EVA热熔胶膜层压复合织物的热压工艺及其结构
2023-08-02 14:07:17胡满钰金肖克田伟黄坤镇邵灵达祝成炎
现代纺织技术 2023年4期
胡满钰 金肖克 田伟 黄坤镇 邵灵达 祝成炎
摘 要:为研究热压工艺对EVA热熔胶膜层压复合织物黏接结构和性能的影响,对热压工艺参数进行优化,采用L25(53)正交试验,以热压工艺的温度、压强和时间为试验的主要影响因素进行分析,对复合织物的厚度、截面结构、透气性和剥离强度进行表征分析。结果表明:对于EVA热熔胶膜复合织物,压强对其厚度和透气性影响最大,温度对其剥离强度影响最大;同时,压强对其厚度有显著影响,对其透气性有高度显著影响,温度对其剥离强度有显著影响;随着热压温度、压强和时间的增加,其厚度呈现下降趋势,随着温度和时间的增加,其透气性和剥离强度呈现先上升后下降的趋势,随着压强的增加,其透气性和剥离强度呈现下降趋势;最佳热压工艺参数为100 ℃、0.5 MPa、90 s,该条件下热熔胶与两层织物的纱线和纤维结合紧密,胶层会形成间隙和微孔,复合织物厚度为0.65 mm,透气性可达到156.72 mm/s,剥离强度可达到32.55 N。
关键词:EVA热熔胶膜;复合织物;热压工艺;剥离强度;正交试验
中图分类号:TS106
文献标志码:A
文章编号:1009-265X(2023)04-0173-10
收稿日期:2022-12-15
网络出版日期:2023-03-22
基金项目:国家茧丝绸发展基金资助项目(浙经信消费[2021]133号)
作者简介:胡满钰(1997—),女,湖北隨州人,硕士研究生,主要从事功能性纺织品方面的研究。
通信作者:祝成炎,E-mail:cyzhu@zstu.edu.cn
墙布作为家居装饰织物,起到装饰墙面、保护墙体的作用[1],按照面料层数可分为单层墙布和复合墙布。通常复合墙布的表层织物为机织布,里层织物为非织造布[2],使用黏合剂采用热压工艺黏接而成,属于层压复合织物(简称复合织物),不仅能保持各层织物原有的功能特性,且可设计增加其他功能,整体表现出功能的叠加性[3],经加工处理后,复合墙布能够满足目前对墙布多功能的要求,已逐步替代单层墙布,被广泛使用[4]。
黏合剂作为复合织物的主要组成部分,决定了复合织物的耐久性和整体质量[5],其中,热熔胶是一类不含溶剂的可熔、可塑性环保型化学产品[6],经过专业设备加工可得到厚度均匀、便于储存运输的热熔胶膜,使用时裁剪至所需大小,放置在被黏接材料之间进行热压复合,操作简便[7]。纺织常用热熔胶按基材主要分为:聚酰胺(PA)类热熔胶、聚酯(PES)类热熔胶、乙烯-醋酸乙烯共聚物(EVA)类热熔胶、聚氨酯(PU)类热熔胶等[8]。在这些热熔胶
中,乙烯-醋酸乙烯共聚物(Ethylene vinyl acetate,EVA)热熔胶熔点低,适用范围广,黏接能力强,且具有成本低,耐酸和耐老化等优势[9],可用于墙布用复合织物的黏接。热压工艺条件直接影响了EVA热熔胶在两层织物间的渗透程度,进而影响复合织物的黏接结构和织物性能[10],但目前针对EVA热熔胶膜制备复合织物的工艺研究较少,热压工艺条件对复合织物的内部黏接结构和性能的影响尚未明晰,因此对EVA热熔胶膜制备复合织物进行热压工艺研究是有必要的。
