锆/镍电子束环形接头应力分布分析
2023-09-20 09:14陈国庆滕新颜张戈曹慧
焊接学报 2023年9期
陈国庆,滕新颜,张戈,曹慧
(1.哈尔滨工业大学,先进焊接与连接国家重点实验室,哈尔滨,150001;2.北京航天新立科技有限公司,北京,100854)
0 序言
当今世界对控制碳排放日益重视,发展清洁能源成为未来的趋势,核电是公认的清洁能源[1].锆的热中子吸收截面极低,在反应堆内的辐照脆性低,在高温高压水蒸气中,也具有极佳的抗腐蚀性,同时纯锆力学性能适中,加工性能良好,与铀燃料相容性良好,可以提升铀燃料使用效率,因此被大量应用于燃料包壳管、定位隔架、元件盒等部件[2].镍具有更好的耐腐蚀性,常被用作核工业中的结构材料,因此在反应堆中使用纯锆与纯镍焊接接头部件,锆/镍接头的性能成为重要分析内容.
纯锆熔化后液态金属流动性良好,裂纹敏感性低,但化学性质活泼,高温下会与空气中的O,N 和H 元素反应[3-4],纯锆熔点高于纯镍,但热膨胀系数仅为纯镍的1/2,同时热导率低,导热性差,比热容低,较小的能量改变就会使温度急剧变化,造成较高的残余应力与热应力.纯镍的焊接性良好,但导热性差,焊接热量不易散出,容易过热,造成晶粒粗大[5].纯镍/纯锆之间冶金相容性差[6-7],相互间溶解度极低,Ni 元素在α-Zr 中的最大溶解度小于0.8%,而Zr 元素在γ-Ni 中的溶解度也仅有0.6%,几乎只能生成NiZr,NiZr2和Ni5Zr 等金属间化合物.纯镍/纯锆间可能发生的共晶反应众多,例如在1 170 ℃生成γ-Ni+Ni5Zr,增加接头脆性[8-9],在高残余应力的共同作用下促进焊接裂纹生成[10],控制接头残余应力对提升接头性能具有重要意义.
鉴于以上纯锆/纯镍焊接的问题,采用电弧焊、激光焊等方法难以得到高质量的焊接接头,目前缺少熔化焊的研究.与其它熔焊方法对比,电子束焊采用真空保护,隔绝了空气的影响,具有能量密度高,热影响区宽度小的特点[11-12].文中在锆管/镍棒环焊缝电子束焊接过程中,通过偏束与扫描调节焊缝组织,得到了(γ-Ni+Ni5Zr)共晶+Ni5Zr 枝晶复合结构接头,降低了接头残余应力,抑制了裂纹的产生,接头最高强度达到189 MPa,实现了纯锆管与纯镍棒的有效连接.应力对裂纹产生有重要影响,难以进行实际测量,因此通过理论计算结合有限元模拟,根据接头残余应力、热应力和焊接温度场的特点,阐明了裂纹产生机制.
1 试验方法
试验材料为纯锆管与纯镍棒,材料尺寸如图1 所示,镍棒前端带有10 mm 长的小圆柱,总长80 mm,锆管总长80 mm,内径ϕ8.36 mm,外径ϕ9.5 mm.装配时将锆管套在镍棒的小圆柱上,采用过盈配合的方式固定试件,母材主要成分见表1,母材间的主要力学性能有很大差异见表2.母材组织形貌如图2 所示,纯锆母材呈典型的轧制态结构,纯镍母材为孪晶形貌的单相奥氏体组织,晶粒沿轴向有拉长.试验设备为法国MEDARD45 型脉冲电子束焊机,其加速电压为20~ 60 kV,焊接束流为0~ 100 mA,真空度可达5 × 10-2MPa.工件由真空腔内三爪卡盘夹持旋转,电子束聚焦于纯锆/纯镍 界面位置,完成焊接过程.

