
应变强化技术在深冷压力容器中的应用
2023-09-08 03:06:16黄星泉
现代制造技术与装备 2023年7期
黄星泉
(珠海森铂低温能源装备有限公司,珠海 519000)
1 深冷压力容器
深冷压力容器由内容器和外壳组成。内容器盛装冷冻液化气体,如液氧、液氮、液氩、液化天然气(Liquefied Natural Gas,LNG)等。通过对内容器和外壳之间的夹层抽真空和填充或包扎绝热材料,可减少热量的传递和辐热,达到对冷冻液化气体保冷、贮存等目的。各种冷冻液化气体温度较低,内容器通常由在低温下也具有良好性能的奥氏体不锈钢焊接而成,其外壳多采用碳钢和低合金钢。
2 深冷压力容器常规设计钢板许用应力取值
在固定式深冷压力容器常规设计中,内容器的主体材料奥氏体不锈钢的许用应力按《压力容器》(GB/T 150—2011)、《固定式真空绝热深冷压力容器》(GB/T 18442—2019)的规定取材料的Rp0.2/1.5。如果引用的材料标准规定了Rp1.0的值,如《承压设备用不锈钢和耐热钢钢板和钢带》(GB/T 24511—2017)材料经过复验Rp1.0达到规定值时,可以按Rp1.0/1.5取值。设计温度低于20 ℃时,按20 ℃取值。例如,S30408不锈钢板按20 ℃取值的许用应力为137 MPa或166.6 MPa[2]。
3 应变强化技术
奥氏体不锈钢没有明显的屈服阶段,故取0.2%或1.0%非比例延伸强度作为屈服强度。应变强化技术正是利用了奥氏体不锈钢的这一特点[3]。当给奥氏体不锈钢一个大于Rp0.2的拉应力Rk时,卸载拉应力后,材料将产生永久塑性变形。当再次加载时,材料将沿卸载曲线保持弹性,直至应力再次增大到一定程度,重新进入塑性变形,即材料受到拉应力Rk卸载后,材料的屈服强度得到了提高,如图1所示,其中ε为应变[4]。
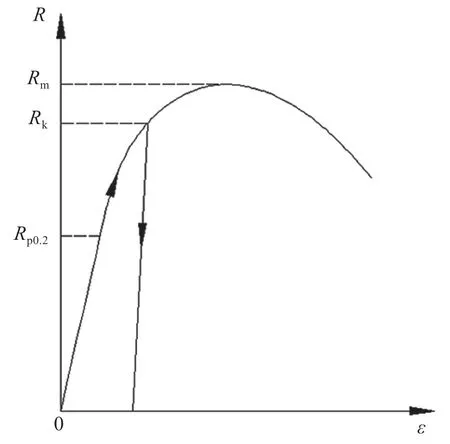
图1 奥氏体不锈钢应力-应变曲线
按《固定式真空绝热深冷压力容器 第7部分:内容器应变强化技术规定》(GB/T 18442.7—2017),应变强化后钢板的许用应力有很大的提高,约是按常规Rp0.2取值的2倍,如表1所示。计算厚度只有按常规设计的1/2,大大节省了材料[5]。
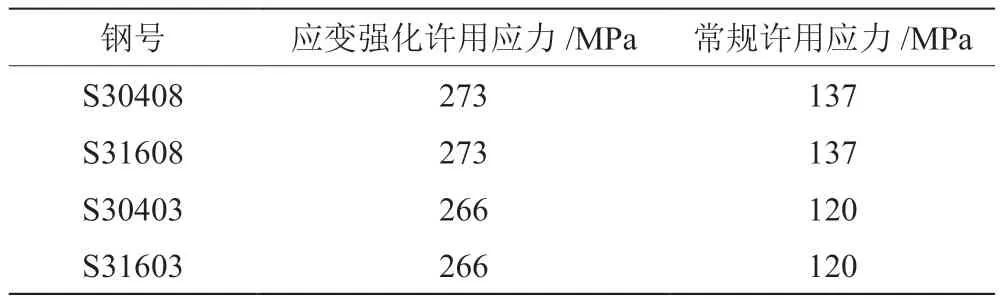
表1 奥氏体不锈钢应变强化许用应力与常规许用应力比较
与常规生产制造相比,采用应变强化技术的压力容器生产制造,有更严格的材料复验要求,有更高的焊接要求、焊接工艺评定要求、封头成形要求、无损检测要求、几何尺寸要求,有专门的强化工艺,有带自动化控制系统的工装设备,需将强化过程的实时数据自动上传至监管平台。应变强化处理记录表的截图,如图2所示。