本文以EVA热熔胶膜为黏合剂,机织布为表层织物,非织造布为里层织物,将热压温度、压强和时间作为主要影响因素,设计L25(53)正交试验,研究热压工艺条件对复合织物黏接结构和复合织物性能的影响,并对复合织物的热压工艺参数进行优化,以期为EVA热熔胶膜制备复合织物提供工艺参考。
1 实 验
1.1 实验原料与仪器
1.1.1 实验原料
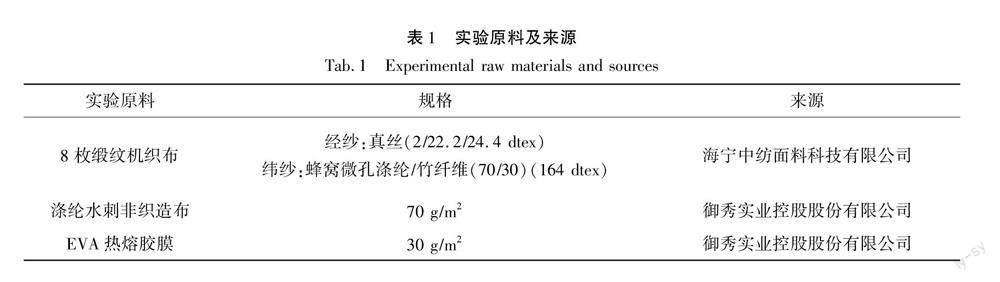
实验原料及来源见表1。
1.1.2 实验仪器
实验中主要仪器设备及来源见表2。
1.2 实验方法
1.2.1 正交试验设计
热压工艺中,当温度达到热熔胶软化点时,热熔胶膜开始软化、熔融,转变为黏流态,获得流动性,在
加压条件下,向两层织物间隙浸润扩散,待热压工艺结束后,在室温条件下降温固化,热熔胶与两层织物的部分纱线和纤维发生固结,形成物理互锁结构,得到层压复合织物。复合织物中热熔胶膜的熔融浸润效果如图1所示。
热压温度、压强和时间3个参数会影响热熔胶的软化、熔融程度和流动性,导致复合织物中热熔胶的渗透程度不同,以此造成复合织物的黏接结构不同,进而影响织物性能。因此选择热压温度、压强和时间作为主要因素,设计L25(53)正交试验,热压工艺的因素水平见表3。
根据热熔胶DSC热性能分析,EVA热熔胶膜软化点为65 ℃,所以热压温度需高于65 ℃才能使热熔胶膜软化、熔融,热压温度需低于130 ℃防止真丝在高温下发生脆化,因此选取热压温度范围为80~120 ℃。根据前期试验探索,软化熔融后的热熔胶在无压强条件下流动扩散程度小,仅固结与其接触
的纱线和纤维,加压能提高热熔胶在两层织物间隙的渗透程度,但当热压压强大于2.5 MPa时,复合织物手感硬,织物间黏接牢度差,故选取热压压强范围为0.5~2.5 MPa。EVA热熔胶在温度达到软化点后能在几秒内软化熔融,随后在压强作用下流动扩散,热压时间主要为热熔胶熔融后的流动浸润时间,选取热压时间范围为30~150 s。
1.2.2 复合织物制备工艺
本文采用热压工艺制备EVA热熔胶膜复合织物,工艺流程如图2所示。
将非织造布、EVA热熔胶膜和缎纹机织布依次叠放入已完成预热的两层高温发泡硅胶板之间,按正交试验设计的压力与时间进行热压复合,待热压工艺结束后,取出织物在室温条件下冷却固化,得到复合织物。
1.2.3 性能测试表征
采用差示扫描量热仪测试EVA热熔胶膜的热学性能,根据GB/T 3820—1997《纺织品和纺织制品厚度的测定》测试复合织物厚度,采用扫描电子显微镜观察复合织物截面微观形貌,根据GB/T 5453—1997《纺织品 织物透气性的测定》测试复合织物透气性能,根据FZ/T 60011—2016《复合织物剥离强力试验方法》测试复合织物的剥离强度。
2 结果与分析
2.1 EVA热熔胶膜复合织物性能的极差、方差和交互作用分析
2.1.1 EVA热熔胶膜复合织物性能的极差、方差分析
极、方差分析是分析正交试验结果最常见的两种方法。极差分析是根据复合织物性能测试结果的极差R值,分析判断热压工艺制备复合织物时各因素对各性能影响的主次顺序,结合各因素水平均值后,分别确定各性能最佳的热压工艺参数组合;方差分析可以确定各因素所引起的复合织物性能差异的大小,得出制备条件对复合织物性能具有显著影响的因素。EVA热熔胶膜复合织物性能的极差分析结果见表4,方差分析结果见表5。
