烧结富氧点火燃烧工艺实践
2023-08-15 02:16侯朝君齐超群杨帆王博
鞍钢技术 2023年4期
侯朝君,齐超群,杨帆,王博
(唐山瑞丰钢铁(集团)有限公司,河北 唐山 063303)
钢铁行业是能源消耗重点行业,其中烧结能耗占行业总能耗的13%~15%左右[1]。 为了降低烧结能耗,近年来,越来越多钢铁企业开展烧结富氧燃烧相关研究工作[2-7],并取得了较好的节能效果。 唐山瑞丰钢铁(集团)有限公司(以下简称“瑞丰钢铁”)384 m2带式烧结机点火炉能耗占烧结能耗的12%左右,主要消耗能源介质为高炉煤气。 由于高炉煤气燃烧不充分,大量的高炉煤气被浪费,造成点火炉炉膛内温度低,料面的点火效果差,直接影响烧结矿质量指标。 为了进一步降低高炉煤气消耗、提高烧结矿质量,瑞丰钢铁提出将富氧燃烧技术应用到烧结机点火炉点火燃烧实践中,通过提高高炉煤气充分燃烧所需氧含量,提升点火火焰热效率,增强炉内热辐射,并提高高炉煤气利用率,降低能耗,进而提高烧结矿质量,本文对此做一介绍。
1 烧结富氧点火燃烧工艺
1.1 富氧燃烧系统
瑞丰钢铁384 m2带式烧结机富氧点火燃烧系统于2022 年6 月投入运行,富氧率21%,富氧燃烧生产基本稳定,富氧燃烧所需氧气来自公司外网氧气管道,氧气压力0.8 MPa。 图1 为烧结富氧点火燃烧系统示意图。外网氧气管道通过连接DN50 管道,将氧气经减压阀组、DN50/DN100 变径管、DN100 管道、流量调节阀组及配备相关仪表,输送至点火器助燃空气管道的混风装置中与助燃空气均匀混合,提高助燃空气中氧含量,实现烧结机点火炉富氧燃烧。
1.2 优化措施
为了进一步提升富氧燃烧效果,在生产过程中针对氧气压力、氧气流量、氧含量三个方面开展实施条件优化,具体如下:
(1)氧气压力调节。 设计要求氧气压力控制在0.20~0.25 MPa,由于外网氧气压力为0.8 MPa,需要降低氧气压力以适应设计要求。 采用压力变送器和自动压力调节阀控制氧气管道压力,通过调整压力调节阀的开度实现供氧压力稳定。
(2)氧气流量调节。 设计要求氧气流量控制在1 400 m3/h,采用流量计和电磁调节阀,根据氧含量变化,反馈给PLC,利用PLC 控制和氧含量变化来实现氧气流量控制。