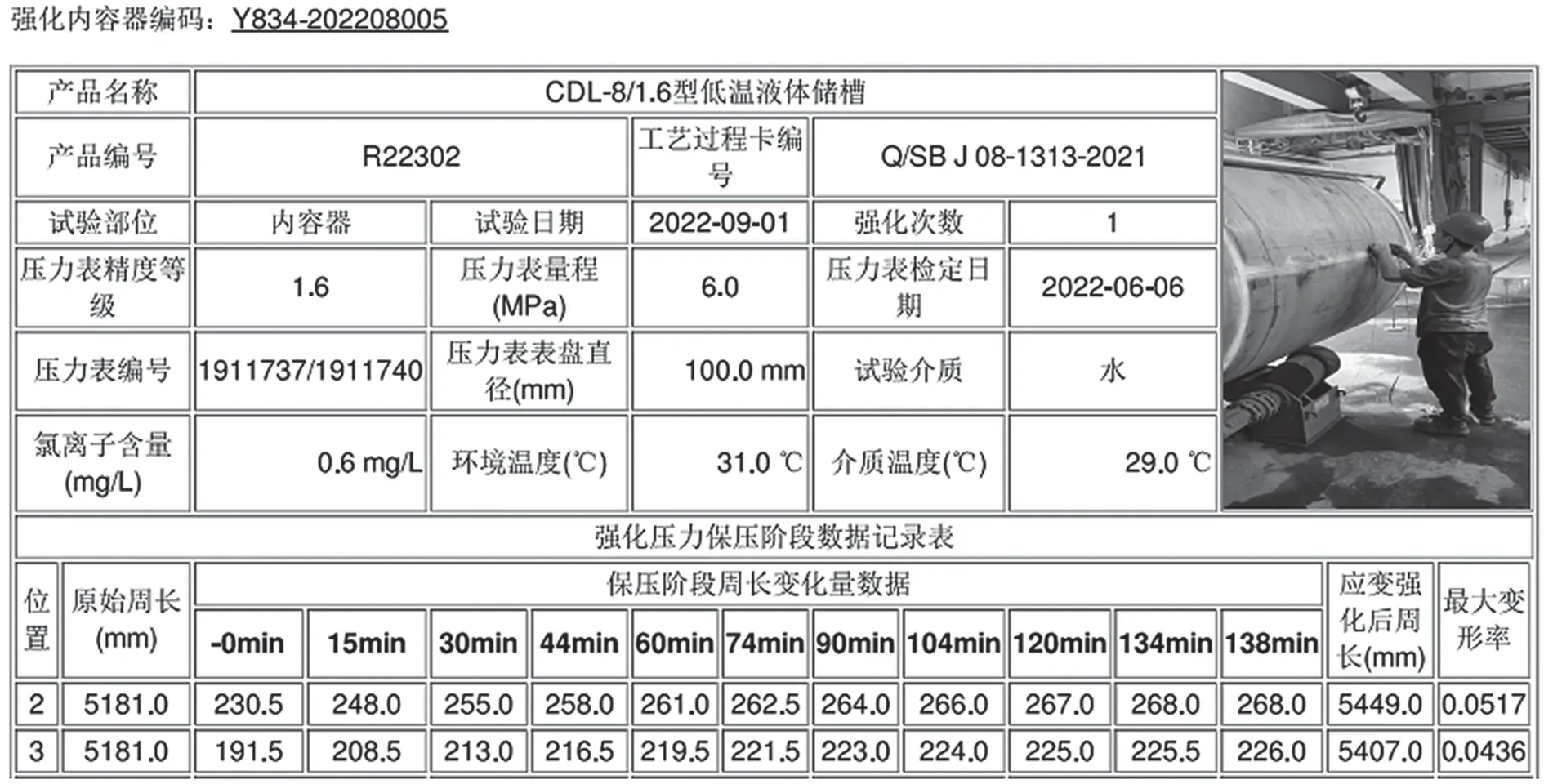
图2 应变强化处理记录表截图
4 应变强化变形率
在应变强化的固定式深冷压力容器设计中有一个指标非常重要,即内容器因应变强化工艺的变形率。内容器直径变大后,会减少夹层空间,影响内管路制作,甚至使内容器无法和外壳套装,特别是对于夹层本来就小的多层包扎真空绝热的深冷容器。
以珠海森铂低温能源装备有限公司生产的CDL20-1.6液氧储罐为例,按常规的非应变强化设计内容器内直径为1 800 mm,板厚为10 mm,厚度外壳内直径为2 100 mm。外壳内部的加强圈为反置不等加角钢63 mm×40 mm×5 mm,夹层中最大管路为Φ45 mm×3 mm,包扎层为25 mm。因此,内容器与外壳套装的空间单边只有7 mm。如果内容器尺寸不变,采用应变强化技术,外壳直径必须比常规尺寸大,但具体尺寸要考虑实际变形率。如果此例变形率为9%,外壳内直径按2 300 mm设计为宜。如果变形率在5%以内,则外壳内直径按2 200 mm设计为宜。设计时,应考虑影响应变强化变形率因素,并能较准确推导出变形率。
按《固定式真空绝热深冷压力容器 第7部分:内容器应变强化技术规定》(GB/T 18442.7—2017)的规定,强化压强Pk是计算压强Pc的1.5倍。强化时最大周向应力(计算值)P周与内容器直径D、实际板厚δ、强化压强Pk有关,具体表达式为
公司实际生产中的6台产品数据,如表2所示。
分析R22301和R22302两台产品数据,R22301的壁厚裕量较大,最大周向应力计算值为339 MPa,而R22302的壁厚只比计算厚度多0.04 mm,几乎没有壁厚裕量,最大周向应力计算值为398 MPa。可见,R22302的实际最大变形率为5.2%,比R22301的2.6%大得多。不考虑其他因素,最大周向应力计算值越大(即壁厚裕量越小),最大变形率越大。
分析R22302和RY22019两台产品数据,最大周向应力计算值接近,表明壁厚裕量接近。此时影响实际最大变形率的是材料的力学性能,Rp0.2和Rp1.0越大,Rm越大,说明材料的抗变形能力越强。
分析R23302和R23303两台产品数据,在有加强圈部位筒体受到约束不能变形,当加强圈较多时,每段可自由变形的筒体长度较短。一般地,强化过程中升压速率一定时,应变较快达稳定状态,故变形率较小。
通过收集并分析已经制造产品的数据,采用经验对比法,能进一步准确估算应变强化内容器变形率,为产品优化改进提供依据,包括对夹层的大小选择、内外容器的套合、支撑结构设计等。
5 设计细节
