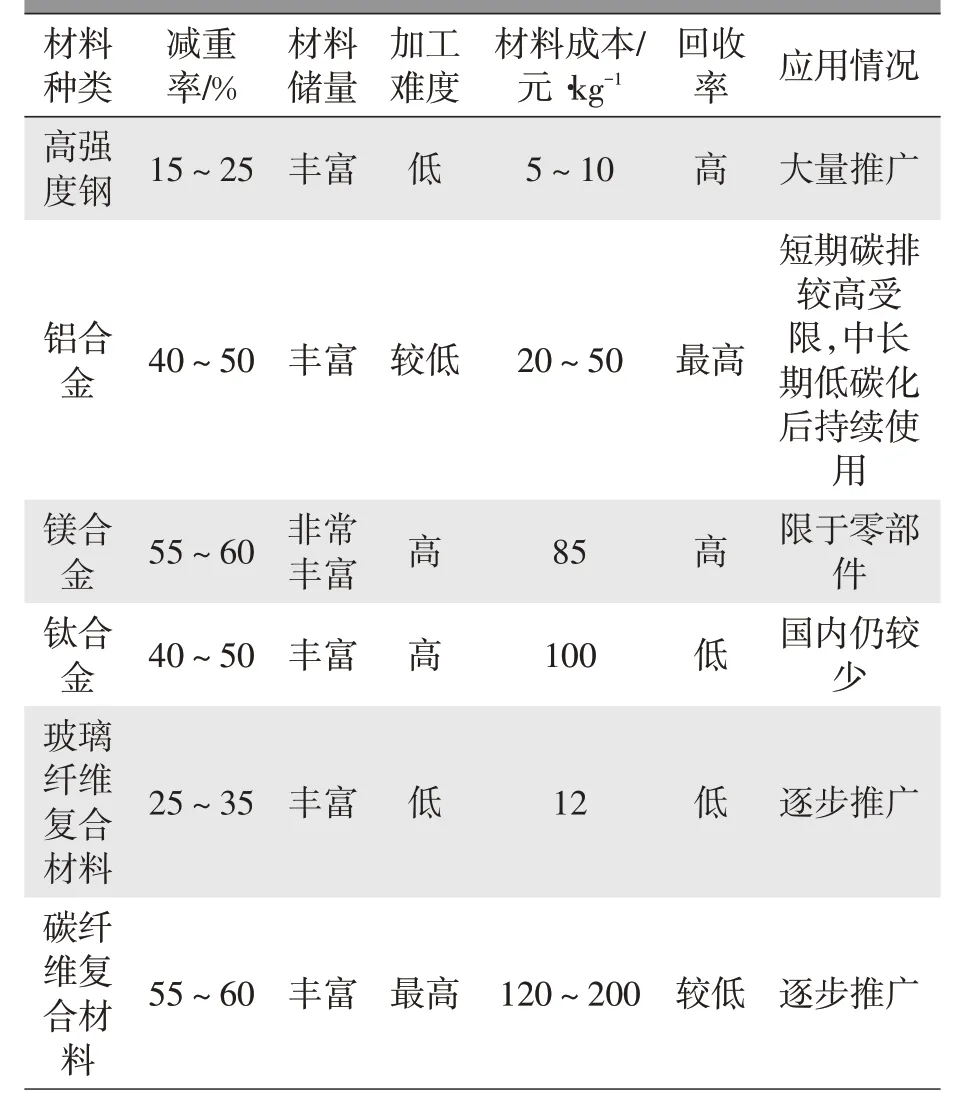
表1 各类轻量化材料对比[6]
2.2.1 铝合金
铝合金的密度约为钢密度的三分之一,是轻质化材料中应用最多、最广泛的轻质金属材料,具有延展性好、易成形加工、热导率高、耐腐蚀易回收等特点。据相关研究表明,铝合金的比吸能约为钢的两倍,比强度甚至等同于高强度钢[35]。铝合金可以分为两类[36],一类是应用比较广泛的铸造铝合金,占车用铝合金的80%,具有比强度高、抗蚀性好、易于铸造等优点,能够通过重力铸造与压力铸造等方式实现复杂形状零件的成形[37];另一类是变形铝合金,变形铝合金具有强度高、塑性好等特点。2 种铝合金在汽车上均有广泛应用,尤其是在新能源汽车上,如变速箱、发动机[38-39]、底盘[40]、轮毂[41-42]、汽车覆盖件[43-44]等。铝合金虽性能较好但存在碳税高的问题(铝合金碳排放因子为钢的6 倍以上),且铝合金回收成本较高,这一直是制约铝合金发展的因素。
2.2.2 镁合金
镁合金密度是铝密度的三分之二,更具有轻量化优势。除此之外,镁合金还具有强度高、散热性能好、抗电磁干扰、尺寸稳定、耐冲击性好等特点。随着当前镁合金铸造工艺和抗腐蚀性能的不断提高,镁合金铸件在汽车上的应用越加广泛,如仪表板、座椅骨架、方向盘核心零件、方向盘框架、气缸体缸盖、变速箱、离合器壳体、下曲轴箱、进气歧管、制动器和油门踏板等[45]。但由于镁合金受到冲击时易断裂、加工困难在高温时易燃甚至爆炸、抗腐蚀成本高等因素的制约,导致镁合金在加工和使用中受到限制。因此,加大对高性能镁合金的研发力度,以及通过设计特殊加工方法来制造镁合金零部件是当前的重点。
2.2.3 钛合金
钛合金密度约为钢的60%,具有比强度高、耐腐蚀、耐高温等优点,目前钛合金在汽车上面的应用主要为汽车发动机系统[46]。钛合金虽然性能优异,但存在制备困难、生产成本高、成形性不好及焊接性能差等问题。
2.2.4 高强度钢
高强度钢是目前汽车行业中应用最多的材料,具有良好的焊接性能和抗腐蚀性能,且冷、热成形均适用,是降低汽车自身质量,实现汽车轻量化的主要措施之一[47]。一般情况下,可以分为普通强度钢(σs<210 MPa)、高强度钢(210 MPa<σs<550 MPa)、超高强度钢(σs>550 MPa)[48]。各种类型钢材因其固有特性不同,而具有不同的特点以及应用场所。在汽车轻量化方面,先进高强度钢相对于其他钢材有较大的优势而使用广泛。我国钢材发展已经比较先进,但在某些方面与发达国家相比还有较大差距。目前高强度钢的应用多数还存在延伸率随强度增加而减小、尺寸较难控制、焊接性能差、回弹大等问题。