表1 纯镍与纯锆化学成分(质量分数,%)Table 1 Compositions of Ni and Zr
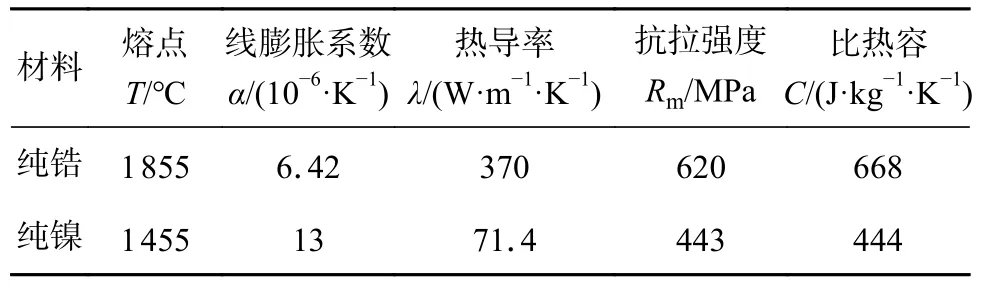
表2 纯镍与纯锆物理性能(室温)Table2 Properties of Ni and Zr
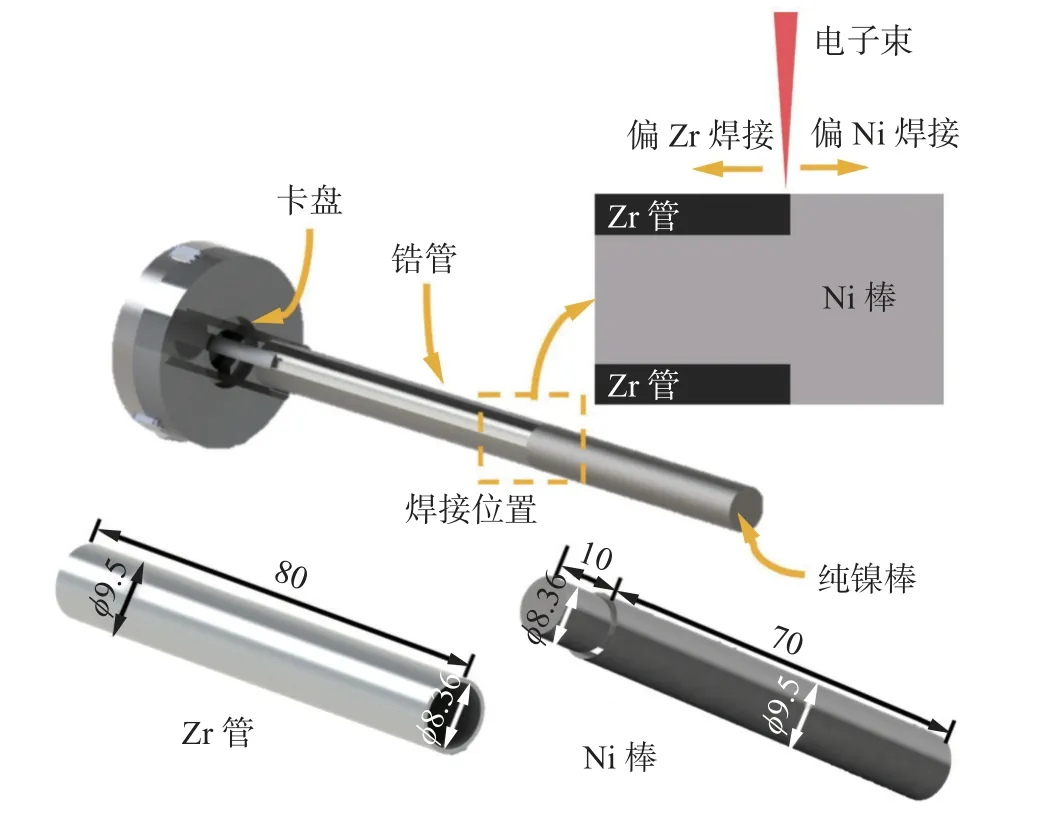
图1 装夹示意图(mm)Fig.1 Schematic diagram
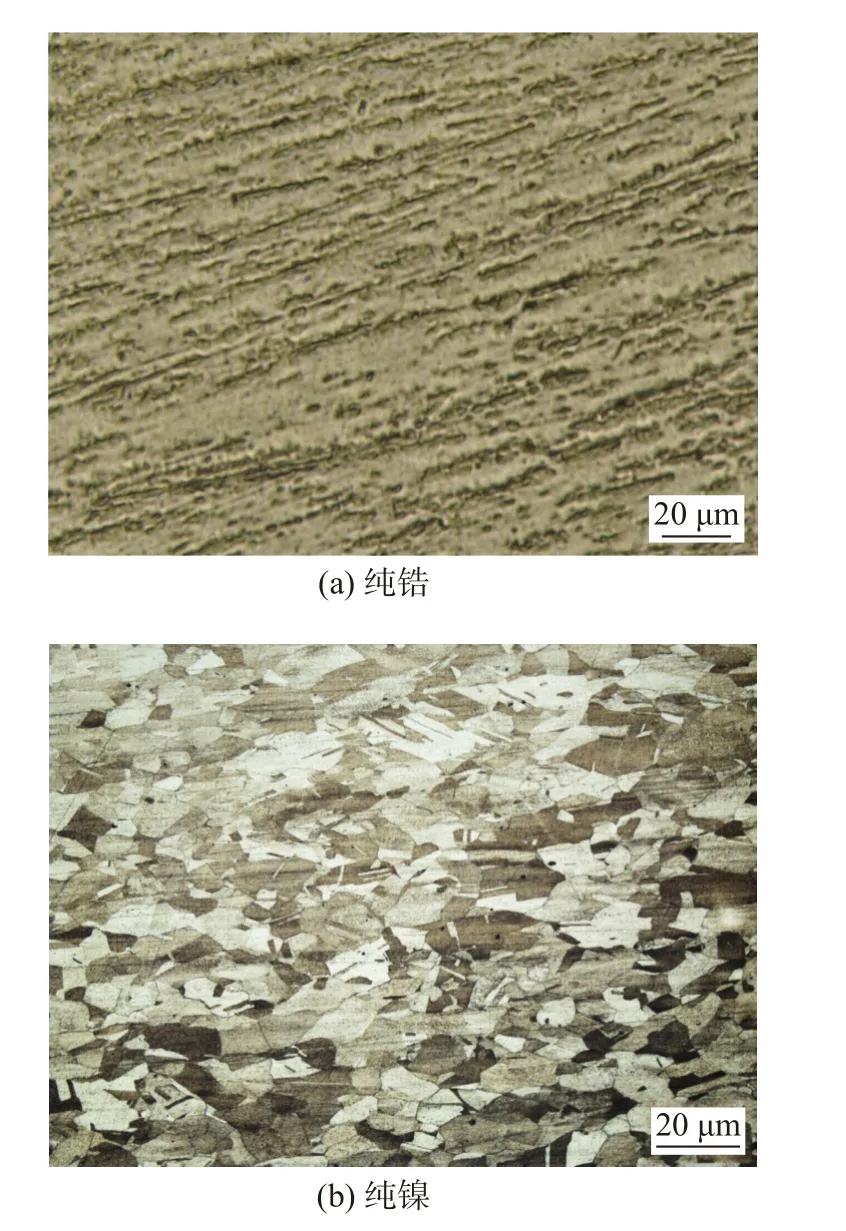
图2 母材光学显微组织Fig.2 Microstructure of base metal.(a) pure zirconium;(b) pure nickel
电子束焊接工艺参数见表3,在各组试验中聚焦位置均为工件表面,加速电压55 kV,焊接束流6 mA,加入扫描以保证接头气密性.对中焊接产生了裂纹缺陷,因此进行了偏锆和偏镍焊接试验,通过改变偏束方向与距离,降低接头残余应力,对焊接裂纹进行抑制.

表3 电子束焊接工艺参数Table 3 Electron beam welding process parameters
在ABAQUS 有限元计算中,建立与实际材料尺寸一致的完整模型,焊缝部位网格分割时采用细化网格,长度方向网格边长约为0.1 mm,在锆管的厚度方向分为8 层,夹持部位也采用细化的网格,网格尺寸约1 mm,其它部位采用过渡网格,直到网格尺寸为5 mm,分割完成后,模型共计有51 590 个节点,46 752 网格,如图3 所示.纯锆、纯镍的热物理参数来自《中国材料工程大典》[13]与外延推导.