通过比较表4中的各性能的极差R值可知,在热压工艺中,3个主要因素对复合织物厚度的影响主次顺序为:热压压强、热压温度、热压时间;对透气性的影响主次顺序为:热压压强、热压时间、热压温度;对剥离强度的影响主次顺序为:热压温度、热压压强、热压时间。根据复合织物透气性值,复合织物透气性最好的热压工艺组合为A3B1C3;根据复合织物剥离强度值,复合织物剥离强度最好的热压工艺组合为A2B1C3。极差分析得到了单个性能最好的热压工艺组合,但要进一步优化EVA热熔胶膜制备复合织物的热压工艺参数,还需综合分析复合织物的内部黏接结构和复合织物整体性能。
通过比较表5中各因素的F值可知,各因素对复合织物各性能影响的主次顺序与极差分析得到结果一致。同时,根据P值可以得出,对复合织物的厚度、透气率和剥离强度有显著性影响的因素分别为压强、压强、温度,其中,复合织物透气性和热压压强之间的显著性为高度显著。
2.1.2 EVA热熔胶膜复合织物性能的交互作用分析
交互作用图能反应多因素共同作用的实验中各因素间的相互作用程度,通过SPSS软件对实验数据进行处理,得到影响EVA热熔胶膜复合织物透气性和剥离强度的各因素之间的交互作用分别如图3、图4所示。
在交互作用图中,各个因素的曲线平行则未发生交互作用,各个因素的曲线不平行则发生交互作用,相交趋势越明显,交互作用强度越大。由图3可知,温度与压强、温度与时间、时间与压强对复合织物透气率之间存在交互作用,温度与时间之间的交互作用显著;由图4可知,温度与压强、温度与时间、时间与压强对复合织物透气率之间存在交互作用,当热压温度在100~110 ℃时,温度与压强之间的交互作用不明显。
2.2 热压工艺对复合织物黏接结构的影响
为进一步研究各因素对复合织物黏接结构和性能的影响规律,以正交试验各因素水平值为横坐标,相应水平测试结果均值为纵坐标,作因素水平趋势图,直观反应各因素对复合织物各性能的影响趋势和大小。
根据织物厚度和截面电镜图分析复合,研究热
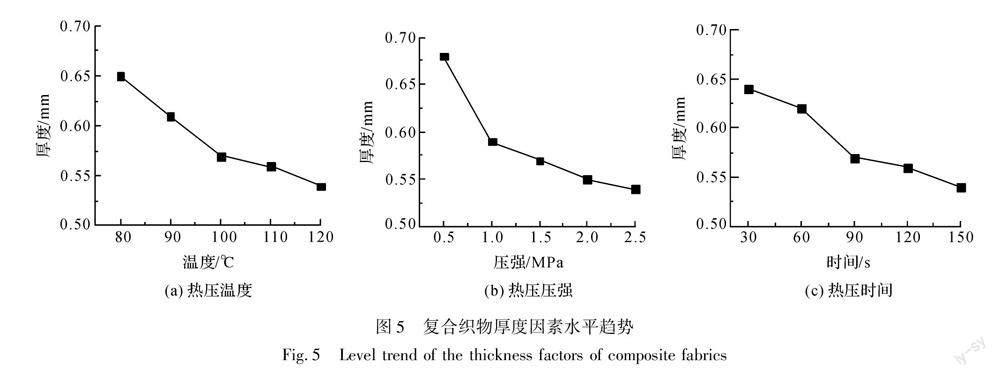
压工艺与复合织物黏接结构间的关系。复合织物所用缎纹机织布厚度为0.37 mm,水刺非织造布厚度为0.62 mm,EVA热熔胶膜的厚度为0.05 mm。对正交试验得到的复合织物平均厚度进行分析,复合织物厚度因素水平趋势如图5所示。
由图5可知,随着热压温度、压强和时间的增加,复合织物的厚度均逐渐减小,其中,压强由0.5 MPa增加到1.0 MPa时,厚度下降最明显。
复合织物整体厚度的变化是由热熔胶渗透程度和两层织物厚度变化共同导致的。随着温度、压强和时间的增加,热熔胶膜由高弹态转变为流动性不同的粘流态,在压强的作用下,以不同的速度向两层织物间流动浸润,热压温度越高、压强越大,时间越长,热熔膠流动浸润速度越快,时间越久,在两层织物间的渗透程度越大。同时,在加压过程中,两层织物内部纱线和纤维间的间隙也会在压强的挤压作用下被压缩,待热压工艺结束后,压缩部分无法完全恢复,且热压工艺不同恢复程度不同,两层织物厚度有一定程度的减小。