2.2.5 塑料和复合材料
工程塑料和纤维复合材料在汽车轻量化中应用较多。工程塑料具有质量轻、耐腐蚀、价格低、塑性好易于加工、抗振、隔音等优点。现阶段工程塑料的主要用途之一是代替金属的使用,这对于实现轻量化具有重要意义。目前主要应用在仪表盘、保险杠、车门、车身、油箱、车灯罩以及汽车发动机相关零部件的制造上[33]。
复合材料是指不同物理、化学性质的材料通过组合制备而成,具有不同材料性能的新材料。复合材料可以充分利用不同材料的优势,最大力度实现汽车轻量化。其中,碳纤维复合材料因质轻、耐腐蚀、比强度和比刚度高,而具有较大的应用空间,在汽车中主要用于汽车车身以及底盘中。但目前碳纤维复合材料成本较高,且碳排放因子很高,主要应用在小批量生产的高端汽车中。降低碳纤维的生产成本以及实现对碳纤维的回收利用是目前汽车轻量化应用过程中存在的主要问题。
2.2.6 其他材料
除上述材料之外,混合材料因其能够通过合理设计来兼顾成本、轻量化和耐撞性[49]而在近年来也逐渐得到应用。金属泡沫材料中泡沫铝因其具有质轻、高比刚度、减振、吸能等优点[50]而逐步在汽车轻量化上得到应用。生物基塑料具有可降解、生产加工过程环保、原材料来源广泛、气味小、挥发性有机化合物含量低等特性,在汽车行业应用潜力巨大[51]。
2.3 工艺轻量化
2.3.1 液压成形
液压成形技术以液体高压作用和模具型腔配合为主,目的是让金属坯料成为具有整体性和复杂性的变截面构件[52]。液压成形原理见图2。

图2 液压成形原理
相对于传统的冲压工艺来说,液压成形技术成形极限高、加工工序少、通过一定程度的零件集成减少了焊点数量、可以成形温室下难成形的材料等优点。在汽车上主要用于强度高和结构复杂零件的生产,主要有副车架、纵梁、保险杠、仪表板管梁、摆臂等。相关数据表明,通过液压成形所生产的汽车车身,其成本可降低11%[53]。液压成形的过程中由于凹模型腔内的液体压力会对凸模下行产生阻抗作用,因此成形设备需要更高的吨位。此外,材料成形阶段存在起皱、折叠以及破裂等缺陷,因此还需要应用仿真软件进行仿真模拟以及优化。
2.3.2 激光焊接
激光焊接是把激光作为加热源,通过把若干方向的激光汇聚成一束激光,从而完成焊接工艺的过程[54]。激光焊接原理见图3。
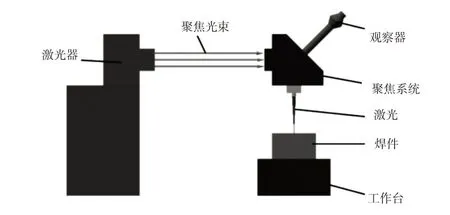
图3 激光焊接原理[54]