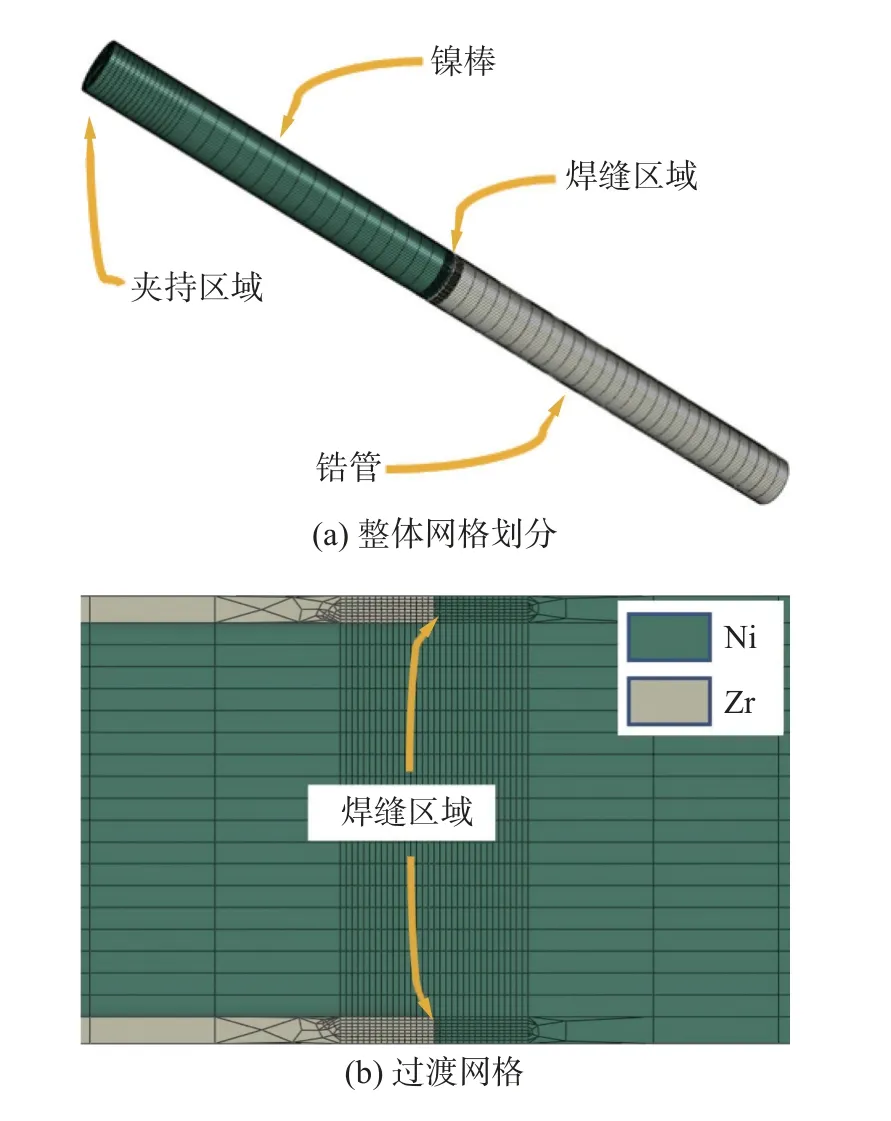
图3 网格划分示意图Fig.3 Schematic diagram of mesh.(a) overall mesh partitioning;(b) transition mesh
在保证结果准确性的前提下,合理的简化初始条件与边界条件对于提升计算速度有重要意义[14].基于实际情况,对热-力耦合分析过程、位移边界条件和热边界条件做出以下简化与设定:①设定材料初始温度与环境温度为25 ℃,设定材料的各热物理参数为温度的函数,结晶潜热通过简化设置材料比热容进行,忽略熔池流动作用,设定焊接过程为热-力耦合准稳态过程;②夹具与试件接触面设定6 个自由度为0,另一端为自由端,假设管与棒之间没有相对滑动;③在焊接与冷却过程中,辐射边界条件为20 W/(m2·K),冷却时表面对流换热条件参数为20 W/(m2·K),夹持部位的对流换热系数为2 000 W/(m2·K).
2 试验结果与分析
2.1 接头形貌与组织
不同焊接参数下接头截面形貌如图4 所示,接头呈现碗状形貌,焊缝内部均由腐蚀后呈现黑色的(γ-Ni+Ni5Zr) 共晶及白色的 Ni5Zr 枝晶的复合结构 组成[15].各焊接参数下均在锆侧熔合线生成连续脆性反应层,宏观裂纹均由此处产生,是接头的薄弱区域.偏锆焊接时宏观裂纹从锁底处贯穿延伸至焊缝顶部,IMCs 层有较多微观裂纹,显示接头有较大残余应力,同时锆管有明显的膨胀变形,显示接头在焊接过程中的较大热应力,随着下束位置偏向纯镍一侧,裂纹逐渐被抑制,在对中焊接中,锁底处的裂纹只延伸至焊缝内部,偏纯镍 0.3 mm 焊接初步抑制了裂纹,当偏束量达到 0.5 mm,裂纹完全消失.

图4 接头宏观成形Fig.4 Macrosco pic morphology of the joint.(a) deflect 0.5 mm towards Zr;(b) deflect 0.3 mm towards Zr;(c) direct welding;(d) deflect 0.3 mm towards Ni;(e) deflect 0.5 mm towards Ni;(f) microstructure of the weld of deflect 0.5 mm towards Zr
在拉伸试验中,基于国家标准GB6397-86《金属拉伸试验试样》的要求,采用全截面管段试样标距50 mm,装配示意图和力学性能测试如图5 所示.两组偏纯锆焊接的接头由于宏观裂纹的产生,拉伸试样在万能试验机上的装配阶段就已经失效,最终的有效数据如图5b 所示,对中焊接的接头强度仅有36.4 MPa,偏镍焊接有效提升了接头强度,偏束量为0.5 mm 时接头强度最高,达到189 MPa.接头膨胀变形与开裂程度与残余应力有关,最终影响力学性能,采用有限元分析结合理论计算对接头应力特点进行分析.