(3)氧含量控制。 通过采用富氧点火技术能明显增加点火烟气中的含氧量。 当点火助燃空气中氧含量增加时,表层烧结料的固体碳的燃烧更加充分,提高了点火温度和表层混合料的温度,提高了燃烧效率,改善了点火工况。但在生产过程中并不是氧含量越高越适合烧结生产,氧含量过高会使得氧化反应增加,导致物料硅酸盐成分过早熔融,容易结块,造成后续脱硫困难。因此,要将氧含量稳定在24%~30%,达到最好的富氧效果。
2 实践效果
2.1 对原料结构的影响
烧结富氧点火燃烧投产前后原燃料条件及铁料配比、熔剂配比、燃料配比等基本保持不变,各种原料化学成分见表1。
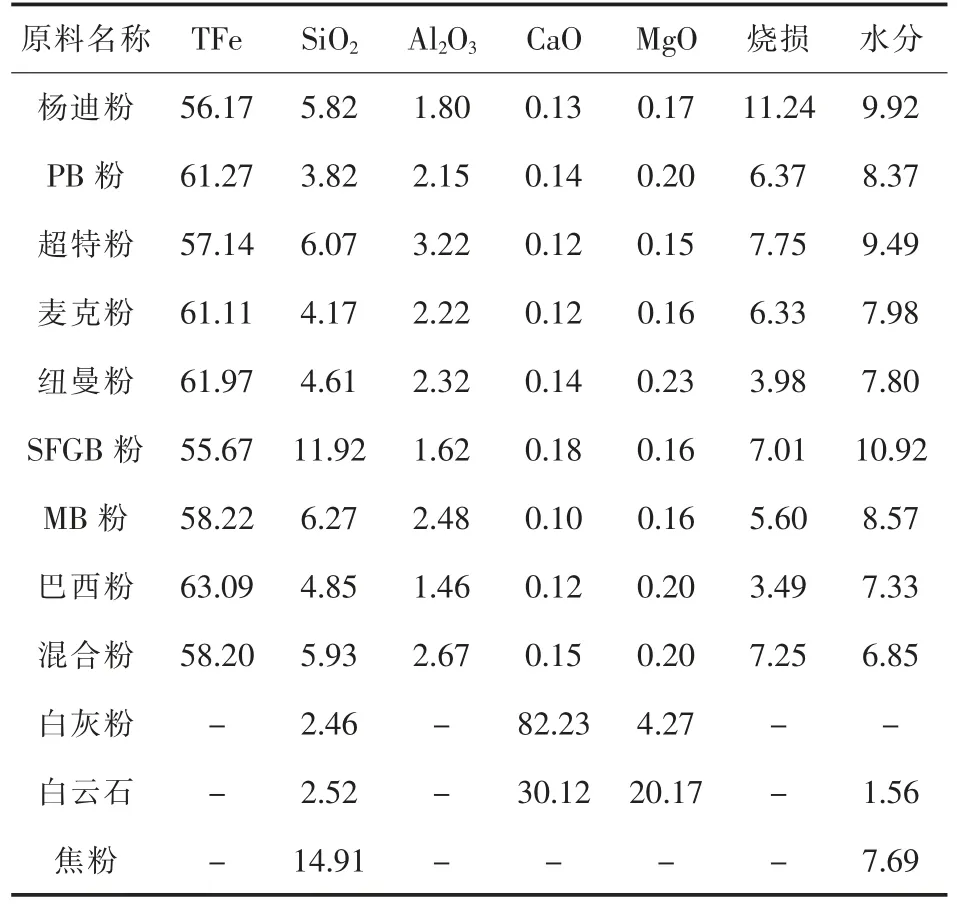
表1 各种原料化学成分(质量分数)Table 1 Chemical Compositions in Various Raw Materials(Mass Fraction)%
使用烧结富氧点火燃烧技术前后原料配比见表2,烧结机富氧点火燃烧系统投产前后原料结构基本不变,烧结机富氧点火燃烧系统投产前后原料结构基本不变,但焦粉的配比下降了0.13 个百分点,说明采用富氧点火燃烧技术后,烧结矿固体燃料消耗下降。

表2 原料配比Table 2 Proportion of Raw Materials%
2.2 对烧结主要操作参数的影响
烧结富氧点火燃烧前后主要操作参数见表3,富氧燃烧系统投产后,在烧结料层和烧结机机速基本保持不变的前提下,烧结点火温度提高了70 ℃,煤气流量降低2 000 m3/h,说明采用烧结富氧点火燃烧技术可提高高炉煤气利用率、降低能耗。
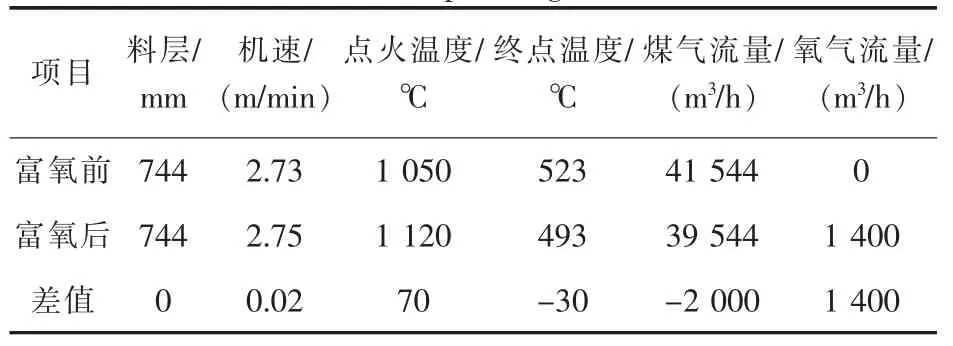
表3 主要操作参数Table 3 Main Operating Parameters
2.3 对烧结矿化学成分的影响
烧结富氧点火燃烧前后烧结矿化学成分见表4,富氧燃烧情况下成品烧结矿中残C、FeO 含量分别下降0.05 个百分点和0.7 个百分点,主要是因为富氧过程中氧浓度升高,焦粉燃烧反应更充分,燃料利用率提升;同时,烧结矿中Fe2O3含量上升0.13 个百分点。

表4 烧结矿化学成分Table 4 Chemical Composition in Sintered Ore%
2.4 对烧结矿矿物结构的影响