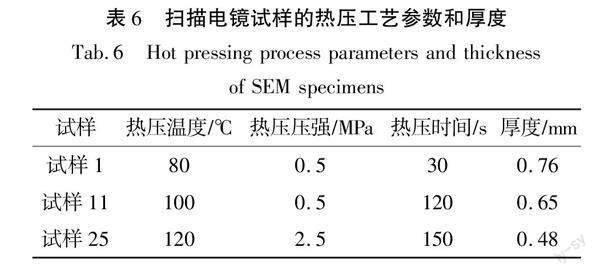
根据复合织物的厚度,在正交试验中选取3块复合织物,通过电镜观察复合织物的截面形貌特征,所选取复合织物的热压工艺参数和厚度见表6。
其中,试样1与试样25的热压工艺各因素水平差别最大,3块复合织物截面电镜图如图6所示。
从图6中可以清晰看到复合织物的截面结构:非织造布、EVA热熔胶和机织布依次层叠,复合织物截面热熔胶的渗透程度不同,与纱线和纤维的结合效果不同,截面结构有较大区别。由图6(a)和图6(b)可知,试样1中热熔胶膜状形态结构无明显改变,仅固结了与热熔胶接触的少量纱线和纤维,与织物中纱线和纤维的结合效果差,热熔胶仍保持膜状结构;由图6(c)和图6(d)可知,试样11中热熔胶膜在两层织物间发生流动浸润,渗透分布范围增大,并与部分纱线和纤维发生固结,热熔胶膜状形态结构发生改变,胶层出现间隙;由图6(c)和图6(d)可知,试样25厚度明显减小,截面中热熔胶渗透分布范围扩大,热熔胶膜状形态结构完全改变,渗透程度增加,两层织物中被固结的纱线和纤维增加,织物的间隙和微孔被热熔胶黏接。织物的黏接结构包括:热熔胶膜的形态变化、渗透程度、与纱线和纤维的结合等,不同的热压工艺会直接影响复合织物黏接结构,进而影响复合织物的性能。
2.3 热压工艺对复合织物透气性和剥离强度的影响
复合织物所用机织布透气率为656.47 mm/s,非织造布透气率为1762.90 mm/s,EVA热熔胶膜不透气。对正交试验得到的复合织物平均透气性和平均剥离强度进行分析,复合织物透气性和剥离强度因素水平趋势如图7所示。
由图7(a)可知,复合织物的透气性和剥离强度随着热压温度的升高呈现先上升后下降的趋势,在100 ℃时其透气性最高,在90 ℃时其剥离强度最高;由图7(b)可知,复合织物的透气性和剥离强度随着热压压强的增加均呈现下降趋势,压强由0.5 MPa增加到1.0 MPa时,透气性下降较快;由图7(c)可知,复合织物的透气性和剥离强度随着热压时间的增加均呈现先上升后下降的趋势,在90 s时,其透气性和剥离强度均最好。
复合织物透气性和剥离强度变化是由于复合织物内部结构不同而导致的。热压温度较低、时间较短时,热熔胶膜软化后处于高弹态与粘流态之间,胶体流动性和黏性差,在两层织物间的渗透程度小,仅与织物表面纱线和纤维发生固结,结合效果差,热熔胶固化后仍形成无间隙膜状,所以透气性和剥离强度不佳;随着温度升高,热压时间增加,热熔胶完全熔融,转变为粘流态,流动性和黏性均增加,在压力条件下,热熔胶向两层织物中的间隙扩散浸润,待冷却固化后,两层织物被固结的纱线和纤维增加,热熔胶分布扩散,与织物中的纱线和纤维结合效果好,且胶层形成间隙和微孔,故复合织物剥离强度和透气性提高;但当热压温度、压强和时间继续增加时,热熔胶转变为流动性很好的粘流态,在压强作用下向织物的纱线和纤维间流动浸润,待降温固化后,黏接了两层织物中纱线和纤维间的间隙,可供气体通过的间隙和微孔减少,导致复合织物透气性降低,热熔胶分布范围扩大,在两层织物的间隙中完全浸润,胶体分散,热熔胶自身结合面积减小,结合牢度下降,导致复合织物剥离强度下降。