图5 接头力学性能测试Fig.5 Mechanical properties test results.(a) schematic diagram of the clamping setup for tensile testing;(b) results of tensile testing
2.2 接头残余应力分析
试验中接头形式为环焊缝,目前缺乏对这种接头形式应力分布特点的分析,纯镍较大的线膨胀系数会导致受热后明显膨胀,对锆管内壁产生较大的压力,导致径向应力的产生,首先对薄壁管径向应力与环向应力的关系进行分析.
锆管的示意图如图6 所示,长度为L,外径为R,内径为r,假设管与棒之间接触界面不产生滑移现象与协调变形,忽略轴向应力与焊缝对应力的影响,在薄壁管的任意一点,取角度dθ进行微分,则微分区域的面积dS,即
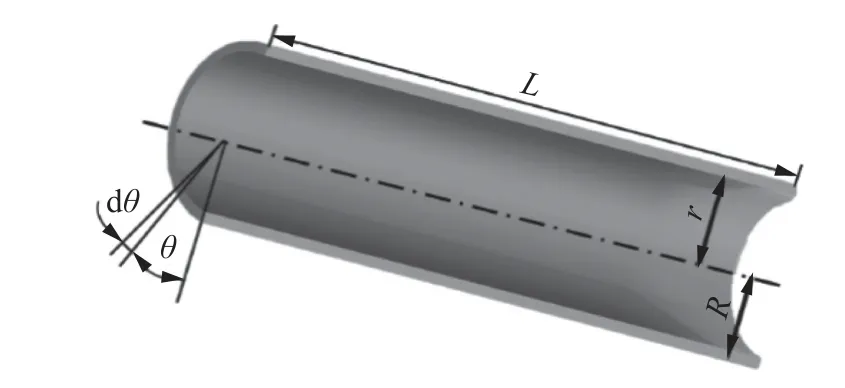
图6 微分示意图Fig.6 Schematic diagram of differential
式中:dfs为微分区域的合力,微分面积上的分力,即
式中:σ11为径向应力,整个半圆垂直于剖面的力进行积分求得合力,即
式中:e为壁厚,即外径减去内径在不同壁厚位置的应力也应当有区别,但薄壁管外径远大于壁厚,因此近似各个厚度的应力一致,将R修正为平均半径rx¯最终环向应力,即
带入相应尺寸参数计算得到环向应力的理论值达到径向应力的15.7 倍,以上理论计算说明接头可能存在较高的环向应力,即
由于轴向应力会对力的平衡条件产生影响,达到屈服条件后残余应力也会释放,实际环向应力与径向应力的比值低于理论计算值,难以实际测量焊接温度场与残余应力场,因此采用商用有限元软件ABAQUS 对工件建立三维有限元模型,采用热-力耦合分析模块,在不同焊接参数下,对锆管/镍棒环焊缝电子束焊接过程中的温度场与应力场进行分析,揭示了焊接温度场特点与焊后残余应力特点,对于优化工艺参数与焊接裂纹的产生机理具有指导意义.
真空环境中只能通过夹具与辐射散热,热量积累会导致焊缝各个区域的热循环过程具有差异,可能对残余应力产生较大的影响,首先对环焊缝温度场特点进行分析,数据取样位置如图7 所示.首先对锁底处的热循环曲线进行提取,提取位置为环焊缝典型的0°,90°,180°和270°的4个位置,如图7a 所示,依次简写为A,B,C 和D.而应力取样曲线如图7b 所示,从镍一侧沿着轴线向锆一侧取样.
