
ASM2000机台机械手运行的影响因素分析
2023-08-03 07:42:40徐卫东
甘肃科技 2023年6期
徐卫东
(南京国盛电子有限公司,江苏 南京 211111)
1 概述
ASM2000外延设备,提供比较先进的集成电路外延技术,某些方面达到世界上最新技术发展的工艺水平[1]。在硅片传递过程中,采用“正面、非接触式”模式,较好地避免了硅片表面缺陷的产生。但是,在这种传递模式下,偶有发生硅片掉落现象。该现象通常发生在机械手传递腔处(图1)。为了提高掉片故障处理的效率及成功率,提升机台的标准化程度,保障产品的一致性,优化设备参数,提升机台的可靠性和稳定性[2],文章将从硅片传递的工作原理开始分析,总结导致硅片掉落的可能原因,供故障排查所用[3]。

图1 机械手传递腔区域
2 吸盘取片工作原理介绍
ASM2000外延设备通过吸盘实现硅片的自动传递。硅片传递过程中,吸盘利用气体伯努利原理在硅片正面,没有直接接触的情况下将硅片“吸起来”。
吸盘采用吹氮气的形式将硅片“吸起来”,其下表面有很多气孔向外吹气。这样,在硅片正表面形成高速的气流,而硅片背面相对无气体流动。根据气体伯努利方程,流速越快,压强越小,而产生的压力越小。即硅片背面的压力大于上表面的压力,当压力足够大时,硅片便被“吸起来”了。同样,根据气体伯努利原理,通过控制吸盘上各方向的气体流速,使硅片产生向吸盘脚方向的力,最终硅片稳定在吸盘脚处,通过机械手臂进行自动传送。
具体分析在吸盘取片过程中硅片的受力情况,设定吸盘对硅片的吸力为F吸,硅片重力为G,吸盘脚对硅片作用力为F脚,硅片受到阻力为F阻,如图2所示。
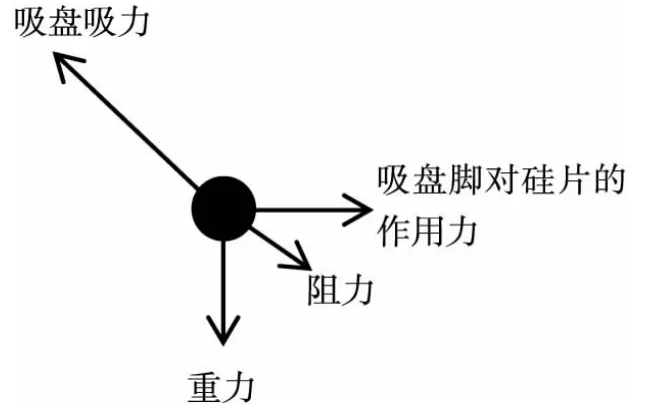
图2 硅片受力示意图
硅片能够被吸起来,则要求:F吸>G+F脚+F阻(1)
3 硅片掉落的可能原因分析
根据式(1),从4个方面分析硅片掉落的可能原因:
(1)吸盘吸力变小;
(2)外界阻力变大;
(3)吸盘脚作用力异常;
(4)硅片重力变大。
3.1 吸盘吸力变小
根据气体伯努利原理,吸盘吸力变小即硅片背面与正表明所受作用力的合力变小。即硅片正表明气流速度减小(硅片仅在移动过程中有一定气体流速,而机械手动作相对较慢,硅片背面气流暂不考虑)。吸盘气流速度可以通过浮子流量计进行监控,考虑到浮子流量计后端可能出现漏气、堵塞现象,需同时监控吸盘吹气压力。即在一定压力下,流量应为定值。
下面将进一步分析压力、气流变化可能的原因。从气路图可以看出,气路压力变小有2种原因:
(1)气路压力变小;
(2)吸盘吹气流量变小。
3.1.1 气路压力变小
若是主管道氮气供应的压力变低,则检查:这个可能不大,但是也有可能发生,吸盘管路的主氮气压力表在机台上方,可以用梯子爬上去查看,变小了的话,看看调压阀能不能调回来,不能就要去气柜间查看氮气供应是不是有问题。
若是吸盘吹气压力过低,则检查:硅片的大小要求的吹气压力是不同的,吹气压力和硅片规格要求的压力不吻合的情况下,就需要把调压阀调到要求压力。
3.1.2 吸盘吹气流量变小
在压力不变的情况下,可以检查管路流量,根据压力流量表,查看流量是否有问题,把吸盘管路流量计上的开关推出来,再打开吸盘气就可以读出管路流量。
在一定压力下管路流量是一定的,根据厂家推荐的设置,吸盘吹气流量变小了就只有2个原因:
(1)管路流量变大,管路漏气。如果管路氮气,完全从吸盘孔喷出来,那么吸盘孔没有顺坏的情况下,流量就不会变。那么管路流量变大,就说明氮气没有完全从吸盘孔流出来,有漏气导致吸盘处流量变小,吸力变小掉片。
根据管路安装情况,漏气有4个原因:
①接头漏气;吸盘吹气管路上有接头松动导致漏气,这个可能性不大,我们可以用扳手把接头都紧固一遍,顺便查看是否有螺丝松动。
②软管漏气。手臂进气孔:此处有一个软管,用来连接气路末端和手臂进气孔。软管两头使用卡子卡在两端,管子会随着手臂的旋转而旋转,存在漏气的可能,漏气只能直接换一根新的。
③吸盘漏气。吸盘过滤器安装不到位,导致漏气,检查吸盘过滤器安装是否有问题,重新安装吸盘。
④手臂漏气。在其他原因都检查没有问题的情况下,那么就要换个手臂,再检查流量有没有异常,手臂的关节动密封的地方高温烘烤旋转,时间久了就会有漏气的可能。
(2)管路流量变小,管路堵。如果管路氮气,完全从吸盘孔喷出来,那么吸盘孔不变流量就不会变。那么管路流量变小,说明氮气没有很顺利从吸盘孔流出来,有地方堵,导致吸盘处流量变小,吸力变小掉片。根据上图管路安装情况,整个吸盘管路都是比较粗的,有可能堵的地方只有2处:①吸盘过滤器堵。换一个新的过滤器看看流量还有没有异常。②手臂关节堵。若是臂管内有异物堵,一般情况下,管路流量变小,有堵的地方都是手臂有问题,手臂关节处的密封圈老化,旋转摩擦掉下颗粒,使管路堵塞。
3.2 外界阻力变大
吸盘在转动的过程中,除了在片架里面空间比较小之外,其他动作的地方空间都比较大,在空气阻力可以忽略不计的情况下,外界阻力主要就是来自片架对硅片的阻力。也就是硅片被吸起的过程中碰到了片架,导致掉片。其中碰触可以分为2种:(1)左右碰触;(2)上下碰触。
3.2.1 左右碰触
吸盘伸进片架的时候不居中,导致硅片吸起的过程中碰到片架的左右边缘(图3),阻力变大,从而引起掉片的原因有3种:①吸盘调节不居中;②手臂转不到位;③手臂左右晃动幅度不一致。
3.将0.5片氟哌酸(含量0.125 g)与3~5 ml蜂胶酊混合后给仔猪灌服,一般连服2~3剂即可。蜂胶酊可用蜂胶溶解在95%的酒精中制成,浓度以20%为宜。