需要注意,加强圈与筒体之间的焊接必须是双面全焊透,焊脚高度不能小于加强圈与筒体之间的最小值。通常采用扁钢形式的加强圈。为了节省加强圈材料,加强圈一般由多块弧形钢板拼焊而成。加强圈的拼缝应进行全焊透形式。然而,焊工师傅可能存在对应变强化的内容器加强圈重要性认识不足的问题,建议设计者规定此处采用氩弧焊焊接,必要时提高无损检测要求。
根据排水出口的方位,在加强圈上开一半圆缺口,方便应变强化后的排水、吹扫。缺口不应过大,半径约为15 mm为宜。半圆缺口也应远离加强圈拼接焊缝,建议在200 mm以上。
内容器的支撑结构应有针对的设计考虑。应变强化前只在内容器上焊接垫板,待强化后焊接支撑管。支撑管在长度上留有一定的余量,建议20 mm,待其与外壳焊接时修配。
对于S30408材质的封头,成形时应用温成形等工艺控制过渡段和直边段的马氏体含量,成形后各部件的铁素体测量值应不大于15%。
应变强化加压力前,确保内容器气体排净。特别是管路上的气体不容易排出,可在管路设计时,使用一端焊接、另一端带螺纹并可焊接的管接头。应变强化前打开管接头排气,排气完毕后用堵头堵牢,强化后取出堵头,然后外部管路与管接头焊接。内容器卧置进行应变强化,应考虑放气口、进水、放水口的位置。放气应在设备卧置的最高处,放水口在最低处。
此外,需要考虑设备的安放工装。小型号可放置在滚轮架上,大型号应设计专门的鞍座。安放工装应不会对内容器的强化变形有过大约束,管路方位也应避免与安放工装发生干涉。
6 结语
随着应变强化技术在深冷压力容器设计与制造中的应用越来越多,许多相关压力容器制造厂都想利用该技术提升市场竞争力,但往往因缺少应变强化的实际数据而停滞不前。应变强化技术的应用关键是获得应变强化变形率的规律并加以控制。厚度减薄、许用应力提高,有利于大幅减少材料成本,但也会增加应变强化技术的额外成本,如设计复杂、购买整套强化设备、焊接试板、无损检测等。因此,需要按不同型号的深冷压力容器核算成本,确定该型号是否适合采用应变强化技术。一般地,随着结构的设计优化和工艺工装的改进,应变强化技术的额外成本将减少。
猜你喜欢
有色金属加工(2023年6期)2023-12-18 01:30:12
舰船科学技术(2022年11期)2022-07-15 07:53:32
上海理工大学学报(2020年2期)2020-05-30 03:20:22
装备制造技术(2019年12期)2019-12-25 03:07:36
模具制造(2019年7期)2019-09-25 07:30:00
制造技术与机床(2017年10期)2017-11-28 05:20:58
化工管理(2017年12期)2017-05-12 08:38:37
轮胎工业(2017年11期)2017-03-10 19:33:31
山东工业技术(2016年15期)2016-12-01 05:30:54
证券市场周刊(2016年35期)2016-09-19 18:15:23