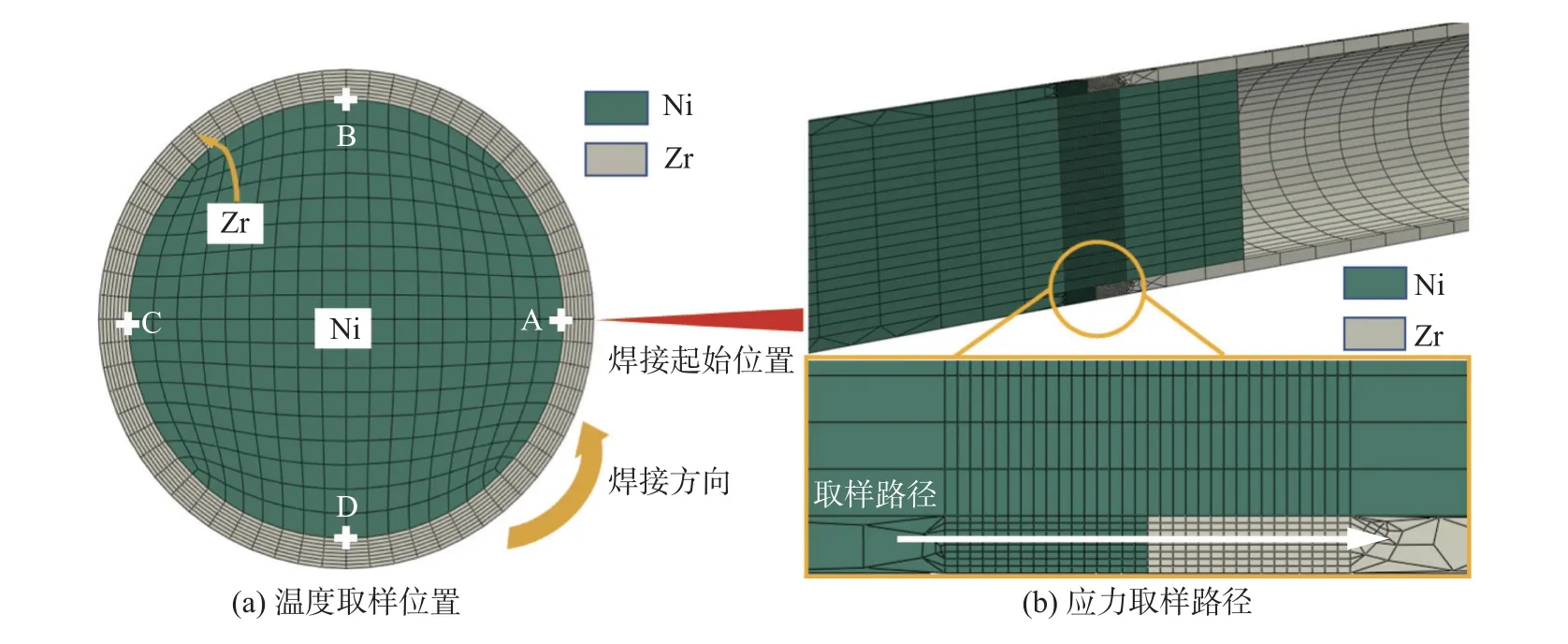
图7 数据取样位置示意图Fig.7 Schematic diagram of data sampling location.(a) temperature sampling locations;(b) stress sampling paths
A,B,C 和D 的热循环曲线如图8 所示.A 位置由于焊接结束时电子束环绕焊缝一周回到原点,因此有2 次加热冷却的过程,首次被加热时最高温度仅有906 ℃,在第二次加热时由于试样没有冷却到室温,达到最高温度2 136 ℃,而B 位置的再热作用已经不明显,因此在焊接起始位置有明显的再热过程.在B,C 和D 位置处的焊缝,焊接过程中的降温过程几乎都是由最高温度下降至400~ 500 ℃,在此温度区间停留20~ 30 s 缓慢下降至室温,由于纯锆管的半径较小,焊缝为环焊缝的形式,同时散热速度慢,热量积累使后续位置的峰值温度从1 698 ℃逐渐上升到1 837 ℃.
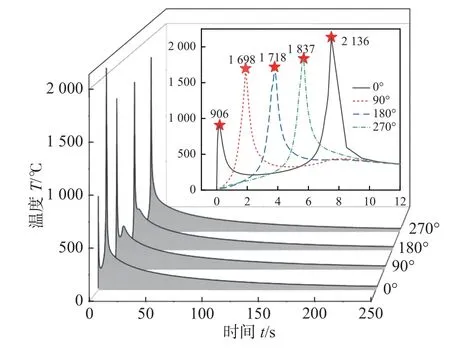
图8 对中焊接热循环曲线Fig.8 Thermal cycle of direct welding
为了分析偏束对接头热循环的影响,不同参数下A、B、C、D 位置的热循环曲线如图9 所示,与对中焊接相同,在不同工艺参数下,焊接顺序靠后的部位峰值温度不断上升.随着偏束的加入,焊缝中心的最高温度随偏束量的上升而下降,例如在环焊缝的中部,即位置C 处,最高温度由对中焊接的1 718 ℃下降到最低1 462 ℃.