图3 硅片左右碰触示意图
①吸盘调节不居中。把吸盘伸到片架里面来查看左右是否居中,不居中有2种可能,一是调节吸盘在片架左右的时候,没有调好,这时候我们可以先把吸盘左右居中调好。再反复旋转查看是否有变化,没有变化的就是当初没有调好,有变化的话就是下面的原因。
②手臂转不到位。手臂多次旋转后转不到位,导致吸盘不居中碰到片架左右边缘掉片。初始化就可以转到位,这个一般都是手臂传动系统有问题,可以检查一下皮带是否松动掉齿,手臂传动平台是否松动,电机是否固定不牢。
③手臂左右晃动幅度不一致。手臂伸进片架后是居中的,但是在伸缩的过程中左右晃动的幅度不一致,比如往左晃动得比右大,这需要多次伸缩仔细观察。这种情况一般是齿轮箱有异常,需要重新安装齿轮箱或者更换新的齿轮箱。
3.2.2 上下碰触
当吸盘伸进片架的时候,吸盘脚露出硅片1 mm左右,硅片吸起后和片槽之间的间隙,是硅片在片槽的中间稍微偏上一点(图4)。吸盘和硅片的间隙过大或者过小,都会导致硅片吸起的过程中,碰到片架的上下边缘,阻力变大,从而引起掉片。