2.4 复合织物热压工艺的优化和验证
根据复合织物的黏接结构、透气性和剥离强度的分析,比较热压温度为90 ℃与100 ℃时复合织物的透气性和剥离强度,可以得出热压温度为100 ℃时,复合织物的整体性能较好;且热压压强为0.5 MPa,时间为90 s时,热熔胶浸润渗透均匀,胶层能形成间隙和微孔,与织物中纱线和纤维结合效果好,复合织物的透气性和剥离强度均最佳。因此,对EVA热熔胶膜制备复合织物的热压工艺进行优化,其最佳热压工艺参数为:热压温度100 ℃,热压压强0.5 MPa,热压时间90 s。根据优化后的热压工艺参数制备EVA热熔胶膜复合织物,该复合织物截面电镜图如图8所示。
在该工艺条件下制得的复合织物厚度为0.65 mm,通过截面电镜图,可以发现热熔胶渗透效果与图6(d)相似,热熔胶层形成间隙和微孔,固结了织物中的部分纱线和纤维,结合效果好,优化工艺参数制备的复合织物透气率可达到156.72 mm/s,剥离强度可达到32.55 N,均接近正交试验中复合织物透气性和剥离强度的最优结果。
部分学者使用不同黏合剂进行层压复合织物的制备工艺研究[8,11-12],对其研究过程中剥离强度测试结果进行整理,得到不同黏合剂复合织物的最佳剥离强度,如表7所示。
本研究在热压工艺优化后,复合织物剥离强度可达到32.55 N,与表7中其他各黏合剂制备复合织物的最佳剥离强度相比,EVA热熔胶在复合织物黏接方面具有更优的性能,其剥离强力具有明显优势。
3 結 论
本文根据设计的3因素5水平正交试验,以EVA热熔胶膜为黏合剂,缎纹机织布为表层织物,水刺非织造布为里层织物,制备了不同热压工艺参数的25块复合织物,分析热压工艺条件与复合织物内部黏接结构的关系,研究热压工艺条件对复合织物透气性和剥离强度的影响,并对EVA热熔胶膜制备复合织物的热压工艺参数进行了优化,得出如下结论:
a)在热压温度、压强、时间3个因素中,压强对复合织物厚度的影响最大,温度次之,压强对复合织物透气性影响最大,时间次之,温度对复合织物剥离强度影响最大,压强次之;同时,对复合织物的厚度、透气率和剥离强度有显著性影响的因素分别为压强、压强、温度,其中,热压压强对复合织物透气性具有高度显著性影响。
b)在80~120 ℃范围内,随着温度的升高,复合织物的透气性和剥离强度均呈现先上升后下降趋势,90 ℃时其剥离强度最高,100 ℃时其透气性最好;在0.5~2.5 MPa范围内,随着压强的增大,复合织物的透气性和剥离强度均呈现下降趋势,0.5 MPa时其透气性和剥离强度均最高;在30~150 s范围内,随着时间的增加,复合织物的透气性和剥离强度均呈现先上升后下降趋势,90 s时其透气性和剥离强度均最高。
c)对EVA热熔胶膜制备复合织物的热压工艺进行了优化,其最佳热压工艺参数为:100 ℃,0.5 MPa, 90 s。该条件下制备的复合织物,热熔胶与两层织物的纱线和纤维结合紧密,且胶层会形成
间隙和微孔,复合织物厚度为0.65 mm,透气率可达到156.72 mm/s,剥离强度可达到32.55 N。
参考文献:
[1]杨瑞瑞,郭嫣,张文文,等.阻燃防水透湿多功能墙布的设计与开发[J].合成纤维,2022,51(11):18-21.