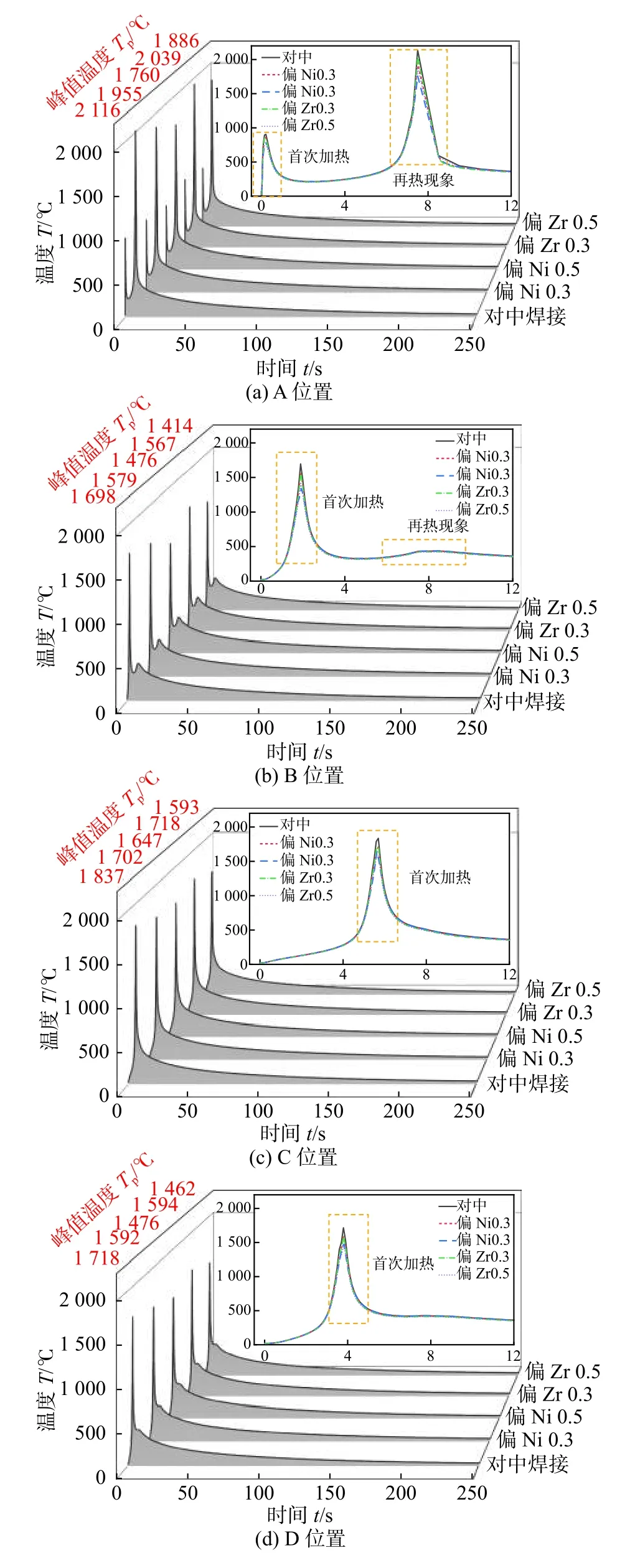
图9 偏束焊接热循环曲线Fig.9 Thermal cycle of offset welding.(a) position A;(b) position B;(c) position C;(d) position D
偏锆焊接时锆管有明显的膨胀变形,发生在高温的焊接过程中,与热应力有直接关联,焊接过程进行到3.75 s,即焊接过程进行一半时的等效热应力场如图10 所示,由于纯镍的膨胀作用,对过盈配合到小圆柱上的锆管产生了巨大的热应力,同时偏锆相对于偏镍和对中焊接,热力值明显更高,应力最高达到593 MPa,接近纯锆的室温屈服强度高于高温下纯锆的屈服强度,与锆管膨胀变形的实际结果一致,偏纯镍0.5 mm 时热应力有明显下降,最高值下降到411 MPa.