为了充分研究富氧对烧结矿冶金性能的影响,利用SEM 对烧结矿进行矿相分析,结果如图2 所示。图2 中a 处为铁氧化物相,b 处为铁酸钙相,c 处为硅酸盐相,可以看出,烧结矿主要为铁酸钙与铁氧化物相互交织的熔蚀结构,另见针状铁酸钙结构。在富氧条件下,烧结矿中强度较好的熔蚀与针状结构均比富氧前多,烧结矿矿相结构获得改善。 因此,富氧后烧结矿强度优于富氧前,转鼓指数更高。
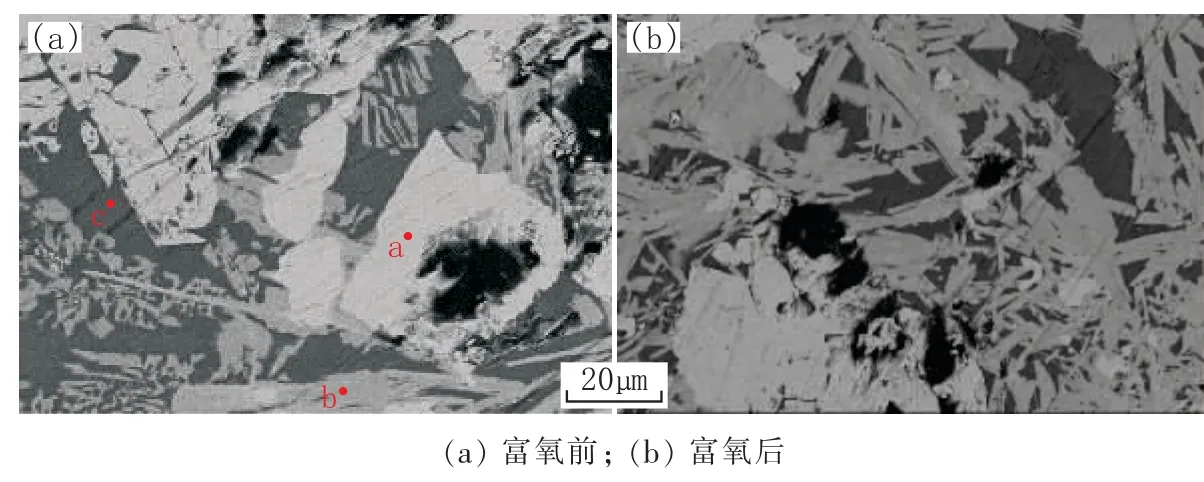
图2 富氧前后烧结矿SEM 图Fig. 2 SEM Picture of Sintered Ore before and after Oxygen-enriched
2.5 对烧结生产技术指标的影响
烧结富氧点火燃烧前后主要生产技术指标见表5。

表5 主要生产技术指标Table 5 Main Production Technical Indexes
从表5 中可以看出,在烧结矿碱度基本不变的情况下,烧结富氧燃烧后台时产量提高了11 t/h,较富氧前提高了2.03%;高炉煤气和焦粉消耗分别降低2 000 m3/h 和1.90 kg/t; 同时,在燃料消耗下降的前提下,烧结矿的转鼓强度提升0.30%,RDI+3.15升高1.22%。
2.6 对烧结热利用情况影响
根据GB T 4473-2017《烧结工序热平衡测定与计算方法暂行规定》,对富氧燃烧前后热平衡情况进行测定,计算测量误差<2%,烧结富氧点火燃烧前后热平衡见表6,可以看出,烧结机热量收入主要来源于固体燃料化学热和高炉煤气化学热,占总热量的85%左右。 通过富氧燃烧降低固体燃料和高炉煤气用量是烧结节能降耗的主攻方向。
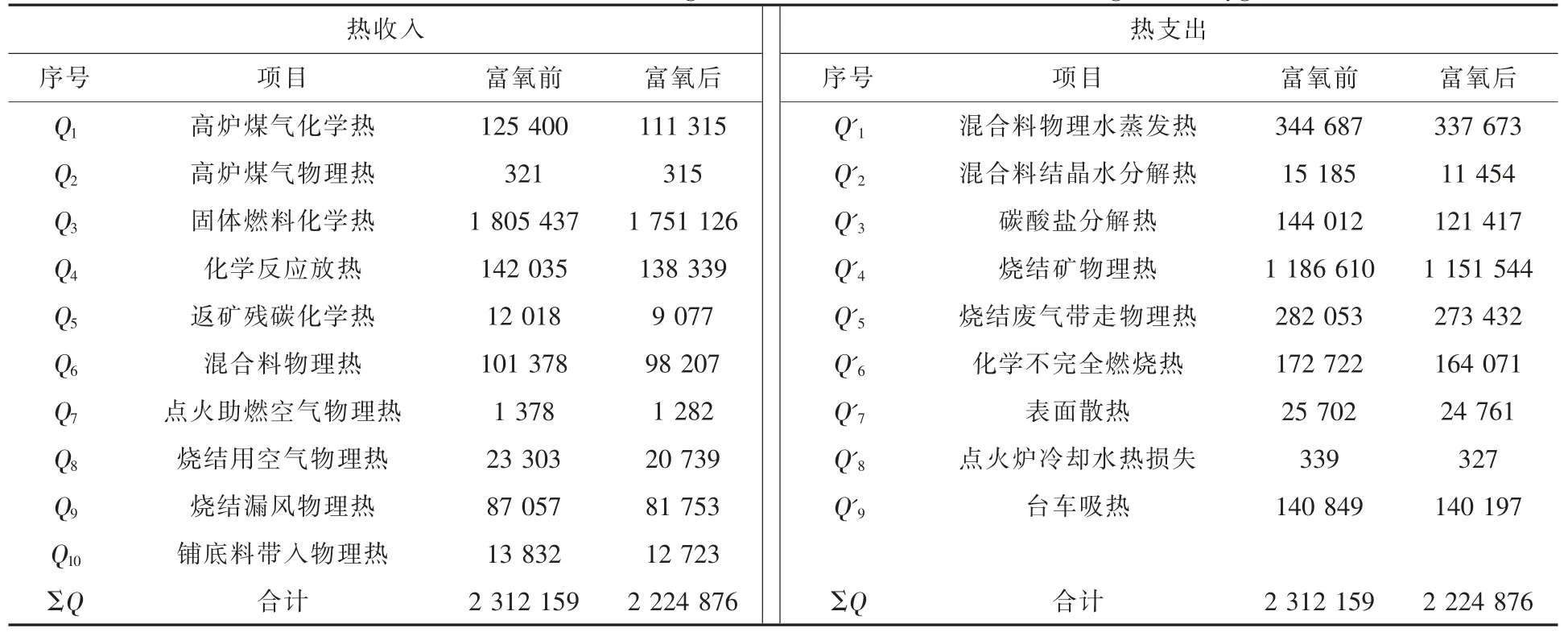
表6 烧结富氧点火燃烧前后热平衡Table 6 Thermal Balance before and after Ignition and Combustion for Sintering with Oxygen-EnrichedkJ/t
已知热效率η(%)计算公式为:
式中,β为烧结矿成品率,%。
烧结富氧点火燃烧前后热利用情况见表7,可以看出,烧结富氧点火燃烧后,热利用效果明显提升。富氧后,固体燃料化学热减少54 311 kJ/t,高炉煤气化学热减少14 085 kJ/t,节省了固体燃料和高炉煤气消耗。 由于固体燃料和高炉煤气用量减少,燃烧效率提高,烧结废气带走物理热减少8 621 kJ/t,使得烧结废气中CO 含量降低,烧结机热效率由61.25%提高至67.17%。