YANG Ruirui, GUO Yan, ZHANG Wenwen, et al. Design and development of flame-retardant, waterproof and moisture-permeable multifunctional wall fabric[J]. Synthetic Fiber in China, 2022, 51(11): 18-21.
[2]李栋,徐田文,施亚伦,等.非对称润湿性复合墙布面料的制备及其性能[J].现代纺织技术,2022,30(2):184-190.
LI Dong, XU Tianwen, SHI Yalun, et al. Study on the preparation and properties of composite wall coverings with asymmetric wettability[J]. Advanced Textile Technology, 2022, 51(11): 18-21.
[3]谭冬宜,肖龙辉,何斌,等.复合织物的研究现状[J].纺织导报,2017(8):75-77.
TAN Dongyi, XIAO Longhui, HE Bin, et al. Research status of composite fabrics[J]. China Textile Leader, 2017(8): 75-77.
[4]夏帥飞,祝成炎,范硕,等.净化室内空气新中式窗帘墙布织物的设计开发[J].纺织导报,2021(11):39-43.
XIA Shuaifei, ZHU Chengyan, FAN Shuo, et al. Design and development of new Chinese-style curtains and wall coverings with indoor air purification function[J]. China Textile Leader, 2021(11): 39-43.
[5]TIAN Y L, HUANG X, CHENG Y, et al. Applications of adhesives in textiles:A review[J]. European Polymer Journal, 2022, 167: 111089.
[6]S K V, GADHAVE R. Sustainable raw materials in hot melt adhesives: A review[J]. Open Journal of Polymer Chemistry, 2020, 10(3): 49-65.
[7]PENG X S, LIU S, HUANG Y D,et al. Investigation of joining of continuous glass fibre reinforced polypropylene laminates via fusion bonding and hotmelt adhesive film[J]. International Journal of Adhesion and Adhesives, 2020, 100: 102615.
[8]黄益,马军翔,金曦,等.环保型聚氨酯仿皮涂层材料研究进展[J].现代纺织技术,2021,29(5):116-128.
HUANG Yi, MA Junxiang, JIN Xi, et al. Research progress on eco-friendly polyurethane artificial leather coating materials[J]. Advanced Textile Technology, 2021,29(5):116-128.
[9]KOSTYUK A V, SMIRNOVA N M, ANTONOV S V, et al. Rheological and adhesion properties of hot-melt adhesives based on hydrocarbon resins and poly(ethylene-vinyl acetate)[J]. Polymer Science, Series A, 2021, 63(3): 283-295.
[10]武海良,杨倩,张希文,等.EVA基纺织品用热熔胶的形成:组分含量和参数调控[J].材料导报,2019,33(6):1070-1073.
WU Hailing, YANG Qian, ZHANG Xiwen, et al. Fabri-cation of EVA based hot melt adhesive for textiles via adjusting component amount and experimental parameters[J]. Materials Reports, 2019, 33(6): 1070-1073.
[11]崔威威,郭嫣,宋敏芳.汽车用层压面料的阻燃处理工艺研究[J].现代纺织技术,2017,25(5):57-61.
CUI Weiwei, GUO Yan, SONG Minfang. Research of fire retardant treatment process of laminated fabrics for automobile[J]. Advanced Textile Technology, 2017,25(5):57-61.
[12]吴晓飞,关晋平,陈国强.瓜尔胶改性黏合剂在墙布复合中的应用[J].印染,2017,43(22):24-27.
WU Xiaofei, GUAN Jinping, CHEN Guoqiang. Application of modified guar gum adhesive to the composition of wall coverings[J]. China Dyeing & Finishing, 2017,43(22): 24-27,32.