相对于传统焊接技术,激光焊接具有能量密度高可调控、焊接效率高、焊接变形小、强度高等优点,是汽车加工生产中的主要方法之一,主要应用于汽车车身、尾气排放系统、变速箱双联齿轮等。此外,随着车用塑料的逐渐增多,塑料焊接技术也开始出现在实际生产中,如汽车喇叭、后视镜、仪表盘以及汽车车灯等[39]。但当前激光焊接设备价格昂贵且维修成本高,是目前制约激光焊接技术的主要问题。
2.3.3 热成形技术
随着钢板强度的不断提升,热成形技术因可以解决抗拉强度>1.2 GPa 的高强度钢件的成形问题而得到广泛应用[55]。热成形原理如图4所示。热成形技术相对传统冲压工艺相比,所得到的零件具有回弹小、强度高、成形所需压力小等特点。得到的板料具有较高的强度,且韧性能够满足零件使用要求。但热成形工艺由于工作环境为高温冲压+水冷却,因此对于模具质量具有较高的要求。

图4 热冲压成形技术工艺原理及组织相变过程[56]
3 结束语
汽车轻量化虽然发展迅速,但仍有一些问题制约着当前的发展。
a.对于结构轻量化,虽然有已经较为成熟的理论体系,但对于实际应用来说,仍存在一些问题,如拓扑优化过程中存在计算量过大,有些情况下进行拓扑优化还会造成加工成本增加以及结构强度降低等。
b.对于材料轻量化,高强度钢、铝合金是目前所采用的主要金属材料,镁、钛等合金因具有不可代替的特性,仍需加大研发力度。工程塑料、复合材料以及金属泡沫等材料在汽车轻量化中也具有重要作用。就目前发展形势来看,各种轻量化材料虽具有较大的发展前景,但各有优劣,若是采用多种材料组合使用,充分发挥不同材料的性能,将会是汽车材料轻量化方向的发展重点。
c.对于制造工艺轻量化,以激光焊接、液压成形、热成形、辊压成形、高真空压铸等技术为主,虽然已经解决了某些材料难以加工的问题,但仍存在着如制造过程中存在着不同程度的缺陷等问题,目前还有较大的发展空间。
汽车轻量化因能够节能减排,必然是未来数十年汽车发展的方向。通过实现结构一体化,研发综合性能更好的轻量化材料以及采用更加先进的制造工艺是实现汽车轻量化的重要途径。
猜你喜欢
精密成形工程(2022年2期)2022-02-22
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
云南教育·中学教师(2019年12期)2019-08-13
山东冶金(2019年2期)2019-05-11
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
专用汽车(2016年1期)2016-03-01