表7 烧结富氧点火燃烧前后热利用情况Table 7 Heat Utilization before and after Ignition and Combustion for Sintering with Oxygen-Enriched
3 效益分析
瑞丰钢铁384 m2带式烧结机富氧点火燃烧系统应用后,年增加烧结矿产量为11 t/h×7 920 h=87 120 t,按1 t 烧结矿850 元计算,烧结矿产生经济效益 87 120 t ×850 元/t ÷10 000 =7 405 万元;烧结矿年减少焦粉消耗量为1.9 kg/t×552 t/(台·h)×7 920 h÷1 000=8 306.5 t,按1 t焦粉2 500 元计算,节约焦粉产生经济效益8 306.5 t×2 500 元/t÷10 000=2 076 万元; 年产生经济效益7 405+2 076=9 481 万元。 同时,充分利用公司自产氧气和高炉煤气,成本基本忽略不计。
4 结语
唐山瑞丰钢铁(集团)有限公司为了解决384 m2带式烧结机高炉煤气燃烧不充分,点火炉炉膛内温度低,料面点火效果差,影响烧结矿质量指标的问题,开展了烧结富氧点火燃烧实践。通过分析富氧点火燃烧对烧结原料结构、主要操作参数、烧结矿化学成分、烧结矿矿物结构、生产技术指标和热利用情况的影响,得出烧结机富氧后台时产量提高了11 t/h,高炉煤气消耗降低了2 000 m3/h,焦粉消耗降低了1.90 kg/t,烧结矿的转鼓强度提升了0.30%,RDI+3.15升高了1.22%,烧结机热效率由61.25%提高至67.13%,年产生经济效益9 481 万元。
猜你喜欢
中国钢铁业(2022年9期)2022-12-21
山东冶金(2019年5期)2019-11-16
山东冶金(2018年5期)2018-11-22
石油炼制与化工(2016年7期)2016-04-11
设备管理与维修(2016年6期)2016-03-16
中国工程咨询(2016年5期)2016-02-14
山东冶金(2015年5期)2015-12-10
西安建筑科技大学学报(自然科学版)(2014年2期)2014-11-12
中国煤炭(2014年5期)2014-09-10
无机化学学报(2014年8期)2014-02-28