图10 热应力分布特点Fig.10 Thermal stress distribution
由于电子束能量集中,接头从峰值温度下降到相变温度的过程中,冷却速度均大于500 ℃/s,会导致较高的残余应力为了分析纵向、轴向、环向残余应力的特点,在A,B,C 和D 沿着取样路径,提取对中焊接3 向残余应力与Mises 等效应力,如图11 所示,可以看出在锁底部位处的轴向、环向、径向都有明显的应力集中现象,应力整体在B 位置最高,在材料界面处达到450 MPa,在向镍一侧应力出现断崖式下降到100 MPa 以下,在焊接过程结束阶段的D 位置应力峰值最低,仅有139 MPa.为了找到等效应力分布特点的成因,沿相同路径分别提取了S11(径向)、S22(轴向)、S33(环向)方向上的应力.裂纹的产生主要受到拉应力的影响,同时由于裂纹方向都是沿轴向开裂,因此轴向应力对性能的影响最为明显,轴向应力最大在B 位置达到了59 MPa,在开始位置A 也达到了58 MPa,在结束位置的应力值仅有20 MPa,主要原因是由于热量的积累,焊接位置靠后的部位冷却速率逐渐下降所导致.而径向应力主要是由热循环过程中镍棒的膨胀挤压所引起,因此径向应力应当与温度场峰值正相关,由于焊接起始位置A 受到两次加热,在二次加热过程中的峰值温度最高,因此其径向应力最大值达到140 MPa,此处也具有最高的环向应力,达到490 MPa,与前文的理论计算结果一致,而B,C 和D 位置的热循环过程类似,最大应力值分别为68,60,69 MPa.
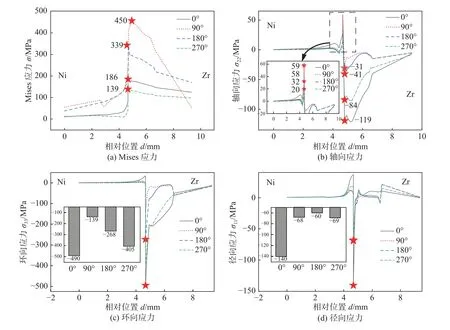
图11 残余应力分布特点Fig.11 Residual stress distribution.(a) mises stress;(b) axial stress;(c) circumferential stress;(d) radial stress
对不同参数下A,B,C 和D 的残余应力进行分析,如图12 所示为不同焊接参数下的Mises 等效应力场分布云图.不同焊接参数下的应力分布趋势情况基本相同,在焊接界面处出现应力的突变,残余应力主要分布在Zr 侧,Ni 侧的应力均低于100 MPa,在锁底处与反应层位置有明显的应力集中,在焊接起始阶段90°的位置最明显,由前面温度场的分析可知,主要由再热作用的高温引起,对中焊接时残余应力最高达到450 MPa,而偏锆焊接会导致残余应力上升,偏锆0.5 mm 时达到565 MPa,偏镍焊接对残余应力的抑制作用明显,当偏束量达到0.5 mm 时,锁底处的应力降低至425 MPa,应力较大的范围也明显缩小,表明偏束焊接能抑制接头残余应力.

图12 残余应力分布云图Fig.12 Cloud map of residual stress distribution.(a) direct welding;(b) deflect 0.3 mm towards Ni;(c) deflect 0.5 mm towards Ni;(d) deflect 0.3 mm towards Zr;(e) deflect 0.5 mm towards Zr;(f) microstructure of the weld of deflect 0.5 mm towards Zr
3 结论
(1) 锆/镍环焊缝对中焊接时由于裂纹的产生,接头强度仅有36.4 MPa,偏束焊接消除了焊接裂纹,接头由(γ-Ni+Ni5Zr)共晶+Ni5Zr 树枝晶复合结构组成,当偏镍0.5 mm 焊接时接头强度达到189 MPa,实现了锆/镍的有效熔化连接.
(2) 有限元计算中的温度场结果显示在焊接起始部位有再热现象,随着焊接过程进行峰值温度不断上升.应力场结果显示焊缝中存在较高的环向应力,结合理论计算,环向应力由径向应力引起.在不同焊接参数下,反应层及锆内部有明显的应力集中,在同一焊接参数下,焊接起始位置的残余应力最高.
(3) 偏束焊接时,随着束流偏向Ni 一侧,抑制了焊接过程的热应力,避免了锆管的膨胀变形,也降低了接头的残余应力,是抑制裂纹产生的主要因素.
猜你喜欢
特种结构(2022年6期)2023-01-12
有色金属(矿山部分)(2021年4期)2021-08-30
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
水利科技与经济(2018年12期)2019-01-07
电子测试(2017年12期)2017-12-18
管道行业观察(2016年12期)2016-09-12
中国塑料(2016年10期)2016-06-27
中国塑料(2016年7期)2016-04-16
焊接(2016年5期)2016-02-27
焊接(2015年7期)2015-07-18