Hot-pressing process and structure of laminated composite fabrics with EVA hot-melt adhesive films
HU Manyu1,2, JIN Xiaoke1,2, TIAN Wei1,2, HUANG Kunzhen1, SHAO Lingda1, ZHU Chengyan1,2
(1.College of Textile Science and Engineering (International Institute of Silk), Zhejiang Sci-Tech University, Hangzhou 310018, China;
2.Zhejiang Sci-Tech University Huzhou Research Institute Co., Ltd., Huzhou 313000, China)
Abstract:
As an environmentally friendly decorative material, wall cloth is well in line with human's aesthetic and environmental protection requirements for its advantages of seamlessness, heat preservation and sound absorption. However, at present, the research and development scope of the foreign wall cloth industry is wide, while the research and development of wall cloth in China started late, with most related studies staying at the decorative level, and few on the functions. Moreover, the domestic research and development of wall cloth focus on single-layer wall cloth, which cann't fully meet the requirements of multi-functional wall cloth. Composite wall cloth, usually made of woven fabric and non-woven fabric by hot pressing with binder, is a laminated composite fabric. It can not only maintain the original functional characteristics of each layer of the fabric, but also can be designed to increase other functions, showing the superposition of functions as a whole. The development of multi-functional textile fibers and the research and development of wall cloth preparation technology have promoted the growth of the composite wall cloth market.
To address the lack of functional wall cloth and undiversified types in the domestic market, we mainly focus on the hot-pressing process of preparing composite fabrics for wall cloth in this paper. We selected the ethylene vinyl acetate (EVA) hot-melt adhesive film with a low melting point, wide bonding range and aging resistance as the adhesive. Firstly, we carried out the thermal analysis. On this basis, with the temperature, pressure and time of the hot-pressing process as the main influencing factors of the test, we designed the L25(53) orthogonal test to study the effect of the hot-pressing process on the bonding structure and properties of composite fabrics with EVA hot-melt adhesive films. In this paper, we analyzed the cross-section bonding structure of the composite fabric by thickness and cross-section electron microscopy, including the morphological changes of the hot-melt adhesive film, the degree of penetration, the binding effect with yarns and fibers, etc. We also analyzed the reasons for the influence of the hot-pressing process on the properties of composite fabrics from the microstructure. It is found that for composite fabrics with EVA hot-melt adhesive films, pressure has the greatest influence on the thickness and air permeability, and temperature has the greatest influence on the peel strength. At the same time, pressure has a significant effect on the thickness, a highly significant effect on the air permeability, and temperature has a significant effect on the peel strength. With the increase of hot-pressing temperature, pressure and time, the thickness shows a downward trend. With the increase of temperature and time, the permeability and peeling strength increase first and then decrease. With the increase of pressure, the permeability and peeling strength show a downward trend. The optimum parameters for the hot-pressing process are 100 ℃, 0.5 MPa and 90 s. The hot-melt adhesive of the composite fabric prepared under this condition is closely combined with the yarn and fiber of the two layers of the fabric. The adhesive layer will form gaps and micro-pores. The thickness is 0.65 mm, the air permeability can reach 156.72 mm/s, and the peel strength can reach 32.55 N.
The relationship between the hot-pressing process conditions and the bonding structure and properties of composite fabrics with EVA hot-melt adhesive films can lay a research foundation for the preparation of composite fabrics. Through the selection and design of raw materials, new functional wall cloth products with such functions as anti-fouling property, moisture permeability and flame resistance are prepared to meet human's high-quality requirements for indoor environmental conditions. The research results can provide process reference for the preparation of composite fabrics by EVA hot-melt adhesive films, and provide a basis for the preparation of functional composite wall fabrics.
Keywords:
EVA-based hot-melt adhesive film; composite fabrics; hot-pressing process; peel strength; orthogonal experimental
猜你喜欢
合成材料老化与应用(2022年5期)2022-10-25 07:13:32
合成材料老化与应用(2022年4期)2022-08-25 12:00:54
沈阳理工大学学报(2022年1期)2022-06-09 08:42:24
印制电路信息(2021年10期)2021-12-08 06:00:32
江西建材(2020年12期)2021-01-05 12:34:18
粘接(2017年5期)2017-06-01 11:29:48
山东农业科学(2016年11期)2016-12-17 22:14:38
安徽理工大学学报·自然科学版(2016年1期)2016-12-14 22:19:41
湖北农业科学(2016年18期)2016-12-08 18:51:32
中国民族民间医药·上半月(2016年10期)2016-11-19 11:34:28