图4 硅片上下碰触示意
依据此时相接触的备件来分析,上下碰触的原因有4个:①片架水平异常;②吸盘水平异常;③片架高度异常;④手臂高度发生变化。
下面详细分析这4个原因的解决办法:
①片架水平异常。片架前后左右水平,要求绝对水平,放上水平仪查看是否水平,不水平的话,调整水平。当片架左右水平不好时候,硅片吸起的时候,水平高的一边碰到片架上方,导致掉片。当片架前后水平不好的时候,硅片缩回去的时候,片架里头水平低,硅片碰到片架上边缘,片架里头水平高,硅片碰到片架下边缘。
②吸盘水平异常。吸盘在片架里面的水平要求,左右绝对水平,前头可以稍微高一点。当吸盘水平异常的时候和片架水平异常一样,会导致硅片吸起来缩回去的过程中碰触片架上边缘或者下边缘。
③片架高度调节异常。片架高度异常,将会直接导致硅片吸起的时候,碰触片架上下边缘掉片。一般2种情况会导致片架高度异常:片架高度调节不到位,片架升降系统异常。若是片架高度调节不到位,则检查:重新按要求调整片架高度,使硅片吸起后在片槽的中间偏上一点,并把扫描硅片的激光探头调好,使硅片在片槽中间显示(图5)。若是片架升降系统异常,则检查:如果重新调好片架高度后,升降几次片架高度又有变化,那么就可能是升降系统这里有问题了。可以查看传动系统有无异常,电机是否损坏需要更换。

图5 第13档硅片扫描显示
④手臂高度发生变化。手臂高度变化,一般都是手臂下垂。下垂的原因有3点:不正常高温烘烤下垂;质量差;使用久了自然下垂。
不正常高温烘烤下垂的处理:程序设置不合理,导致手臂受到高温烘烤的时间长,冷却时间又比较短,手臂这样工作负荷比较大,传片实验可以明显看到手臂下垂,这就需要更改程序设置。
质量差的处理:运行程序正常,但是传片实验后发现手臂下垂了,而且冷却后又恢复高度,这样的手臂就是质量不好,建议更换。如果冷却后高度没有恢复,那么重新调整片架高度,再做传片实验,确定手臂高度不再变化了,那就没有问题,如果手臂有下垂且可以恢复,那么这个手臂就不能用。
使用久了自然下垂的处理:一个手臂是有使用寿命的,长时间使用后,关节磨损,手臂长期经过高温烘烤,会受损,这样的手臂下垂,只有更换新手臂使用了。
3.3 吸盘脚作用力异常
吸盘脚起到稳定硅片的作用,平衡吸盘对硅片向后的拉力,吸盘脚长期和硅片碰触表面会受损,当吸盘脚上有一个小凹口的时候,硅片吸起的过程中被小凹口卡住导致掉片(图6)。

图6 硅片被吸盘脚卡住示意图
吸盘脚表面有磨损后需要更换,最后需要用专用工具测试,吸盘脚高度安装是否符合标准。
3.4 硅片重力变大
吸盘吸力最主要的就是克服硅片的重力,吸盘流量的大小是根据硅片的大小来设置的,如果某个硅片的重力偏大,吸力不够就会导致掉片。不过这种可能性很小,一般硅片只有微观的缺陷,重力大小不会相差太大,所以这个原因可以暂不考虑。
还有一种可能就是硅片翘曲,表面不平需要的吸力增大,变相等于重力增大,这时可以通过几何参数设备测量几何参数来确认硅片是否翘曲。
4 结论
综上所述,单片机台机械手稳定装取片的影响因素,可从硅片受到的4个作用力出发分析,得出4个原因:(1)吸盘吸力变小;(2)外界阻力变大;(3)吸盘脚作用力异常;(4)硅片重力变大。
掉片故障发生后,排查原因从机台设置到人为调试,最后考虑备件质量原因,影响装取片的因素,文章仅以问题产生的现象,对原因进行不断分析,得出结论后采取相对的解决方案,取得了较好调整结果,不排除还有其他偶发因素。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:35:14
化工管理(2022年11期)2022-06-03 07:08:24
机械工程师(2020年12期)2020-12-23 02:15:40
幼儿教育·父母孩子版(2020年2期)2020-05-12 01:05:45
金刚石与磨料磨具工程(2019年4期)2019-09-18 11:13:12
通信电源技术(2018年3期)2018-06-26 06:34:24
能源(2018年10期)2018-01-16 02:37:47
少年科学(2015年7期)2015-08-13 04:14:32
机械制造与自动化(2014年1期)2014-03-01 04:21:42
压缩机技术(2014年5期)2014-02-28 21:28:21
